






Après plusieurs versions alpha, bêta et version d’évaluation, la version finale de notre dernier PrusaSlicer 2.2.0 avec l’évidage SLA et la prise en charge d’imprimantes d’autres marques vient de sortir ! Merci à toutes celles et ceux qui ont partagé leurs retours avec nous ! Les nouvelles versions de PrusaSlicer font en général l’objet de modifications majeures et cette version 2.2.0 ne fait pas exception. Voyons tout cela !
Quoi de neuf avec PrusaSlicer 2.2.0
Avant de nous pencher en détail sur l’analyse des nouvelles fonctions, voici une petite vue d’ensemble :
- Profils intégrés pour les imprimantes d’autres marques (sont fournis des profils bêta pour Creality Ender 3, BIBO2 Touch, Lulzbot Mini Aero, et Taz6 Aero)
- Évidage pour modèles SLA
- Hauteur de couche variable automatique
- Compensation adaptative du pied d’éléphant
- Éjection sécurisée des cartes SD / clés USB
- Insérer une pause / un G-code personnalisé à une certaine hauteur
- Recharger depuis le disque sur les fichiers 3MF
- Tur de nettoyage plus petite sans couches clairsemées
- Impression séquentielle
- Compatibilité 3Dconnexion SpaceMouse
- Compatibilité OS X Dark Mode
- Amélioration de la programmation du parcours, vignettes pour les fichiers 3MF, Amélioration de ColorPrint…
- …et bien d’autres choses encore !
Téléchargez les pilotes et les installateurs d’applications (avec PrusaSlicer 2.2.0, les pilotes et les objets de test) Tous les points essentiels sont parfaitement résumés dans cette vidéo :
Et comme le nombre de fonctionnalités et d’outils dans PrusaSlicer ne cesse de croitre, nous enrichissons également sans arrêt la documentation PrusaSlicer.
Profils intégrés
Notre but est de faire de notre PrusaSlicer un véritable logiciel de découpage universel pour toutes sortes d’imprimantes d’autres marques. Tout est à peu en place, nous travaillons donc avec la communauté pour ajouter des profils pour les marques d’imprimantes 3D d’autres marques les plus populaires. Cela signifie que nous ajoutons des profils non