






PrusaSlicer 2.6 ist da und bringt viele enorme Verbesserungen, nicht nur in der allgemeinen Benutzererfahrung und durch die Einführung mehrerer neuer Tools, sondern auch durch die Verfeinerung des Herzstücks unserer Software, der G-Code-Generierung.
Die Verbesserungen bei der G-Code-Generierung führen oft zu schnelleren Druckzeiten, sie wirken sich positiv auf die Druckqualität und die Zuverlässigkeit Ihrer Ausdrucke aus. Wir haben uns das Feedback genau angehört und versucht, die häufigsten Wünsche nach neuen oder verbesserten Funktionen zu erfüllen. Bevor wir ins Detail gehen, hier ein Überblick über die Neuerungen:
- Organische Stützen
- Automatischer FDM-Unterstützungs-Bemaler und Drucküberprüfung
- Textprägewerkzeug
- Verbessertes Schneidewerkzeug
- Messwerkzeug
- Dynamische Überhanggeschwindigkeit
- Automatische Verankerung von Überbrückungsfüllungen
- Verbesserte Sicherstellung der vertikalen Schalendicke
- Verbesserungen beim Slicen mit mehreren Werkzeugen
Organische Stützen
Bis jetzt hat PrusaSlicer einen 2D-Gitter-basierten Ansatz zur Erzeugung von Stützen verwendet. Obwohl diese Methode in vielen Situationen gute Ergebnisse lieferte, hatte sie ihre Grenzen. Die Stützen verbrauchten oft sehr viel Filament, brauchten lange zum Drucken, landeten an Stellen, von denen sie nur schwer zu entfernen waren, und hinterließen beim Entfernen sichtbare Spuren auf dem Modell. Vor allem, wenn die Einstellungen nicht richtig abgestimmt waren. Wir haben einige dieser Nachteile durch die Einführung der „Nahtlosen“-Stützen in PrusaSlicer 2.4 verbessert, aber sie sind immer noch nur eine verbesserte Version des alten Ansatzes.

Ein alternativer Ansatz, bei dem verschiedene 3D-Modellierungssoftware und Slicer Pionierarbeit geleistet haben, sind „Baumstützen“ – Stützstrukturen, die darauf ausgelegt sind, so viel Material und Druckzeit wie möglich zu sparen. Allmählich wachsende Äste von Stützen werden dort erzeugt, wo sie benötigt werden, und die Kontaktflächen mit dem Modell werden auf ein notwendiges Minimum beschränkt.
Wir haben diese Stützen erstmals für das SLA-Slicing in PrusaSlicer 2.0 (2019) implementiert und seitdem viel Feedback erhalten, um sie auch für das FDM-Slicing zu nutzen. Leider war nach einigen Tests klar, dass eine einfache Änderung der bestehenden Implementierung nicht mit FDM 3D-Druckern kompatibel war.
In dieser Version stellen wir unsere deutlich verbesserte Implementierung von Baumstützen vor, die wir ‚Organische Stützen‚ nennen wollen. Wir haben den neuen Namen für unsere Stützen gewählt, weil sie eine deutlich glatte Form haben und sich in ihrem Verhalten unterscheiden. Unsere Implementierung ist eine Weiterentwicklung der Baumstützen von Thomas Rahm, bei denen es sich um deutlich verbesserte Baumstützen handelt, die ursprünglich aus Cura stammen. Wir möchten uns bei Ultimaker Cura und Thomas Rahm für die Mühe bedanken, die sie in dieses Problem investiert haben.
