






RC-Flugzeugräder, flexible Telefonhüllen oder haltbare GoPro-Gehäuse – es gibt einige Dinge, die man mit normalen Filamenten wie PLA oder PET-G nicht drucken kann (oder sollte). Es gibt jedoch eine Gruppe spezieller Filamente, die perfekt für diese Aufgabe geeignet sind – flexible Filamente! Sie können etwas knifflig in der Anwendung sein, so dass wir uns entschlossen haben, Ihnen diesen Artikel zu liefern, der Ihnen den Einstieg in diese wunderbaren Materialien erleichtern wird!

Das Drucken mit flexiblen Filamenten ist eine weitere Möglichkeit, die Möglichkeiten Ihres 3D-Druckers zu erweitern. Im Gegensatz zu den meisten gängigen Materialien (wie PLA oder PET-G) bieten diese Filamente Flexibilität, große Haftung zwischen den Schichten und oft auch Elastizität. Gedruckte Objekte können nicht nur flexibel, sondern auch extrem widerstandsfähig gegen mechanische Abnutzung oder Beschädigung sein. Allerdings gibt es auch einige Nachteile. Das Drucken dieser Filamente erfordert eine gründlichere Vorbereitung vor dem Druck sowie einige Feinabstimmungen und Bastelei – für den Laien ausgedrückt: eine gewisse Erfahrung mit dem 3D-Druck ist ein großer Vorteil.

Unser Original Prusa i3 MK3 Drucker ist für das Drucken verschiedener Materialien, einschließlich flexibler Filamente, ausgelegt. Um Ihnen jedoch das Drucken dieser Materialien zu erleichtern, haben wir den Extruder überarbeitet auf die MK3S Version, somit er noch flexdruckfreundlicher wird. Sie sollten auch die neueste Version von PrusaSlicer herunterladen, die bei jeder Profiländerung automatisch aktualisiert wird, wenn sie herauskommt (hier können Sie mehr lesen). Werfen wir also einen Blick auf die grundlegenden Eigenschaften und optimalen Einstellungen für flexible Filamente.
Es gibt zwei Arten von Materialien, die für den 3D-Druck verwendet werden: TPE (Thermoplastisches Elastomer) und TPU (Thermoplastisches Polyurethan). Obwohl sie zwei verschiedene Namen haben, ist TPU eigentlich eine Art von TPE-Material; der Hauptunterschied zwischen ihnen besteht hauptsächlich in der Shore-Härte. Kunststoffe, die als TPU bezeichnet werden, sind in der Regel zäher, ihre Härte liegt etwa bei 60A-90A auf der Shore-Härteskala (siehe unten).
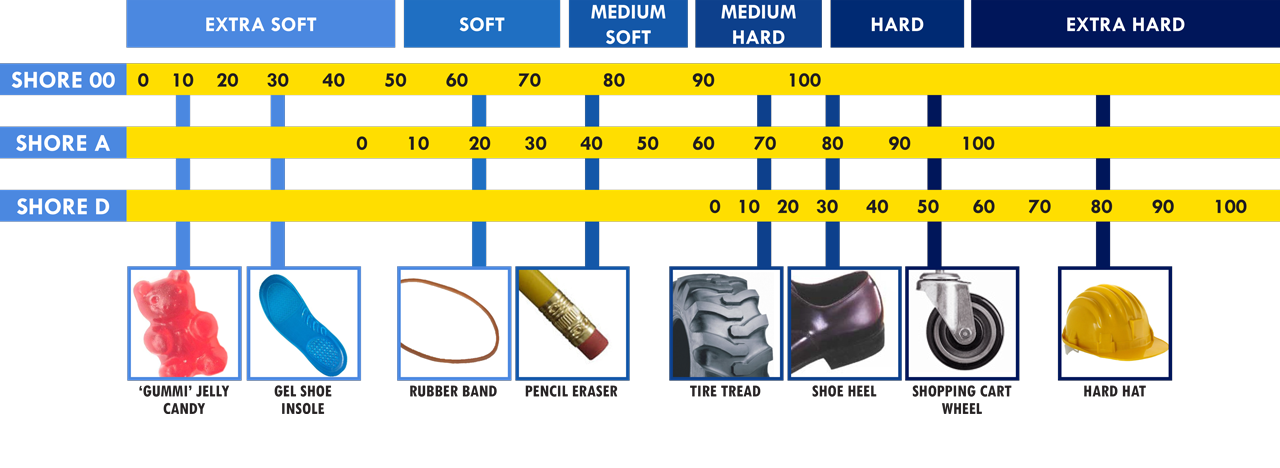
Shore-Härteskala, Quelle: smooth-on.com
Wie wir bereits erwähnt haben, sind die Hauptvorteile dieser Materialien Flexibilität, Festigkeit und Elastizität. Eine große Festigkeit wird durch eine ausgezeichnete Haftung zwischen den Schichten erreicht. Druckerzeugnisse können einer hohen mechanischen Belastung standhalten, ohne zu brechen, so dass sich Flex-Filamente z.B. für den Druck von Abstandshaltern oder anderen hochbelasteten Teilen verwenden lassen.
Zu den Hauptnachteilen gehören Dinge wie sehr langsamer Druck, schlechte Überbrückung und Fädenziehen. Außerdem muss man bedenken, dass nicht jedes Modell für den Druck mit flexiblen Fäden geeignet ist und dass man sorgfältig auswählen muss, was man drucken will. Im Allgemeinen ist der Druck mit weicheren Filamenten schwieriger. Weiche TPE-Filamente neigen beispielsweise dazu, sich seitlich vom Heizbett zu lösen. Wir haben die besten Erfahrungen mit TPU-Filamenten mit Shore-Härte 92A und 98A (verfügbar auf unserem Webshop).
Tipps für nützliche flexible Drucke
Was genau kann man also mit Flexiblen Filamenten machen? Wir haben versucht, einige einfache Modelle zu drucken, die im Alltag oder einfach nur zum Spaß verwendet werden können. Wir haben auch unsere Fans gefragt auf Twitter für einige Inspiration und wir haben Dutzende von coolen Fotos – also schauen Sie sich diesen Link an, um mehr zu sehen!
Zuerst dachten wir, es wäre eine gute Idee, RC-Modellreifen zu drucken. Sie sehen wirklich gut aus, wenn sie aus 92A Flexfill gedruckt werden, haben aber aufgrund der Filamenthärte keine gute Haftung. Daher sind sie eher für RC-Flugzeugfahrwerke als für Autos geeignet. Sie können die Reifenweichheit durch Änderung der Füllungsparameter und der Anzahl der Perimeter modifizieren. Wenn Sie sie zu hoch einstellen, werden die Reifen zu hart, und Sie könnten die wichtigste Eigenschaft der flexiblen Filamente verlieren.

