





Los cambios en las nuevas versiones de PrusaSlicer suelen ser funciones completamente nuevas o mejoras iterativas de las herramientas existentes. Pero esta vez, hay al menos un cambio fundamental en el funcionamiento del núcleo del laminado. Estos cambios tan drásticos requieren mucho tiempo y esfuerzo para su desarrollo. Por suerte, ¡no estamos solos en esto! Queremos expresar nuestro agradecimiento a toda la comunidad de código abierto, en concreto al equipo de Ultimaker Cura dirigido por Jaime van Kessel, ya que dos de las principales funciones de esta versión fueron desarrolladas originalmente por ellos, y a Open CASCADE por la compatibilidad con los archivos STEP. Mejoras como ésta están mostrando mucho el poder del desarrollo de código abierto.
Antes de adentrarnos en las novedades, te presentamos un resumen de todas ellas:
- Nuevo generador perimetral Arachne
- Compatibilidad con el formato de archivo STEP
- Relleno Lightning
- Mejora de la colocación de las costuras en función de la visibilidad
- Ecualizador de presión
- Nuevos perfiles de impresoras y materiales
- Muchas correcciones de errores y pequeñas mejoras
Generador perimetral Arachne
Durante años, la estrategia que utilizaba PrusaSlicer al generar perímetros era compensar el contorno del objeto con una línea de extrusión de ancho constante. Esto causaba problemas en varios casos, especialmente cuando se imprimían paredes finas, textos o logotipos.