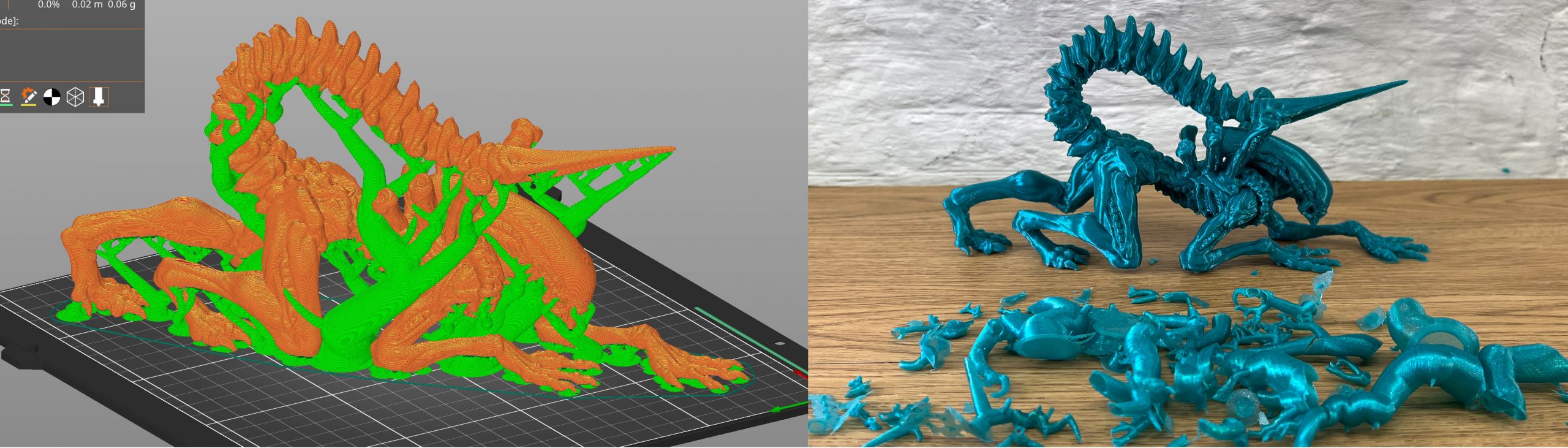

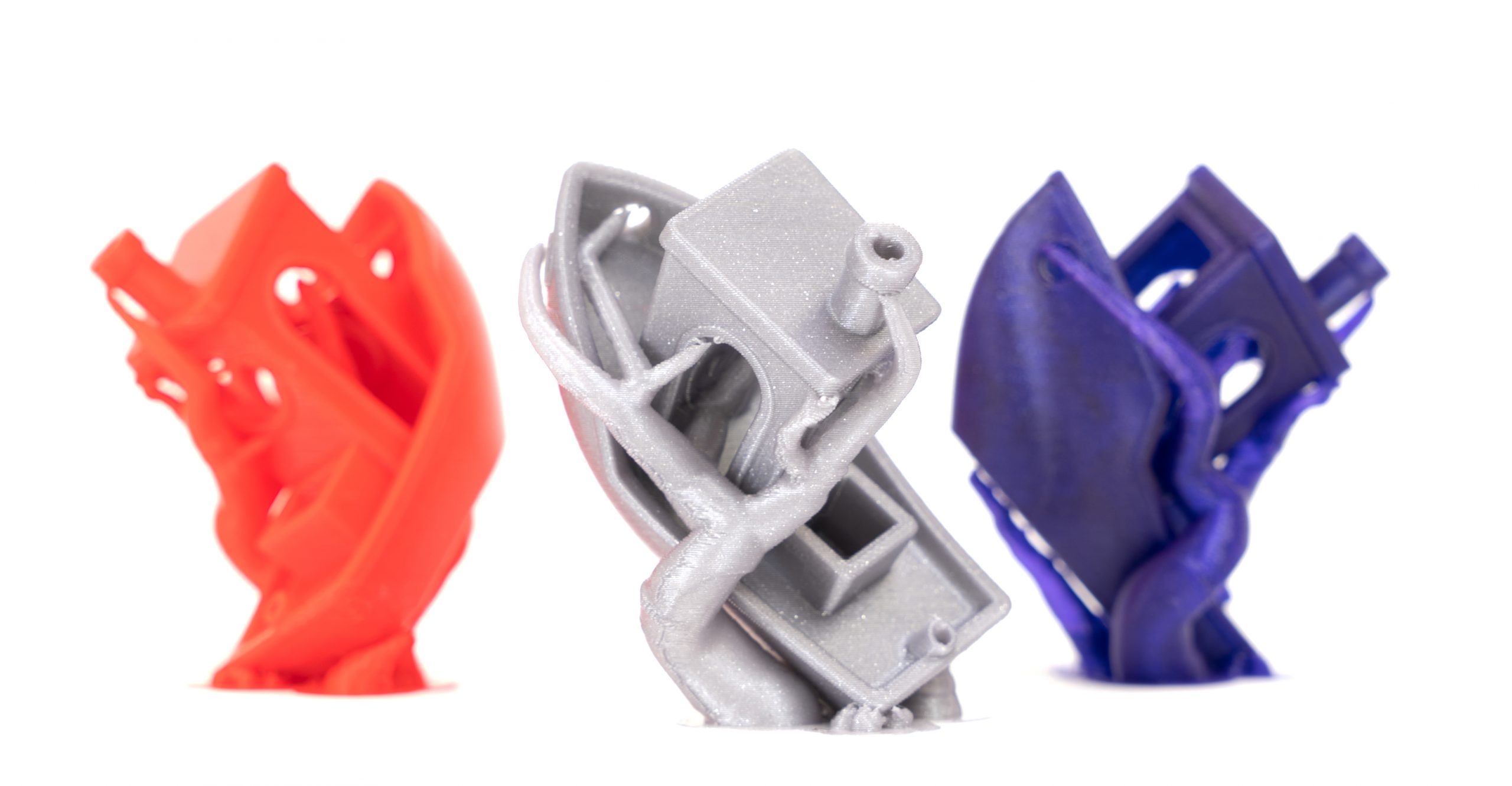
Alien – Xenomorph – Vollfigur – 25 CM, Modell von Printed Obsession, gedruckt von Filament Frenzy
Im Gegensatz zu der bisher üblichen Implementierung von Baumstützen sind die organischen Stützen ganz anders. Die Verzweigungen sind intelligenter und wir haben sie gerader (kürzer), glatter und stabiler gemacht. Der Querschnitt senkrecht zur Astachse ist garantiert kreisförmig, und der Algorithmus verwendet bei Bedarf automatisch doppelte Perimeterwände für die Bäume (dies ist konfigurierbar).
Die organischen Stützen sind leicht abnehmbar, hinterlassen keine Narben auf der Oberfläche und sind schnell und kostengünstig zu drucken. Bei unseren internen und externen Alpha-/Beta-Tests haben wir festgestellt, dass das Hinzufügen der organischen Stützen die Art und Weise verändert, wie wir über den FDM-3D-Druck und sogar die 3D-Modellierung denken. Modelle können nun in Ausrichtungen gedruckt werden, die zuvor undenkbar waren (was die Möglichkeiten des SLA-Drucks widerspiegelt), und selbst die komplexesten Formen lassen sich in der Regel leicht entfernen.
Organische Stützen können mit dem Werkzeug Aufmal-Stützen manuell verstärkt oder blockiert werden. Dies führt uns zu einer weiteren wichtigen Funktion in PrusaSlicer 2.6.
Automatisches Aufmalen von FDM-Stützen und Kontrolle des Drucks
Lange Zeit konnten Sie mit PrusaSlicer Bereiche, die Stützen benötigen, manuell bemalen. Dies ist eine viel gelobte Funktion, die es dem Benutzer ermöglicht, die Stützen schnell und einfach anzupassen. Im Rahmen der Bemühungen um eine intelligentere Erstellung von Stützen enthält das FDM-Aufmal-Stützen-Tool jetzt eine Option für das automatische Malen von Stützen auf dem Modell.