seulement pour les machines mais aussi pour des matériaux spécifiques (les réglages filament peuvent varier en fonction du modèle d’imprimante – p. ex. températures d’extrusion différentes). Nous allons publier un article spécifique expliquant comment vous pouvez participer, mais si vous voulez commencer à travailler sur les profils dès maintenant, consultez la page wiki PrusaSlicer. 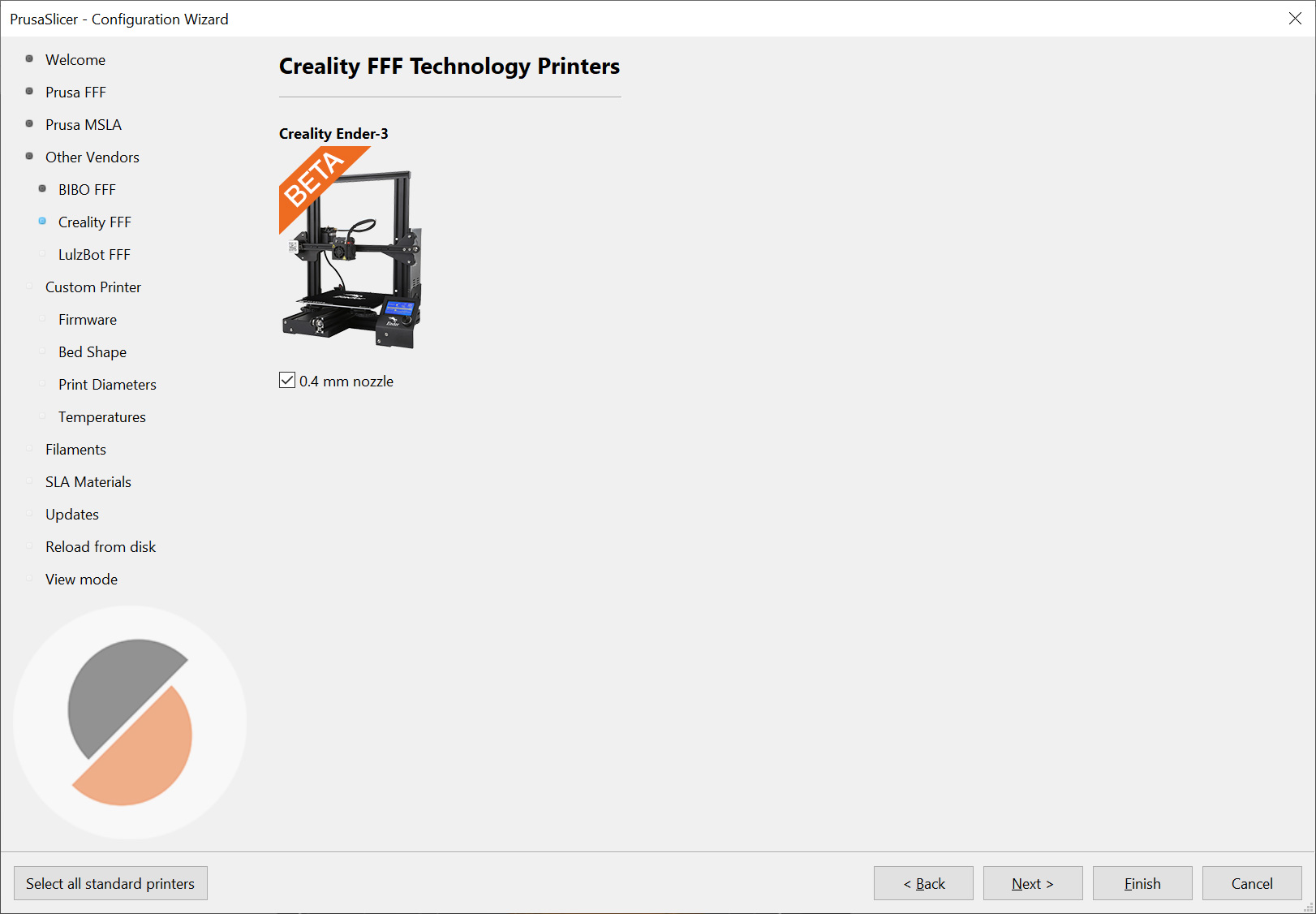 Cela veut également dire que nous avons du aborder le fonctionnement des profils matériaux avec une logique différente. PrusaSlicer l’Impression, l’Imprimante, l’Imprimante SLA, et les Matériaux SLA dans des listes séparées – les noms des profils doivent être uniques au sein de leurs groupes respectifs. Par exemple, le profil du Prusament PLA fonctionne avec le profil d’imprimante 3D MK3S, mais pas avec le profil MK3S MMU2S, car les paramètres d’expulsion sont différents. Pour ne pas compliquer les choses, PrusaSlicer n’affiche que le « nom logique » court qui correspond à un “alias” dans le liste des matériaux, tandis que le nom de profil complet apparait sur la page de paramètre correspondante. Rendez vous sur GitHub pour en apprendre davantage au sujet du fonctionnement de ce système.
Cela veut également dire que nous avons du aborder le fonctionnement des profils matériaux avec une logique différente. PrusaSlicer l’Impression, l’Imprimante, l’Imprimante SLA, et les Matériaux SLA dans des listes séparées – les noms des profils doivent être uniques au sein de leurs groupes respectifs. Par exemple, le profil du Prusament PLA fonctionne avec le profil d’imprimante 3D MK3S, mais pas avec le profil MK3S MMU2S, car les paramètres d’expulsion sont différents. Pour ne pas compliquer les choses, PrusaSlicer n’affiche que le « nom logique » court qui correspond à un “alias” dans le liste des matériaux, tandis que le nom de profil complet apparait sur la page de paramètre correspondante. Rendez vous sur GitHub pour en apprendre davantage au sujet du fonctionnement de ce système.