Los desarrolladores de Cura han puesto en marcha recientemente una nueva estrategia denominada Arachne, basada en el documento [Kuipers et al., 2020]. El generador Arachne produce bucles perimetrales y rellenos de huecos con una anchura de extrusión variable. En pocas palabras, hace automáticamente los perímetros más anchos o más finos según sea necesario. Este es un cambio importante. Antes, era casi imposible crear una pared que se ajustara exactamente a 2 perímetros. ¿Y ahora? Mientras el grosor de la pared se acerque lo suficiente a 2 perímetros, PrusaSlicer se encargará del resto.
El nuevo enfoque produce impresiones de mejor aspecto y con menos artefactos. Hay una reducción significativa en el relleno de huecos, pequeñas extrusiones utilizadas para rellenar los huecos entre los perímetros, lo que también resulta en una reducción del tiempo de impresión.
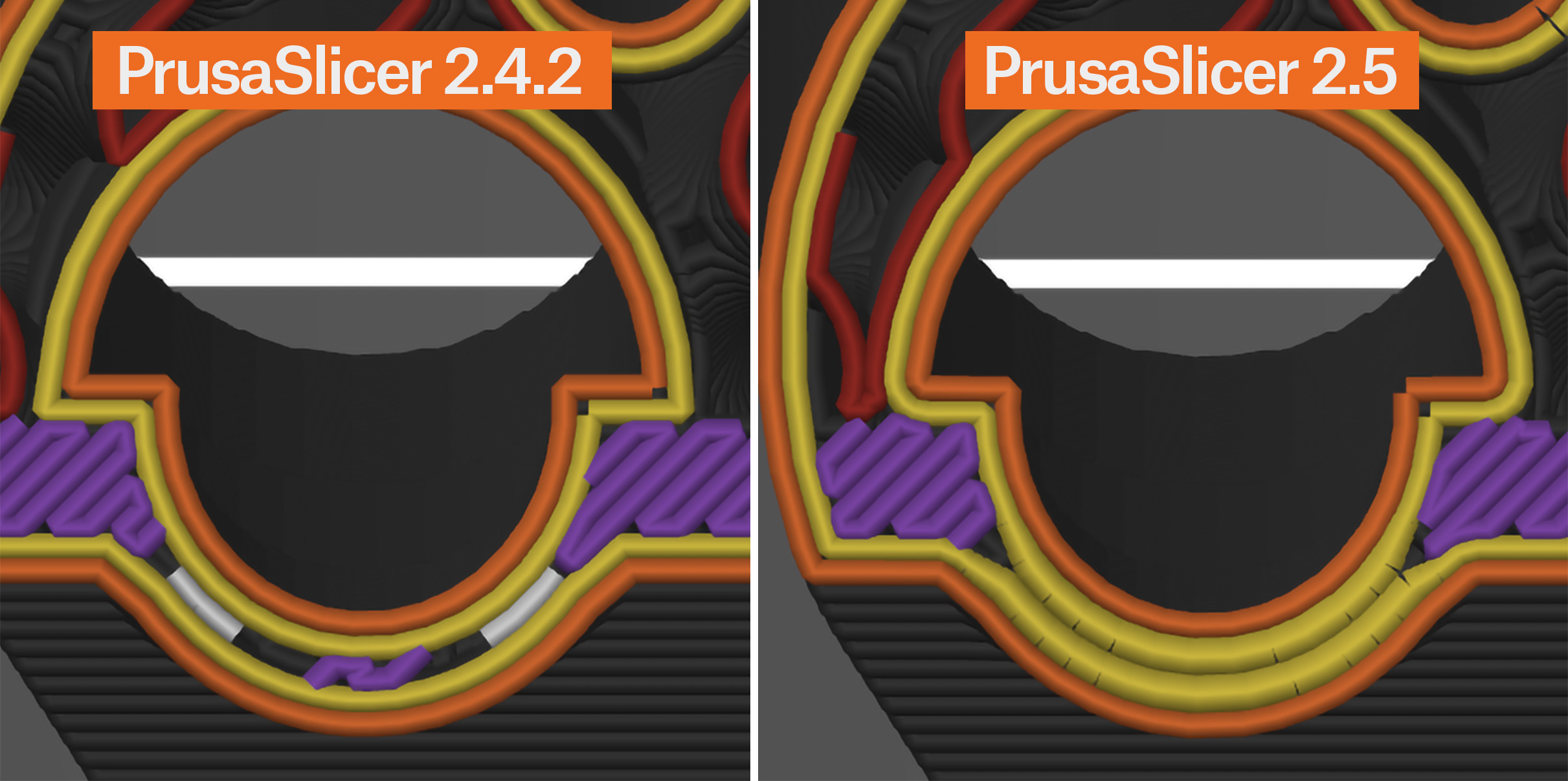
Generador perimetral clásico en PrusaSlicer 2.4.2 vs Generador perimetral Arachne en PrusaSlicer 2.5
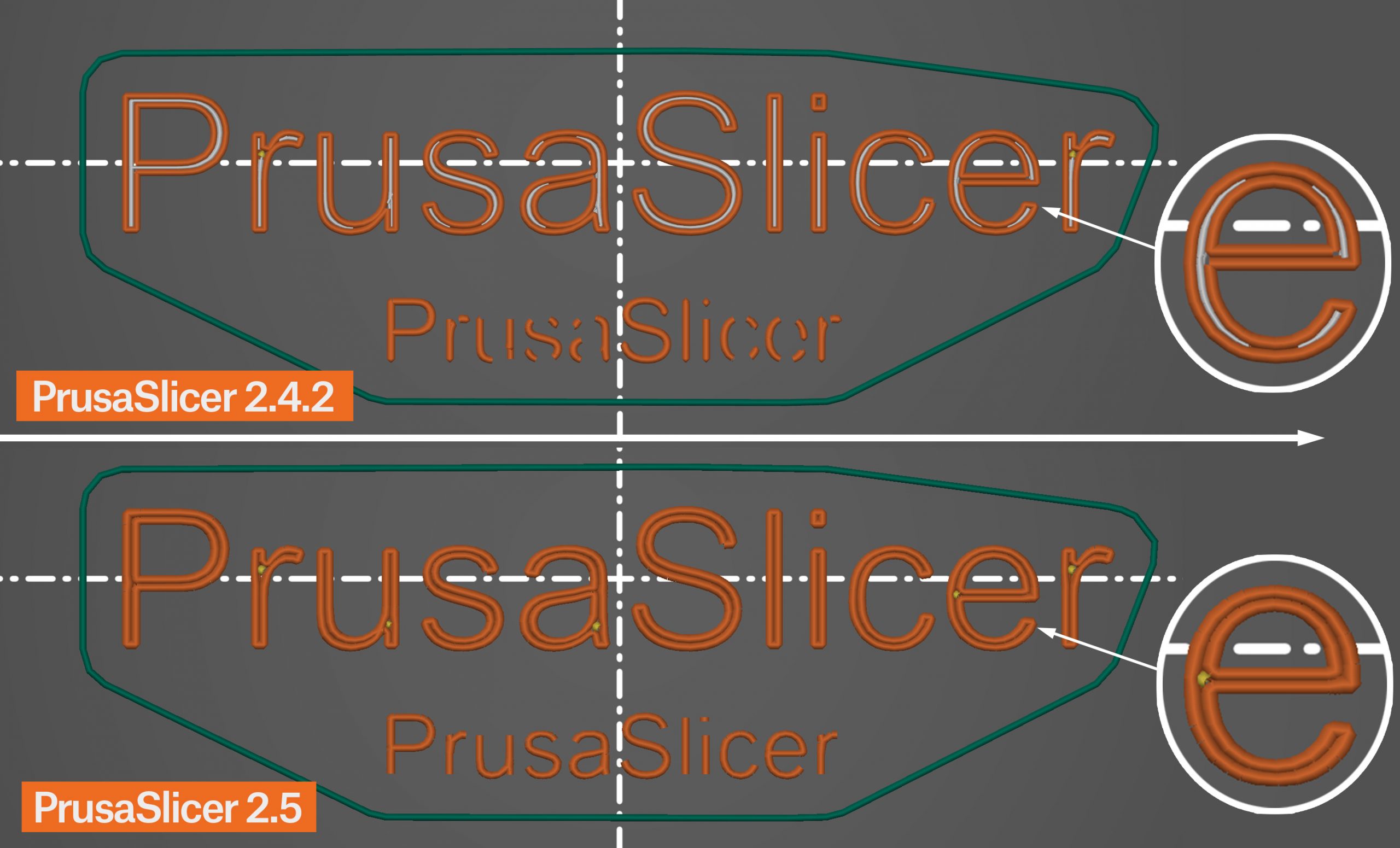
Un campo en el que el generador perimetral Arachne muestra realmente su potencia es al imprimir textos o logotipos pequeños. Dibujar fuentes con un ancho de línea constante es, obviamente, bastante difícil. El nuevo generador de perímetros no tiene esta limitación y produce textos mucho más limpios incluso a una escala menor.