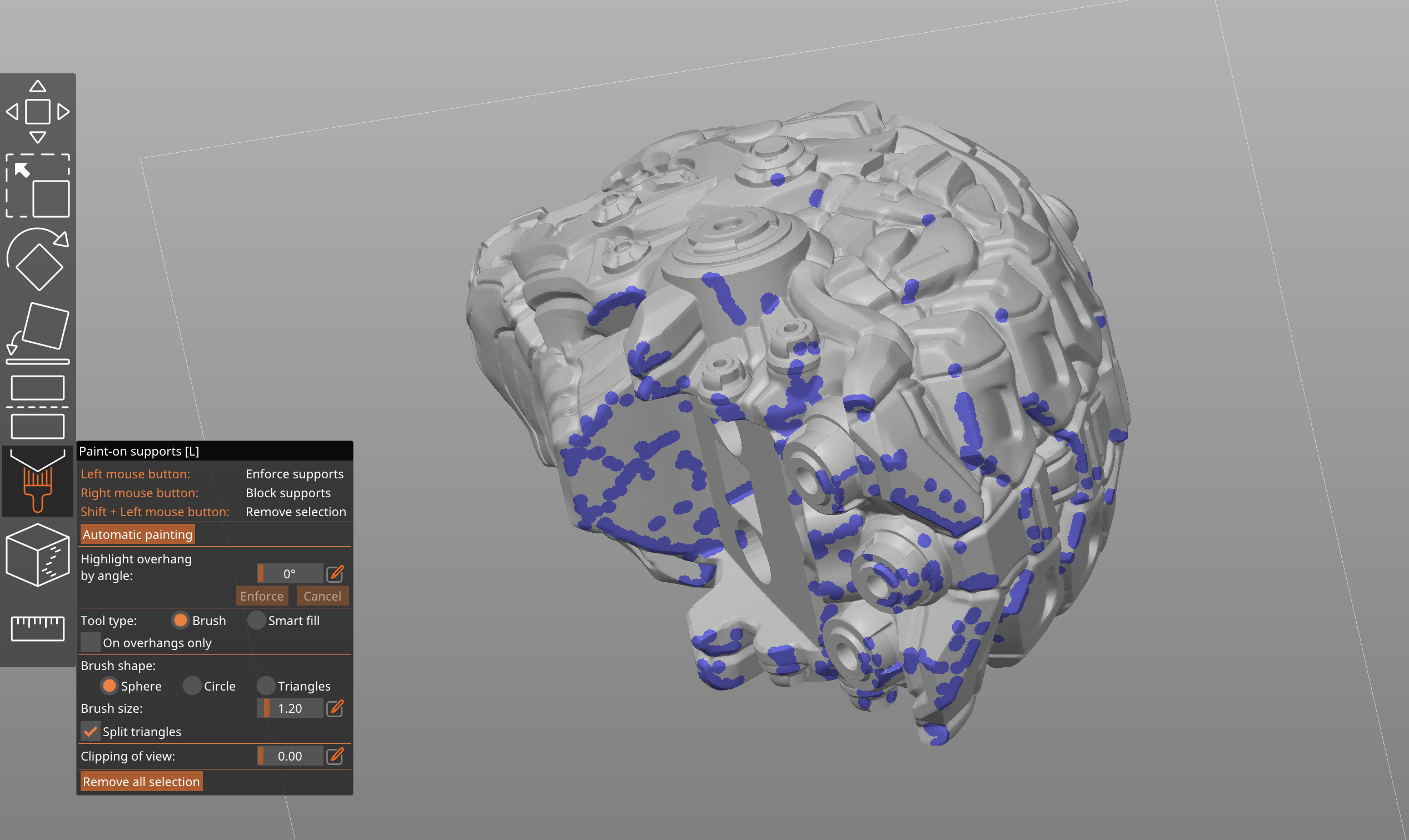
Unser hochmoderner Algorithmus, der dieses Tool antreibt, prüft den Druck Extrusion für Extrusion und berücksichtigt dabei eine Vielzahl von Faktoren wie den Schwerpunkt, das Gewicht des unterstützten Teils, die Bettbewegung, eine mögliche Kollision mit dem Extruder, die Bettanhaftung, das Material und die Brückenbildung. Das Ergebnis ist eine effizientere Platzierung der Stützen. Brücken werden beispielsweise nur von regelmäßig angeordneten Pfeilern gestützt, anstatt über ihre gesamte Länge.