Évidage SLA
Il s’agit d’un ajout très important et nous avons pris du temps pour le mettre en place car nous voulions faire les choses bien. Comme vous le savez probablement, les impressions SLA sont complètement solides, il n’y a pas de motif de remplissage. D’un côté, cela permet d’avoir des objets robustes et lourds, mais cela consomme également davantage de résine. Et comme les résines coûtent en général assez cher, le coût d’impression d’un objet solide peut être assez élevé, surtout lorsque l’on imprime des modèles volumineux. En évidant un objet, vous pouvez considérablement réduire les coûts d’impression. Et il y a d’autres bénéfices – des modèles plus légers qui ont moins besoin de piliers de support, tout en conservant une bonne distribution de leur poids. Et la surface réduite de chaque couche diminue la force nécessaire pour détacher l’impression de l’écran. Jusqu’à présent, nous recommandions d’utiliser Meshmixer pour évider les objets. Néanmoins, avec PrusaSlicer 2.2.0, vous avez désormais tout sous la main. 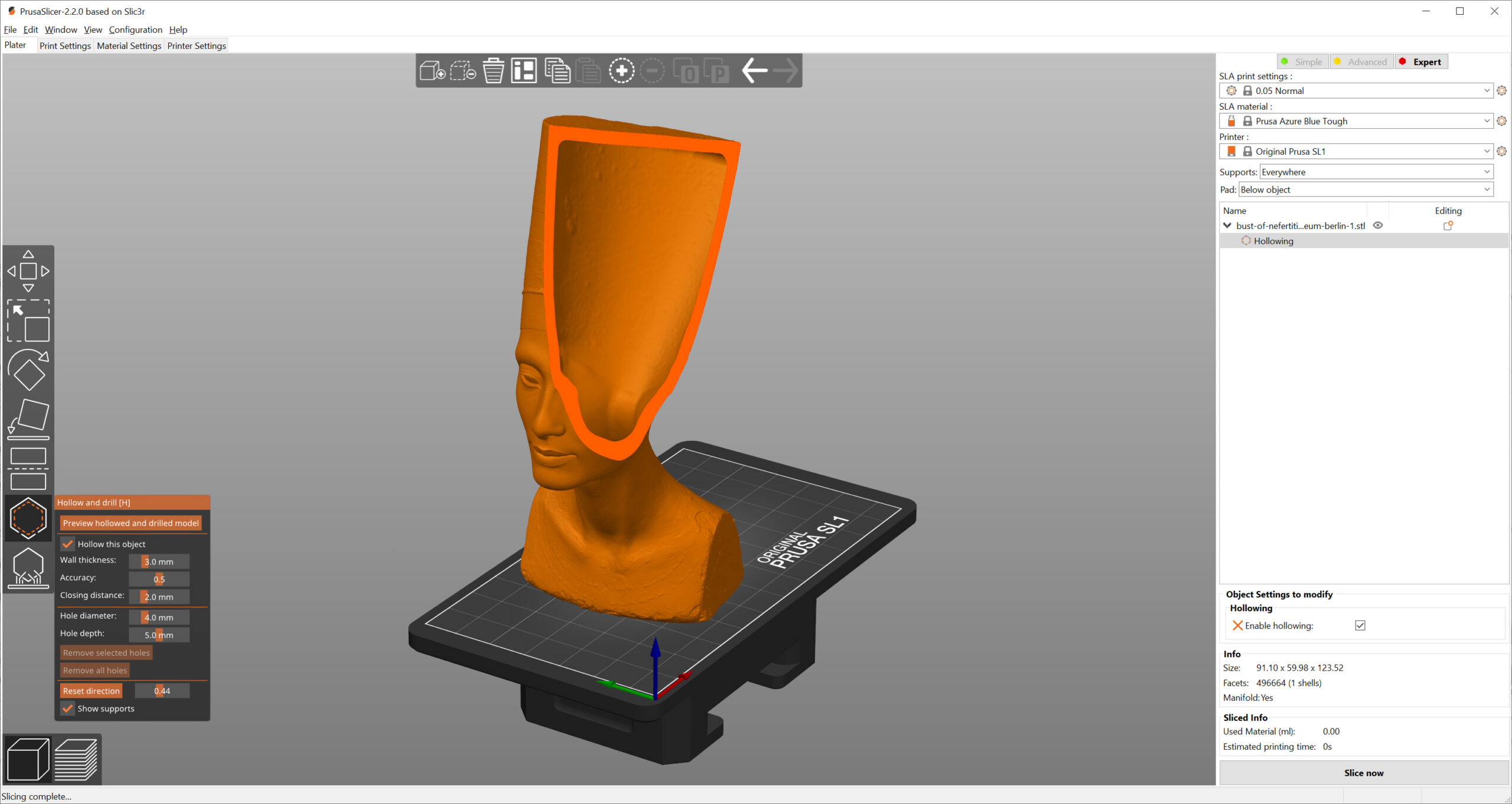 Nous vous offrons un outil plutôt puissant qui vous fera économiser de la précieuse résine. Regardons comment cela fonctionne : une fois que vous avez importé un modèle et que vous avez cliqué sur le menu Évidage et perçage, vous pouvez choisir entre quelques options. L’épaisseur de l’évidage indique l’épaisseur générale de la paroi (nous conseillons de ne pas descendre en dessous de 2 mm). La précision de l’évidage définit avec quelle précision et quelle rapidité les calculs vont être effectués. Une précision d’évidage faible peut générer des problèmes liés à la minceur des parois, donc si vous voulez imprimer quelque chose de petit avec des parois fines, augmentez la précision. L’intervalle de rapprochement de l’évidage est un peu plus complexe, mais voici en quoi cela consiste pour l’essentiel : l’intervalle de rapprochement définit un seuil, qui définit le nombre de cavités (et leur complexité) resteront présentes à l’intérieur de l’objet évidé. Il remplit également les angles concaves des parois internes, car il est difficile d’en retirer la résine non durcie qui est hautement visqueuse.