Hemos decidido establecer el generador de perímetros Arachne como la nueva opción por defecto. Si deseas utilizar el antiguo generador de perímetros, puedes cambiar a él en la Configuración de impresión – Configuración del generador de perímetros.
La función Detectar paredes delgadas está desactivada cuando se selecciona el generador de perímetros de Arachne, ya que no es necesaria porque Arachne siempre intenta adaptar la anchura de la extrusión a las líneas finas.
Compatibilidad con el formato de archivo STEP
A partir de esta versión, PrusaSlicer puede importar archivos STEP. Este formato de archivo CAD es interoperable entre la mayoría de los programas CAD y es un estándar ISO con el apoyo de programas como Fusion 360, FreeCAD, SolidWorks, Inventor, AutoCAD, CATIA, y muchos más.
Este añadido aparentemente pequeño podría tener grandes consecuencias. Al poder importar directamente archivos STEP, esperamos que un número creciente de personas utilice STEP al compartir el diseño en línea en lugar de un STL, que es notoriamente difícil de editar. Por otro lado, los archivos STEP pueden editarse con bastante facilidad, lo que permite realizar rápidas personalizaciones y remixes. Las empresas que imprimen bajo demanda pueden omitir la conversión de archivos STEP del cliente a STL, ahorrando un tiempo precioso.