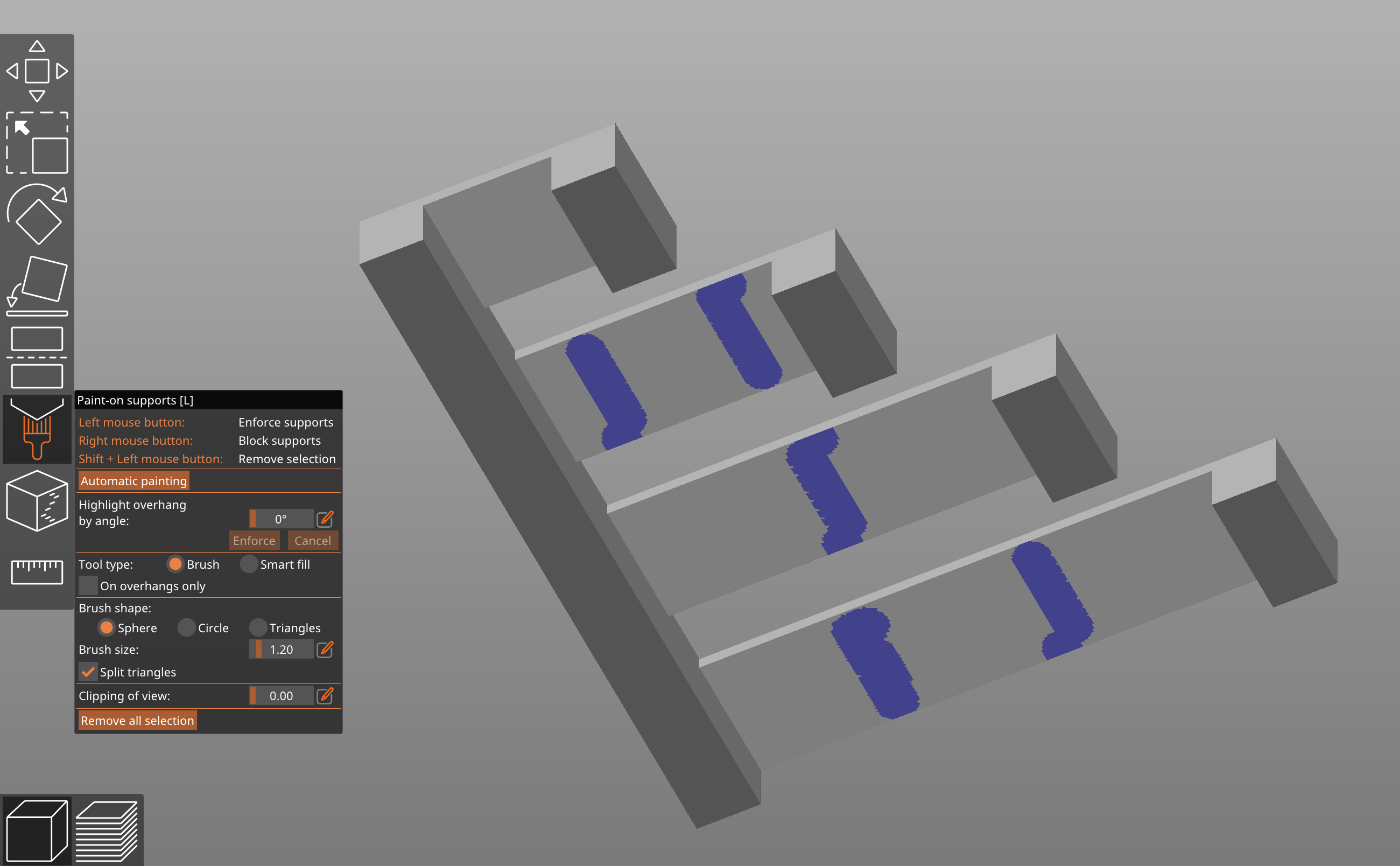
Das Tool wird auch automatisch während des Slicens aktiviert, um Ihnen eine Warnung zu geben, wenn ein Druck unterstützt werden muss. Da erfahrene Benutzer eine solche Warnung möglicherweise als aufdringlich empfinden, kann sie in den Einstellungen deaktiviert werden. Beachten Sie, dass bei der einfachen Aktivierung von „Stützen überall“ dieser neue Algorithmus derzeit nicht für die Stützenerzeugung verwendet wird. Sie müssen das Werkzeug Aufmal-Stützen öffnen und die Funktion Automatisch bemalen verwenden. Wählen Sie dann Stützen „Nur für Stützverstärker“.