Nous vous offrons un outil plutôt puissant qui vous fera économiser de la précieuse résine. Regardons comment cela fonctionne : une fois que vous avez importé un modèle et que vous avez cliqué sur le menu Évidage et perçage, vous pouvez choisir entre quelques options. L’épaisseur de l’évidage indique l’épaisseur générale de la paroi (nous conseillons de ne pas descendre en dessous de 2 mm). La précision de l’évidage définit avec quelle précision et quelle rapidité les calculs vont être effectués. Une précision d’évidage faible peut générer des problèmes liés à la minceur des parois, donc si vous voulez imprimer quelque chose de petit avec des parois fines, augmentez la précision. L’intervalle de rapprochement de l’évidage est un peu plus complexe, mais voici en quoi cela consiste pour l’essentiel : l’intervalle de rapprochement définit un seuil, qui définit le nombre de cavités (et leur complexité) resteront présentes à l’intérieur de l’objet évidé. Il remplit également les angles concaves des parois internes, car il est difficile d’en retirer la résine non durcie qui est hautement visqueuse. 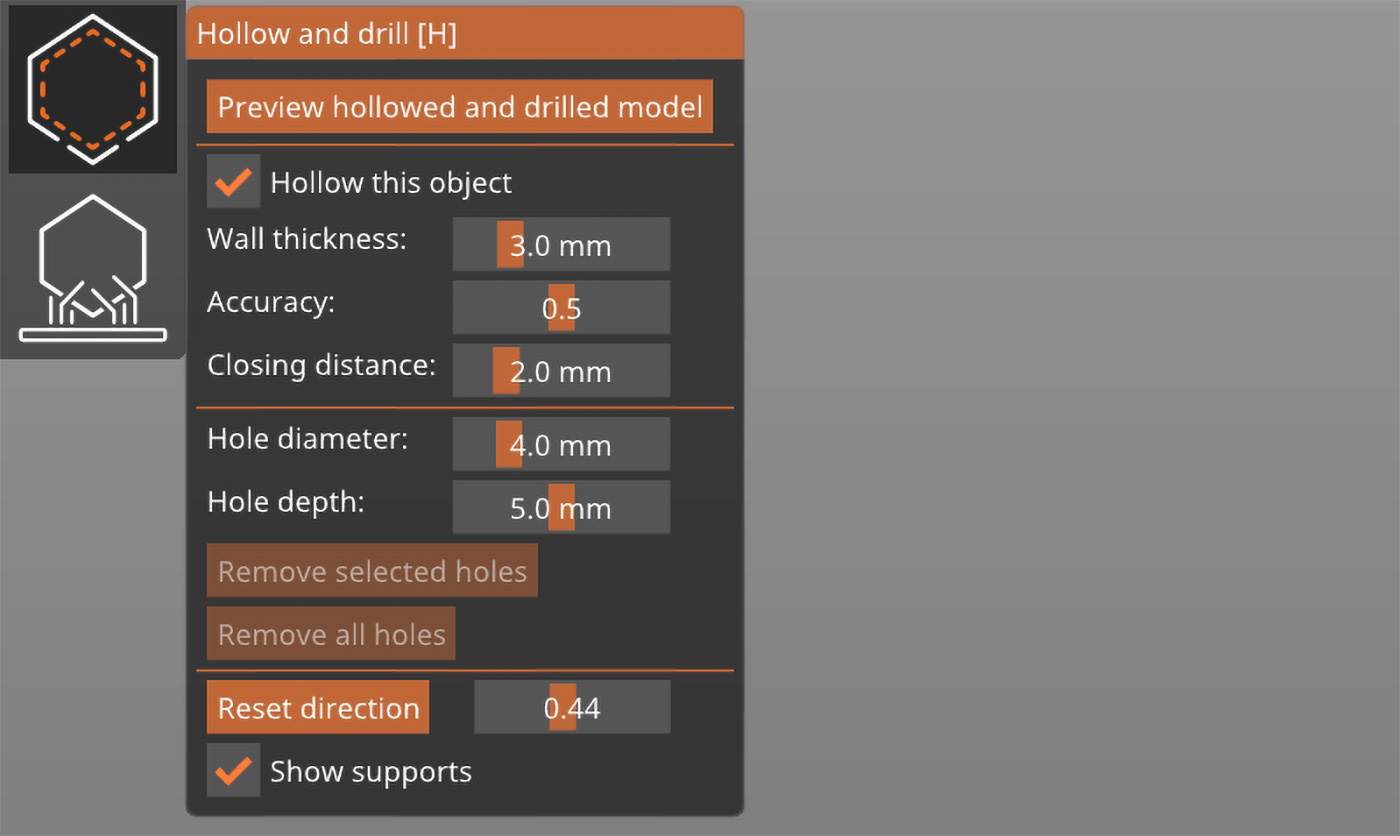 Bien entendu, l’évidage ne serait pas complet sans trous de drainage – il doit y en avoir au moins deux, idéalement situés sur les côtés opposés des objets (il est néanmoins préférable d’ajouter des trous supplémentaires). Parfois, il peut également arriver qu’on ne veuille pas compromettre la qualité de la surface, donc vous pouvez positionner les trous de façon à ce qu’ils ne nuisent pas à l’esthétique de l’objet. C’est extrêmement important : sans trous dans l’objet, la résine liquide