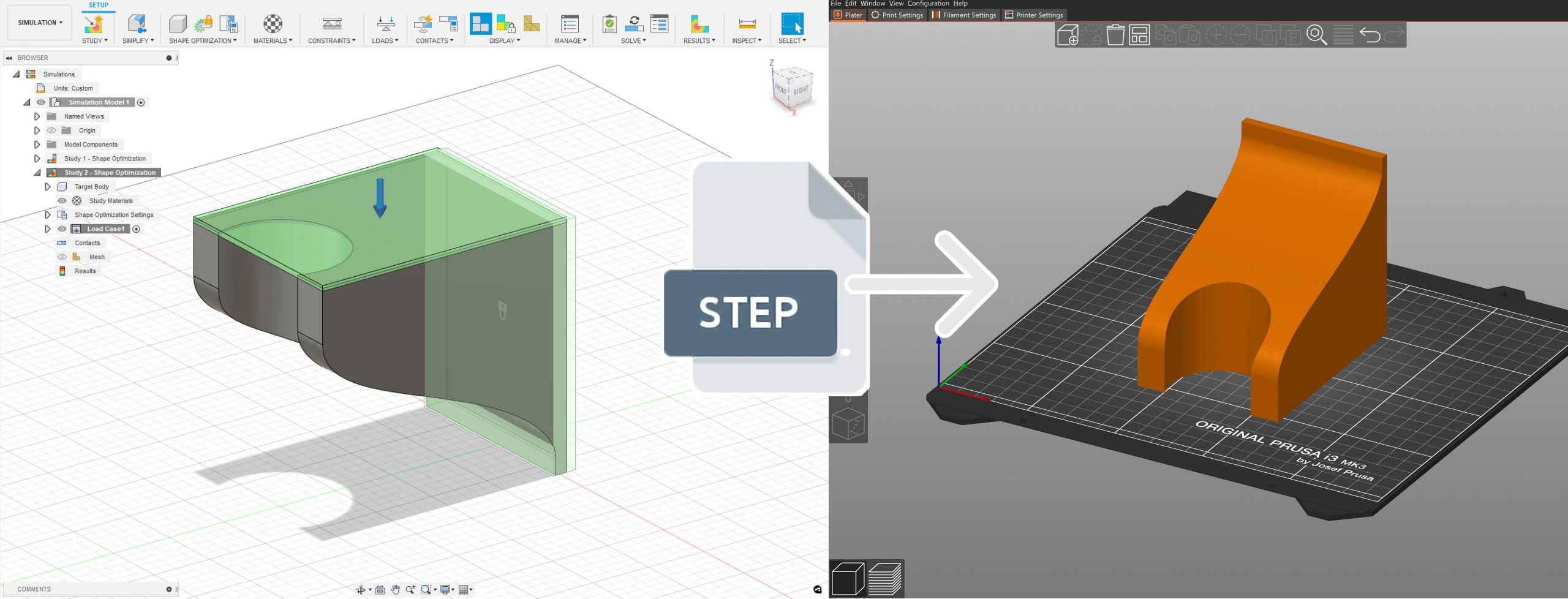
Ahora mismo estamos teselando el modelo al importarlo (convirtiéndolo en una malla triangular), por lo que el modelo se lamina como cualquier otra malla y no de forma analítica. La conversión es totalmente automática (el nivel de detalle no es personalizable). Utilizamos la plataforma de desarrollo Open CASCADE Technology (OCCT) para leer los archivos STEP, así que muchas gracias a ellos por mantener el código abierto. Es un núcleo de CAD también utilizado, por ejemplo, por FreeCAD o KiCad. La implementación de la importación en sí fue portado de BambuStudio, gracias a ellos también.
Relleno Lightning
El relleno tiene una doble función – proporcionar rigidez estructural y soportar las superficies superiores. En caso de que la rigidez estructural no sea necesaria, se ahorra mucho material y tiempo de impresión con el nuevo relleno Lightning, que está optimizado para soportar únicamente las superficies superiores. El relleno Lightning genera una estructura ramificada que se vuelve progresivamente más densa hacia las superficies superiores para soportarlas de forma fiable.
El relleno lighting se basa en el documento [Tricard et al., 2019]. Al igual que el generador de perímetros Arachne, hemos portado el relleno Lightning desde Cura, gracias de nuevo por mantener el código abierto de Cura.