Werkzeug für Text-Prägungen
Mit dem neuen Textwerkzeug können Sie Text als 3D-Objekt einfügen, manipulieren und bearbeiten. Dies bietet eine bequeme Möglichkeit, Modelle anzupassen und Elemente wie Notizen, Zeichen oder Seriennummern direkt im Slicer hinzuzufügen.
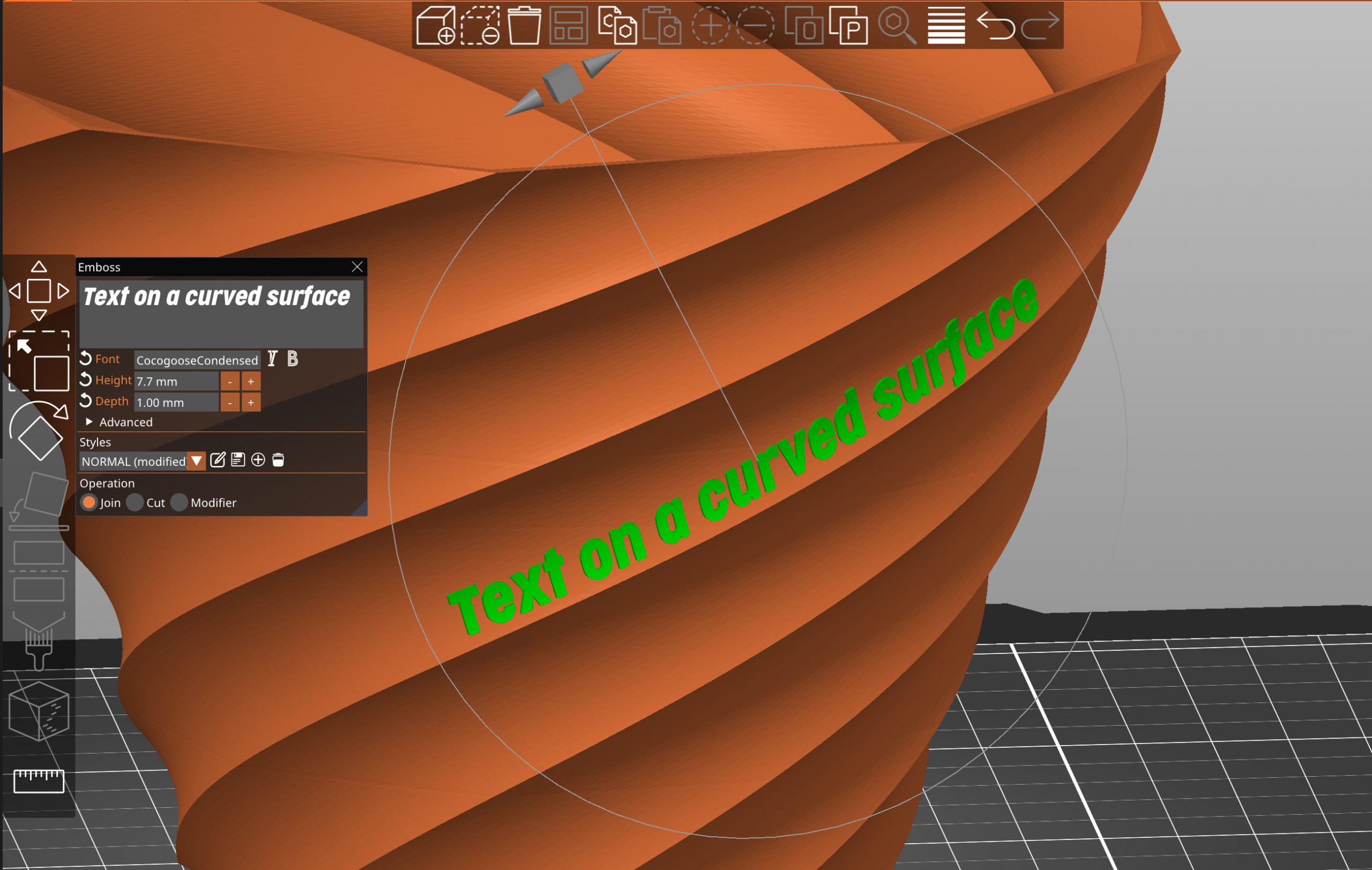 Modell – 9-seitiges gedrehtes Pflanzgefäß von DubMFG
Modell – 9-seitiges gedrehtes Pflanzgefäß von DubMFG
Texte können geprägt, entprägt oder sogar als Modifikator verwendet werden. Der eigentliche Clou ist jedoch die Möglichkeit, den Text mit einem einzigen Klick an gekrümmte Oberflächen anzupassen! Um die Position des Textes zu ändern, können Sie ihn einfach auf der Oberfläche des Objekts verschieben. Der Texteditor importiert automatisch die auf Ihrem Gerät installierte Schriftbibliothek (alle TrueType-Schriften sollten funktionieren).
Auch nach dem Schließen des Textwerkzeugs bleibt der Text vollständig bearbeitbar. Dasselbe gilt für das erneute Öffnen von 3MF-Projektdateien. Sie können auch Textstile erstellen und speichern, um sie in zukünftigen Projekten wiederzuverwenden.
Verbessertes Schneidewerkzeug