Links: Flexfill 98A mit 2 Konturen und 8% Infill. REchts: Flexfill 92A mit 1 Kontur und 8% Infill.
Als nächstes versuchten wir, unseren eigenen Stempel zu drucken. Das Ergebnis kann recht gut sein, wenn Sie ein weiches Filament verwenden. Der Stempel muss eine sehr glatte Oberfläche haben, damit er richtig funktioniert. Deshalb ist es wichtig, ihn nach dem Druck zu schleifen oder mit der Kontaktfläche nach unten auf ein glattes Blech zu drucken.

Viele Menschen werden die Möglichkeit zu schätzen wissen, eine Schutzhülle für ihr Mobiltelefon oder GoPro-Kamera auszudrucken. Wir haben versucht, ein härteres und weicheres Filament zu verwenden, und fanden heraus, dass beide Varianten ziemlich gut funktionieren. Einige der Schutzhüllen können ohne Verwendung von Stützmaterial nicht gut gedruckt werden. Sie müssen die Druckereinstellungen anpassen oder die Tatsache akzeptieren, dass die Überbrückungsbereiche nicht so schön sind wie bei PLA oder anderen Standardmaterialien.

Druckvorbereitung und Einstellungen
1) Lösen Sie Ihre Spannrolle so weit wie möglich, bevor Sie mit dem Laden des Filaments/Drucks beginnen. Es besteht ein hohes Risiko, dass sich das Filament um den Bondtech wickelt, wenn zu viel Druck auf das Filament ausgeübt wird.
2) Tragen Sie eine dünne Schicht Klebstoff auf die Druckfläche auf (ein normaler Papierkleber sollte gut funktionieren). Dieser Schritt ist notwendig, wenn Sie die glatte PEI-Folie oder das satinierte Blech verwenden. Auf pulverbeschichteten texturierten Blechen brauchen Sie keinen Kleber zu verwenden. Ohne Klebstoff ist der Druckgegenstand aufgrund der guten TPU-Haftung nur schwer von der Oberfläche zu entfernen, und Sie könnten Ihr Blech tatsächlich beschädigen. Alternativ (für TPE-Filament) können Sie auf ein normales Klebeband drucken, wie in dieses Video. Im PrusaSlicer haben wir die Temperatur des Heizbettes auf 50°C eingestellt. Das ist die optimale Temperatur für Flexfill 92A und 98A, sie kann sich jedoch bei anderen Filamenttypen unterscheiden, z.B. klebt TPE bei dieser Temperatur nicht am Heizbett.
3) Sie müssen sehr langsam drucken, die typische sichere Geschwindigkeit beträgt 20mm/s. Im Allgemeinen wird eine maximale Geschwindigkeit für flexible Filamente von 30-40mm/s empfohlen, da bei einer zu hohen Einstellung die Gefahr besteht, dass die Düse verstopft wird. Bei PrusaSlicer empfehlen wir die Verwendung des Profils „Flexfill 98A or Filatech FilaFlex40“. Es hat eine optimale Geschwindigkeit, die durch die maximale volumetrische Geschwindigkeit eingestellt wird (Sie steht auf 1,5mm3/s, das sind ungefähr 17mm/s bei Verwendung einer 0,2mm Schicht).
4) Halten Sie Ihr Filament trocken. Flexible Filamente nehmen viel Feuchtigkeit auf und sind bei unsachgemäßer Lagerung schwieriger zu bedrucken.
Wie man besser aussehende Drucke erzielt
1) Wir empfehlen die Einstellung weniger dichter Füllung, wenn Sie Ihr Objekt flexibler machen wollen. Sie sollten jedoch mehr obere feste Ebenen hinzufügen (Druckeinstellungen – Schichten und Umfänge – Horizontale Konturhüllen). Wie oben erwähnt, ist die Überbrückung in der Regel sehr schlecht und Ihr Modell könnte Löcher aufweisen.