PrusaSlicer ya disponía de un relleno con un comportamiento similar llamado relleno Soporte Cúbico. Sin embargo, el relleno Lightning ahorra aún más material. La siguiente tabla compara el tiempo de impresión y el consumo de filamento al imprimir la famosa rana de árbol a una escala del 400%.
| Tipo de relleno | Tiempo de impresión [min] | Filamento total [g] | Filamento de relleno [g] | Filamento ahorrado en el relleno |
|---|---|---|---|---|
| Giroide 15% | 1104 | 204 | 114 | 0% |
| Soporte Cúbico 15% | 792 | 152 | 62 | 46% |
| Relleno Lightning 15% | 840 | 111 | 20 | 82% |
Ecualizador de presión
Una impresora 3D FDM consta de un sistema de movimiento y un sistema de extrusión. Mientras que al sistema de movimiento le gusta acelerar y desacelerar suavemente para reducir las vibraciones, al extrusor le gusta extruir a un ritmo constante para obtener la mejor consistencia de extrusión. Esto significa, por desgracia, que las condiciones óptimas del sistema de movimiento y del extrusor están en conflicto.
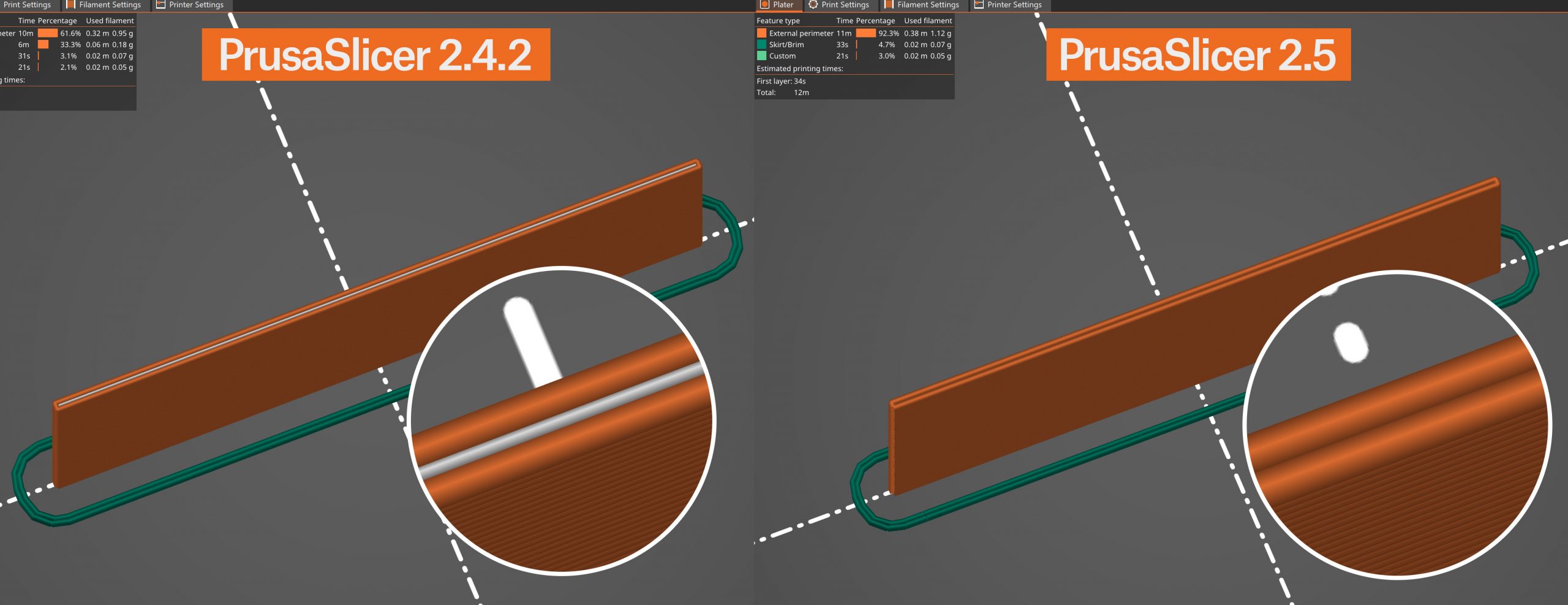
Los extrusores tipo Bowden son especialmente sensibles a las fluctuaciones de presión, debido a la holgura del tubo Bowden, no son capaces de reproducir los cambios rápidos en la velocidad de extrusión de forma fiable. El ecualizador de presión suaviza los cambios repentinos de velocidad entre dos características (por ejemplo, entre el relleno de impresión y los perímetros) y reduce los artefactos de impresión causados por las rápidas fluctuaciones de presión del extrusor.