non-durcie restera à l’intérieur de l’objet – si jamais il devait se briser, la résine s’en écoulerait probablement. Donc nous recommandons vivement l’ajout de quelques trous afin de pouvoir nettoyer l’intérieur de l’objet plus facilement. Cliquez sur la surface pour ajouter un trou, puis cliquez dessus et faites-le glisser pour le déplacer. Enfin, cliquez sur la Prévisualisation du modèle évidé et percé pour inspecter la prévisualisation. Vous pouvez également travailler avec le modèle évidé dans le menu Supports, de façon à pouvoir positionner des supports à l’intérieur.
Bien entendu, l’évidage ne serait pas complet sans trous de drainage – il doit y en avoir au moins deux, idéalement situés sur les côtés opposés des objets (il est néanmoins préférable d’ajouter des trous supplémentaires). Parfois, il peut également arriver qu’on ne veuille pas compromettre la qualité de la surface, donc vous pouvez positionner les trous de façon à ce qu’ils ne nuisent pas à l’esthétique de l’objet. C’est extrêmement important : sans trous dans l’objet, la résine liquide non-durcie restera à l’intérieur de l’objet – si jamais il devait se briser, la résine s’en écoulerait probablement. Donc nous recommandons vivement l’ajout de quelques trous afin de pouvoir nettoyer l’intérieur de l’objet plus facilement. Cliquez sur la surface pour ajouter un trou, puis cliquez dessus et faites-le glisser pour le déplacer. Enfin, cliquez sur la Prévisualisation du modèle évidé et percé pour inspecter la prévisualisation. Vous pouvez également travailler avec le modèle évidé dans le menu Supports, de façon à pouvoir positionner des supports à l’intérieur. 