2) Stellen Sie die Einzüge so niedrig wie möglich ein. Wenn Sie Schwierigkeiten haben, einen optimalen Wert zu finden, versuchen Sie, sie ganz auszuschalten und dann nach und nach zu erhöhen. Wenn Sie die Einzüge zu hoch einstellen, riskieren Sie, dass die Düse verstopft oder das Filament sich im Extruder verfängt. Unsere PrusaSlicer Profile enthalten getestete und optimierte Werte, daher sollten Sie diese in den meisten Fällen so beibehalten. Es ist auch wichtig zu beachten, dass die Kombination von flexiblem Filament und kleinen Einzügen eine große Menge an Fadenziehen verursacht, was unvermeidlich ist. Wenn das gedruckte Objekt „haarig“ ist oder einige Fadenreste aufweist, können Sie diese durch sehr vorsichtiges Erhitzen dieser Teile mit einer Flamme oder einer Heißluftpistole entfernen – seien Sie äußerst vorsichtig, damit Sie das Modell nicht beschädigen oder sich verletzen!
3) Erhöhen Sie die empfohlene Temperatur des Hotends um 5°C. Die Düse könnte einen zu großen Widerstand leisten und das Druckobjekt könnte unterextrudiert oder völlig verunstaltet sein. Lassen Sie das Druckgebläse ausgeschaltet.
4) Wenn Sie Stützen drucken müssen, stellen Sie den Abstand zwischen den Lagen in der Z-Achse auf mindestens 0,3mm ein (im PrusaSlicer unter Druckeinstellungen – Stützstrukturen – Kontakt Z-Abstand). Andernfalls ist es sehr schwierig, das gesamte Trägermaterial aufgrund der hohen Haftung zwischen den Lagen zu entfernen.
Um die Möglichkeiten des flexiblen Filaments zusammenzufassen: Objekte, die aus flexiblem Material gedruckt werden, eignen sich besser für den praktischen Gebrauch als für den Druck schöner Modelle. Flexible Materialien können jedoch völlig neue Möglichkeiten für Ihren 3D-Drucker eröffnen. Wir hoffen, dass unsere Tipps und Tricks Ihnen helfen, mögliche Probleme zu überwinden, und dass Sie etwas Großartiges drucken werden. Wenn Sie das tun, vergessen Sie nicht, uns Ihre Drucke mitzuteilen – entweder im Abschnitt Kommentare oder über soziale Medienkanäle. Dank der Arbeit unserer Follower können Sie auch Inspiration auf Twitter finden.
You wrote in the article that the screw has to be loosen as much as possible but that’s not really working. Is has to be a middle way not like PLA or ABS but also not to much, otherwise it will end in a underextrusion 😉
Möchte als Anfänger ein paar Tips geben, da ich mit dem Druck (Damenhandtasche) sehr Zufrieden bin.
1. Die Spannrolle habe ich so gelassen wie beim Druck mit PLA, obwohl ich diese mal auf ganz wenig Spannung eingestellt habe.
Das TPU wurde einwandfrei eingezogen.
2. Habe ein Bett mit PEI Folie, habe jedoch kein Klebstoff benutzt.
Das Bett habe ich jedoch bereits mehrmals bei früheren drucken mit Spülmittel und Schwamm gereinigt, so das es jetzt vermutlich nicht mehr ganz glatt ist.
Habe die Slicer Generic Flex Einstellung übernommen, jedoch die empfohlenen Einstellungen des Filaments genommen, Düse 230 Grad, Bett 75 Grad.
Habe die Infill Einstellung wie von Prusa empfohlen auf 8% gestellt.
3. Die Geschwindigkeiten im Slicer habe ich alle auf 20 mm/s gestellt.
Die empfohlenen Einstellungen habe ich mir zwar durchgelesen, jedoch nicht geändert da es für mich immer noch ein Buch mit 7 Siegeln ist.
Hoffe das ich etwas helfen konnte.
Hallo Grzegorz,
habe bisher noch gar keine Erfahrungen mit TPU. Welches Filament hast du benutzt?
Ich würde gern eine Hülle für mein Mobiltelefon drucken.
Danke und beste Grüße!
Was aber nun wenn das TPE doch Feuchtigkeit gezogen hat? Wie bekommt man das wieder trocken? Würde es normalerweise in den Trockner tun aber ist das möglich bei Flex oder gar nicht? Wenn ja wie lange bei wie viel Grad?