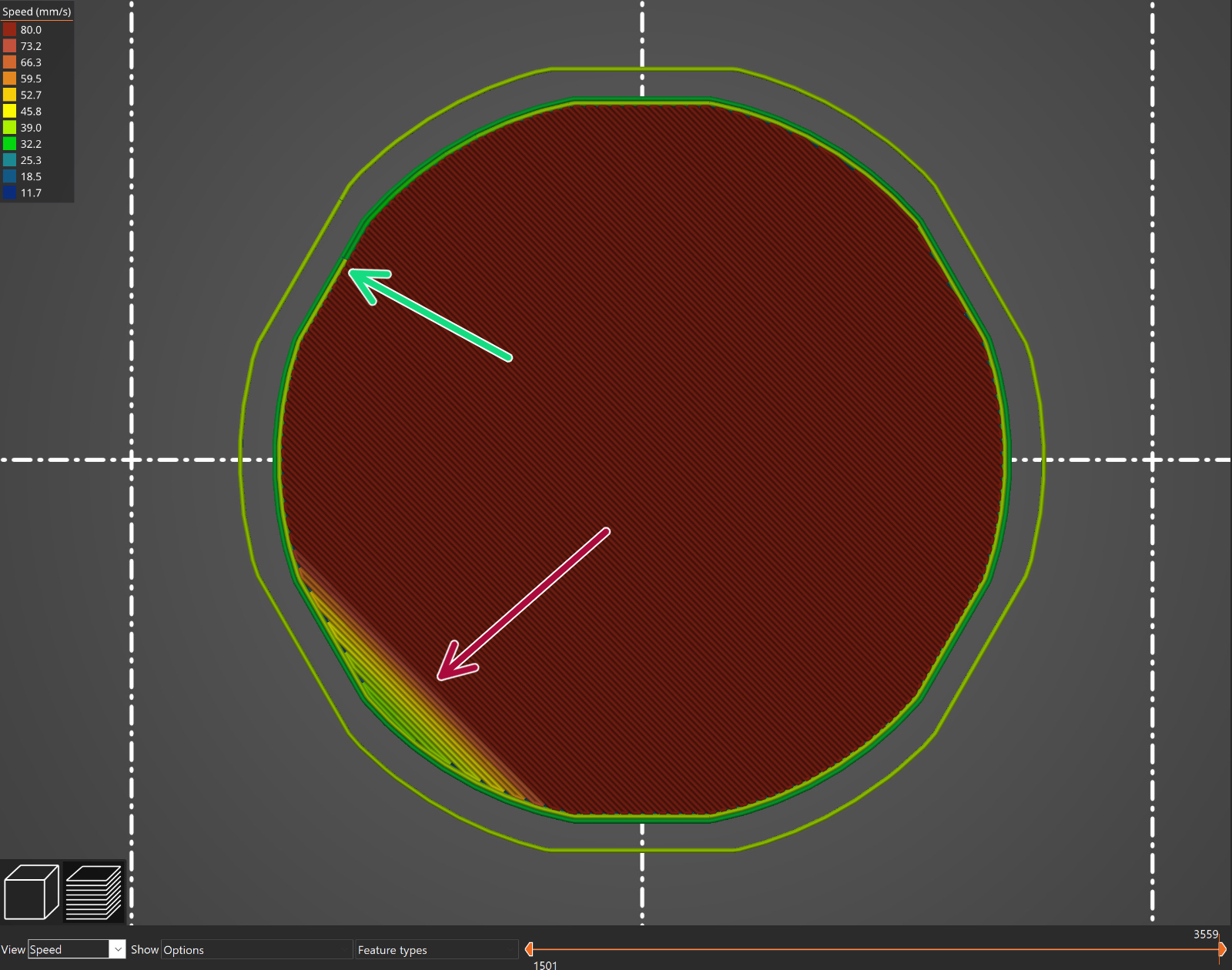
Antes de pasar de un perímetro interno más rápido a un perímetro externo más lento, el ecualizador de presión se ralentiza gradualmente al final del perímetro interno para alcanzar la velocidad de extrusión del perímetro externo. Del mismo modo, al pasar del perímetro externo al relleno, el inicio del relleno se ralentiza hasta alcanzar la velocidad del perímetro externo y se acelera gradualmente.