Hauteur de Couche Variable Automatique
Imaginez que vous ayez un objet avec de parfaites parois verticales et une hémisphère au sommet – disons qu’il s’agit d’un casque pour un cosplay. Si vous voulez que la partie incurvée soit correctement imprimée, vous devez diminuer la hauteur de couche – moins elle sera importante, plus l’impression sera réussie. Néanmoins, vous allez perdre beaucoup de temps sur les parois verticales, qui seraient très bien avec une hauteur de couche plus importante. La hauteur de couche variable automatique va vous sauver ! Vous trouverez l’outil « Adaptatif » dans le menu d’édition des couches variables. Il analyse la géométrie importée pour suggérer quelles parties pourraient être imprimées avec des hauteurs de couche plus importantes / moins importantes. Cependant, il s’agit toujours d’un processus interactif. Vous pouvez ajuster le résultat automatique, l’éditer manuellement ou le recalculer avec des paramètres légèrement différents. Cela ne prend que quelques secondes et vous fera gagner des heures entières pendant l’impression à proprement parler. Néanmoins, gardez à l’esprit que la hauteur de couche minimum pour cette procédure est automatiquement réglée sur 0,07 mm par défaut (vous pouvez modifier cette valeur dans les réglages). Cela veut dire que vous verrez une très grande différence par exemple entre une hauteur de couche de 0,07 mm sans hauteur de couche variable et une hauteur de couche de 0,15 mm réglée sur « Adaptatif ». 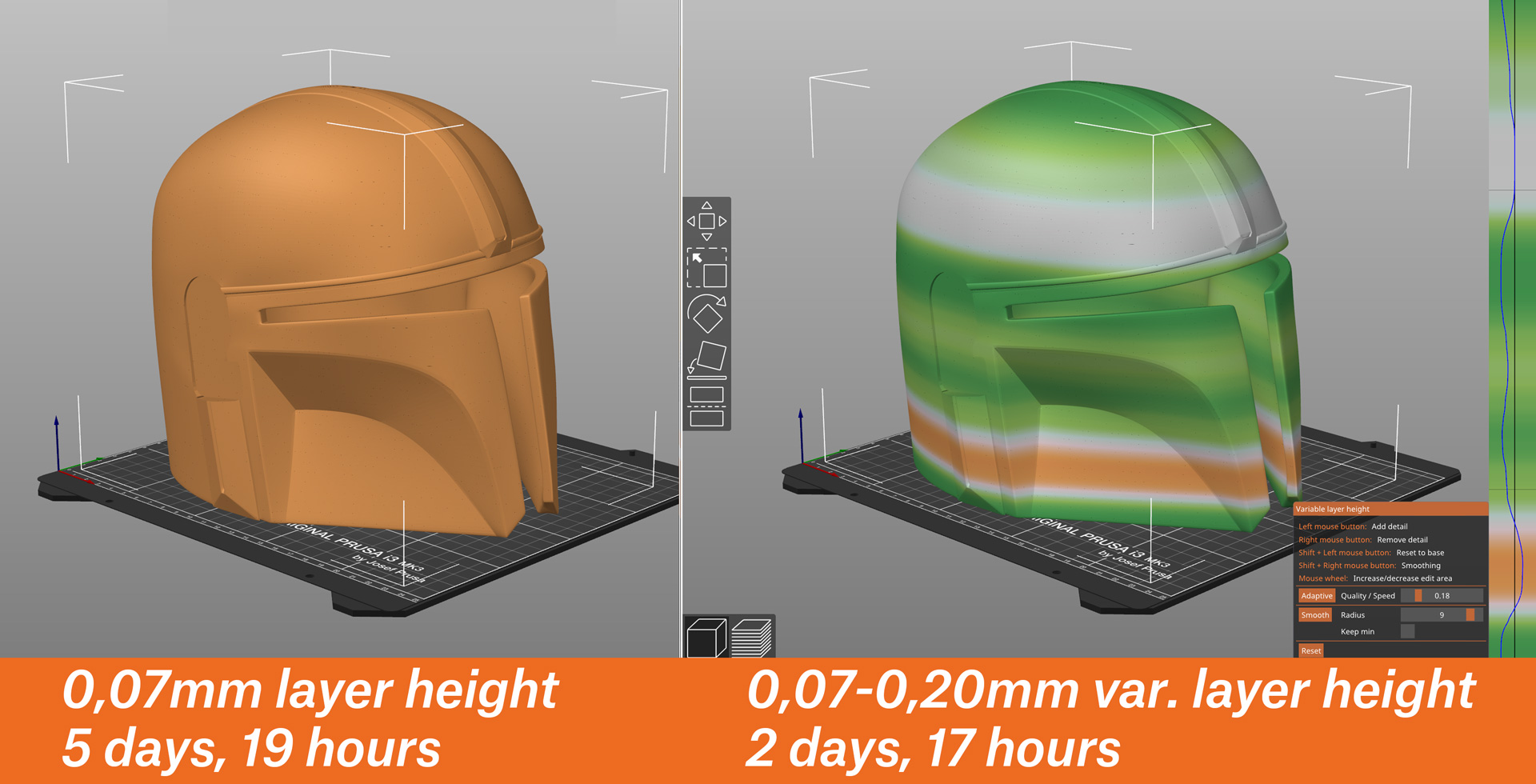 Si cela vous intéresse de savoir comment fonctionne cette fonctionnalité, allez consulter notre abondante Documentation !