Das planare Schneidewerkzeug ist in PrusaSlicer schon seit langem verfügbar. Es ist praktisch für die Vorverarbeitung großer Modelle, die nicht in das Bauvolumen passen oder die zu kompliziert sind, um in einem Stück gedruckt zu werden. Mit dieser Version erweitern wir seine Funktionalität.
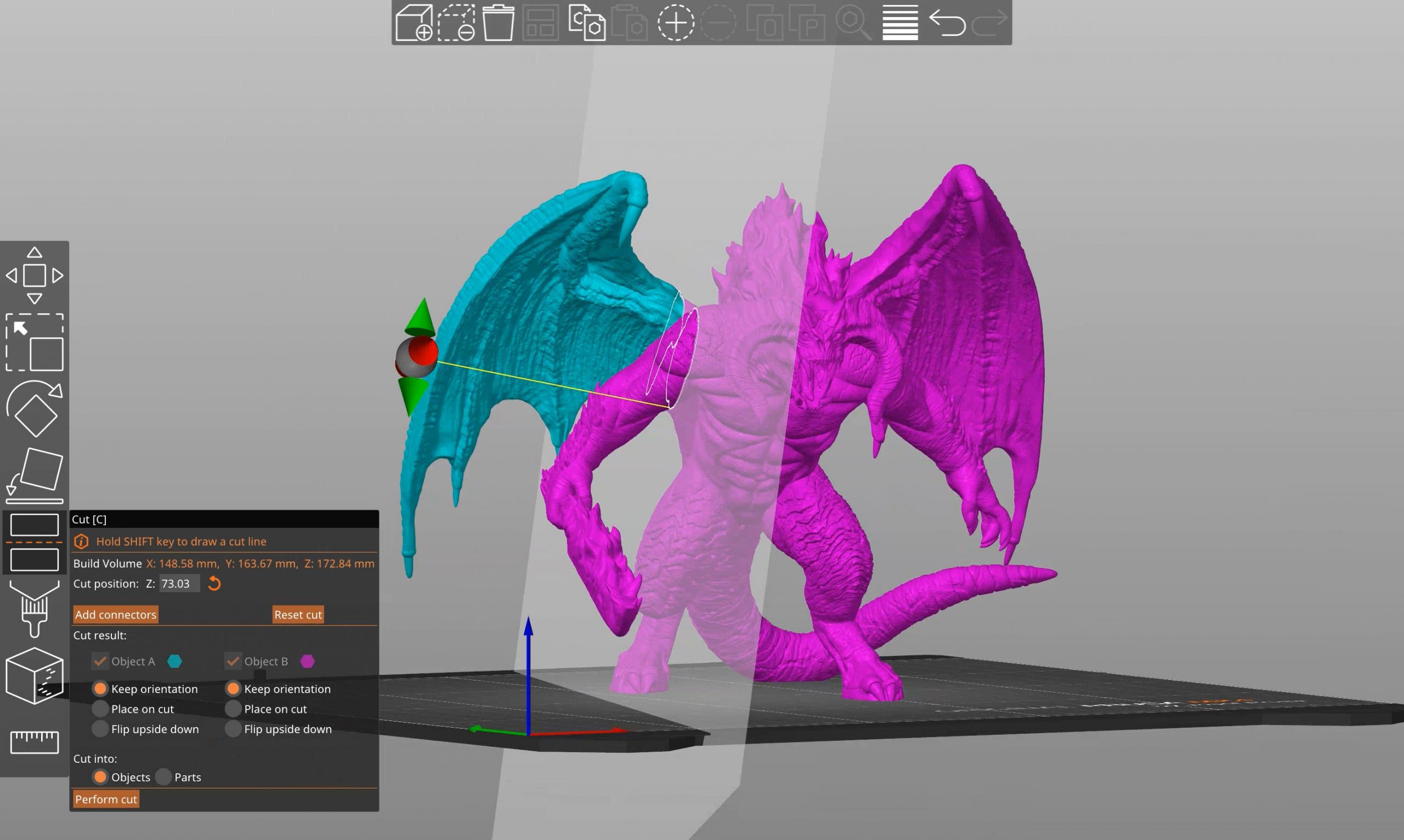 Modell – Balrog Figur von Fotis Mint
Modell – Balrog Figur von Fotis Mint
Sie können das Modell nun in einem beliebigen Winkel zerschneiden. Den genauen Schnittwinkel können Sie entweder mit einem 3D-Gizmo festlegen oder Sie zeichnen einfach eine Schnittebene, indem Sie die linke Maustaste ziehen, während Sie die Umschalttaste gedrückt halten. Wenn die Schnittebene das Modell in mehreren verschiedenen Bereichen schneidet, können Sie mit einem Rechtsklick auswählen, welche Teile geschnitten werden sollen und welche verbunden bleiben sollen.
Sie können auswählen, ob das ausgeschnittene Teil auf dem Bett mit der neu erstellten ebenen Fläche platziert werden soll. Sie können auch wählen, ob die Ausrichtung der Teile beibehalten werden soll, z.B. zum Drucken mit einem Multi-Tool-Drucker.
Anbringen von Verbindern und Passstiften