La impresión de la derecha muestra protuberancias en los perímetros externos debido al exceso de presión del extrusor en una impresora tipo Bowden, mientras que las protuberancias se mitigan en la impresión de la izquierda gracias al ecualizador de presión
Mejora de la colocación de las costuras en función de la visibilidad
A menos que esté imprimiendo en el modo Vaso en espiral, cada bucle perimetral tiene que empezar y terminar en alguna parte. Además, la impresora tiene que detener la extrusión durante un breve momento cuando el cabezal de impresión se mueve hacia la siguiente capa. Este punto de inicio/final crea una costura vertical potencialmente visible en el lado del objeto.
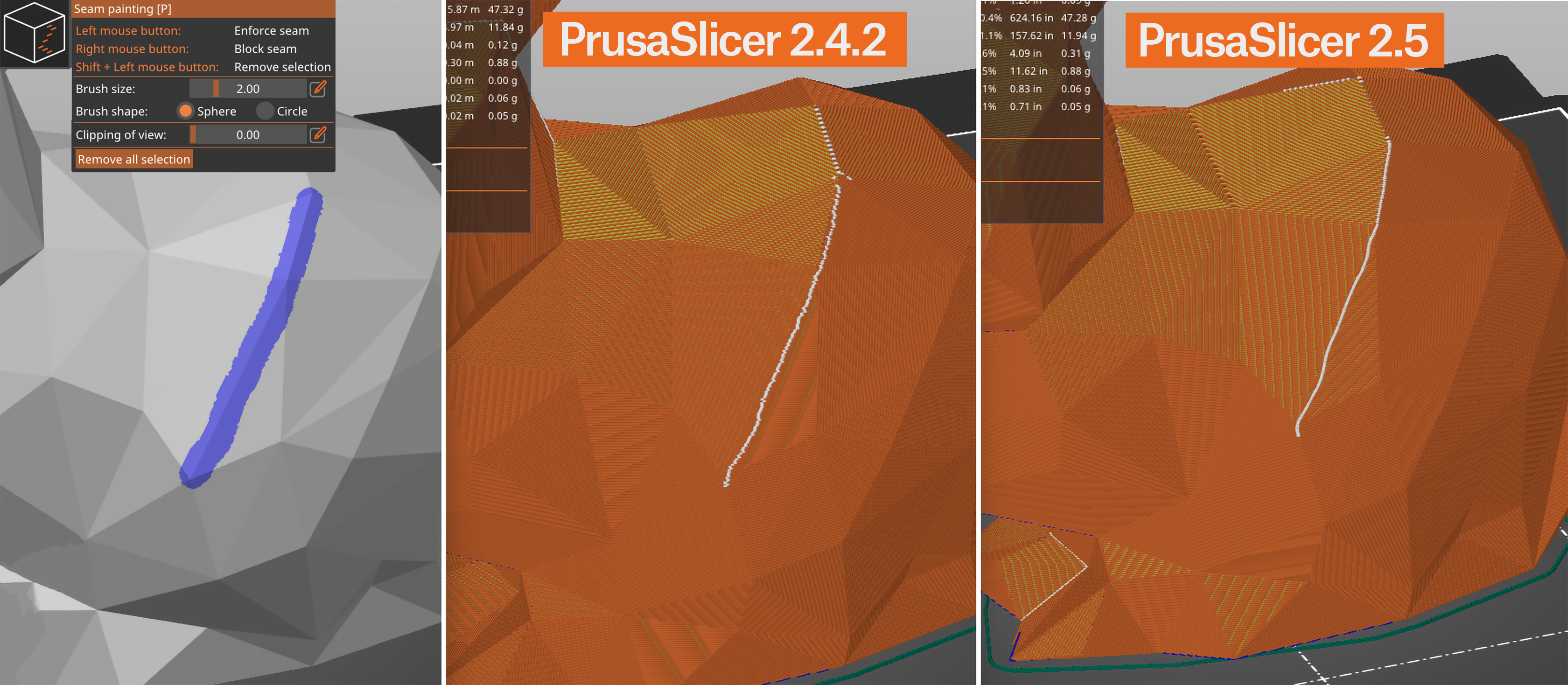
A partir de esta versión, el algoritmo de colocación de costuras prefiere las regiones que no son visibles desde el exterior del modelo en absoluto o que están ocluidas desde la mayoría de las direcciones. El nuevo algoritmo de visibilidad se aplica a las costuras establecidas en Más Cercano o Alineado. Además, cuando se utilizan costuras pintadas y se establece ‘Alineado’, la línea de costura resultante intenta encontrar una esquina afilada en la zona pintada y se ajusta a ella, lo que da lugar a líneas más suaves a lo largo del borde afilado. Las versiones anteriores no detectaban el borde afilado en este caso.