Si cela vous intéresse de savoir comment fonctionne cette fonctionnalité, allez consulter notre abondante Documentation !
Compensation adaptative du pied d’éléphant
Si vous avez déjà essayé d’imprimer deux pièces qui devaient s’emboiter l’une dans l’autre, vous avez du vous rendre compte qu’il y avait un problème car les pièces conçue avec des tolérances minimes ne s’ajustaient pas. Cela est lié à la nature du plastique fondu. Tandis que l’imprimante 3D pousse le plastique depuis la buse sur la feuille en acier, le matériau déborde sur les côtés, générant un effet appelé “un pied d’éléphant.” PrusaSlicer dispose d’une fonctionnalité nommée Compensation du pied d’éléphant mais elle ne fonctionnait pas totalement à 100% – elle se contentait de réduire les contours de la première couche de façon uniforme, ce qui pouvait affecter les parois fines ou d’autres parties de l’objet. 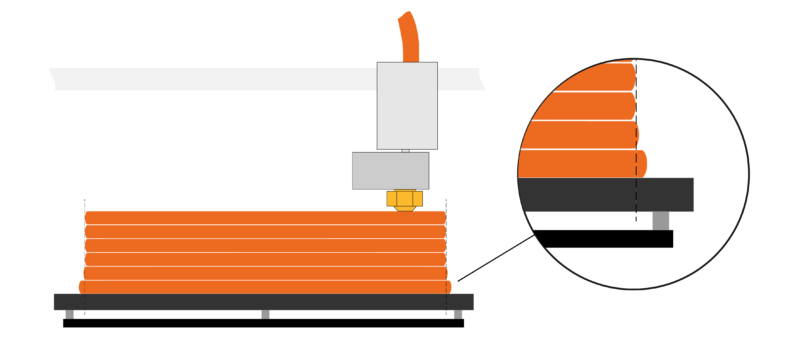 La nouvelle version de PrusaSlicer dispose d’une compensation du pied d’éléphant mise à jour (adaptative), qui détecte automatiquement les lignes fines dans la première couche et fait en sorte de ne pas trop les réduire. À partir de cette version, cette fonctionnalité est activée par défaut sur les profils officiels Prusa, donc vous n’avez pas besoin de la paramétrer. Elle fonctionne aussi bien pour les machines FFF/FDM que pour les machines SLA.
La nouvelle version de PrusaSlicer dispose d’une compensation du pied d’éléphant mise à jour (adaptative), qui détecte automatiquement les lignes fines dans la première couche et fait en sorte de ne pas trop les réduire. À partir de cette version, cette fonctionnalité est activée par défaut sur les profils officiels Prusa, donc vous n’avez pas besoin de la paramétrer. Elle fonctionne aussi bien pour les machines FFF/FDM que pour les machines SLA. 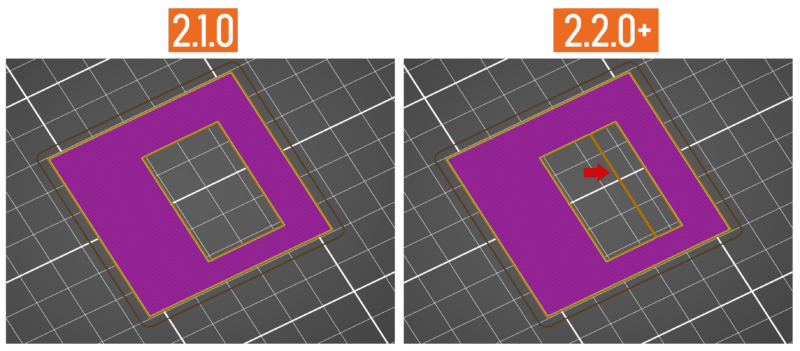
Améliorations utiles, ajustements, et modifications.