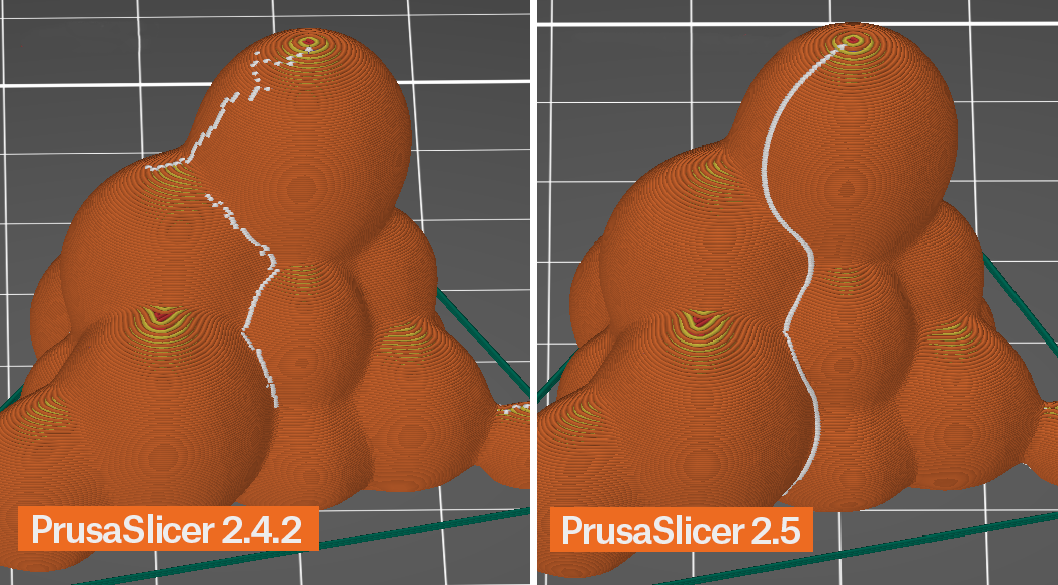
Además, el nuevo algoritmo se esfuerza por producir costuras posiblemente largas y suaves en superficies lisas, mientras que el antiguo algoritmo a menudo producía bits aleatorios desconectados en dichas superficies.
En el caso de los objetos multi-material o multi-piezas en los que un corte se divide en varias regiones y cada región tiene su propio perímetro, las costuras se vuelven a ocultar dentro del objeto entre las regiones.
Otras novedades
- Las miniaturas del código G ahora se pueden exportar en formatos JPG y QOI
- El vaciado de SLA es ahora hasta 10 veces más rápido
- La estimación del tiempo del SLA es ahora más precisa para la Original Prusa SL1S Speed
- Perfiles nuevos y actualizados de impresoras de terceros
La documentación de PrusaSlicer ya se ha actualizado para reflejar la mayoría de los cambios de esta versión.
Si quieres leer la lista completa de cambios, consulta el registro de cambios de cada versión en nuestro GitHub. Nos estamos centrando en acortar el ciclo de desarrollo, para que puedas disfrutar de nuevas versiones de PrusaSlicer más a menudo. Como resultado, algunas nuevas características no llegaron a esta versión, porque no estaban listas a tiempo, las verás en la próxima versión 2.6. Como siempre, si tienes alguna pregunta o sugerencia de mejora, no dudes en compartirla con nosotros. ¡Felices impresiones!
Gracias!!!!