Il y a bien entendu de nombreuses autres améliorations et nouvelles fonctionnalités dans le nouveau PrusaSlicer 2.2.0, Mais cela prendrait trop de place de tout décrire. La meilleure manière de tout voir est de télécharger la dernière version et de vérifier par vous-même. Nous publions toujours un journal de sortie complet sur Github, donc passons rapidement en revue quelques fonctionnalités supplémentaires. ColorPrint fonctionne désormais avec la MMU2 et il a bénéficié de quelques ajouts – à savoir une option pour ajouter des G-codes personnalisés et des pauses à des endroits choisis. C’est bien pratique, par exemple pour ajouter des aimants à vos impressions 3D. Vous pouvez en apprendre davantage sur cette fonction dans notre Base de connaissance. Un autre changement très apprécié par les utilisateurs concerne l’amélioration de la programmation de parcours – vos impressions seront plus rapides grâce à l’optimisation des routines de programmation du parcours. Regardez les captures d’écran ci-dessous, il y a une différence assez nette. Et d’ailleurs puisqu’on parle de programmation du parcours, si vous utilisez la fonctionnalité d’impression séquentielle, vous pouvez maintenant définir facilement l’ordre dans lequel l’objet sera imprimé. 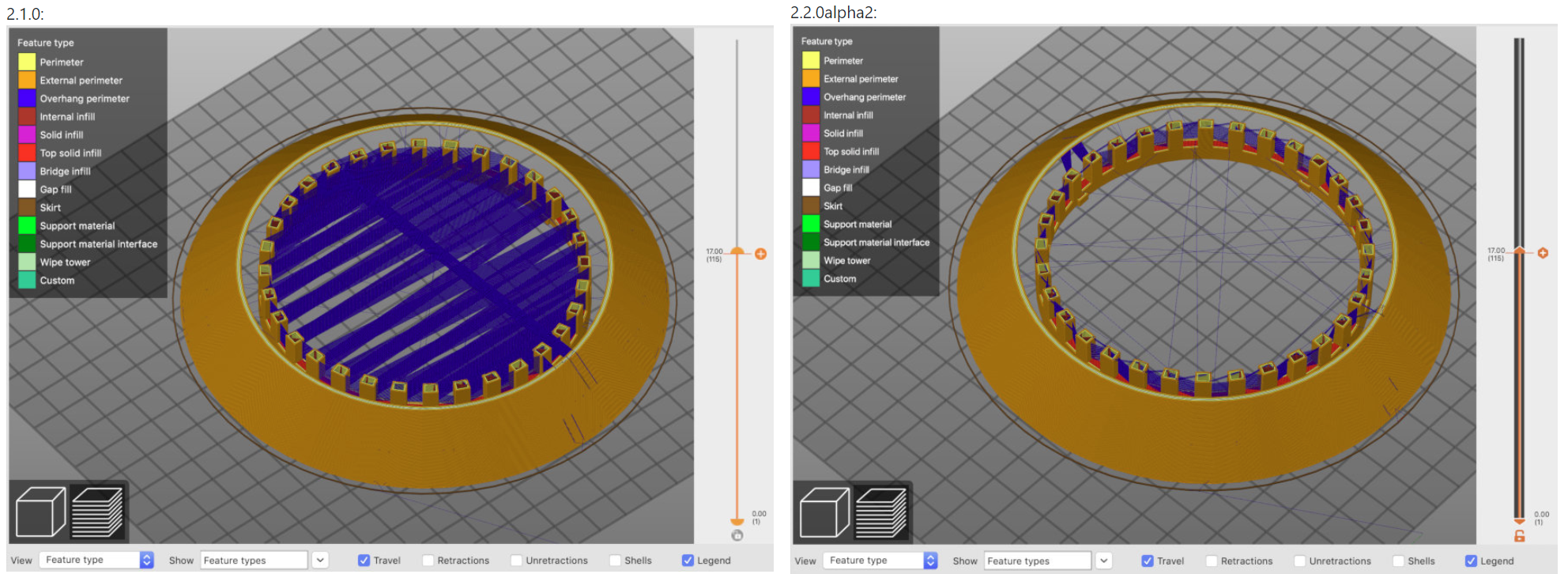 Il y a aussi :
Il y a aussi :
- Compatibilité intégrale avec la souris 3D Connexion.
- Retrait sécurisé de la clé USB
- Option pour ajouter des formes basiques sur le plateau d’impression virtuel
- Traductions mises à jour
- Mises à jour spécifiques aux systèmes d’exploitation, ajustements et modifications
- macOS dark mode
- Impression séquentielle
- … et de nombreux autres ajustements, modifications et améliorations !
Nous espérons que vous aimerez travailler avec le nouveau PrusaSlicer ! Si vous avez des suggestions ou des bugs à nous signaler, faites-le-nous savoir sur Github.com! Bonnes impressions !
Vous devez vous connecter pour publier un commentaire.