Wir wissen, wie wichtig es ist, die endgültigen Teile so präzise und einfach wie möglich zusammenzusetzen. Deshalb haben wir eine Option hinzugefügt, mit der Sie verschiedene Arten von Verbindungsstücken definieren können. Sie können die Tiefe, die Größe und die Toleranzen jedes Verbinders und des negativen Lochs festlegen.
Messwerkzeug
Das Messwerkzeug ist eine weitere Funktion, die schon lange von unserer Community gefordert wurde. Sie können jetzt ganz einfach Abstände zwischen Eckpunkten, Kanten und Ebenen messen. Das Tool verfügt aber auch über einen intelligenten Algorithmus zur Erkennung von Geometrien, der Kreise und deren Durchmesser erkennt, selbst bei Modellen mit relativ niedrigem Polygraphiegrad.
Wenn Sie zwei Kanten, zwei Ebenen oder eine Kante und eine Ebene auswählen, die nicht parallel sind, können Sie den Winkel zwischen ihnen messen. Sie können auch den Abstand zwischen den Mittelpunkten von zwei Löchern messen.
Neben dem Messen von Größen und Winkeln bietet Ihnen das Werkzeug auch eine bequeme Möglichkeit, Objekte einheitlich auf eine gewünschte Größe zu skalieren, ohne dass Sie nebenbei irgendwelche Berechnungen anstellen müssen.
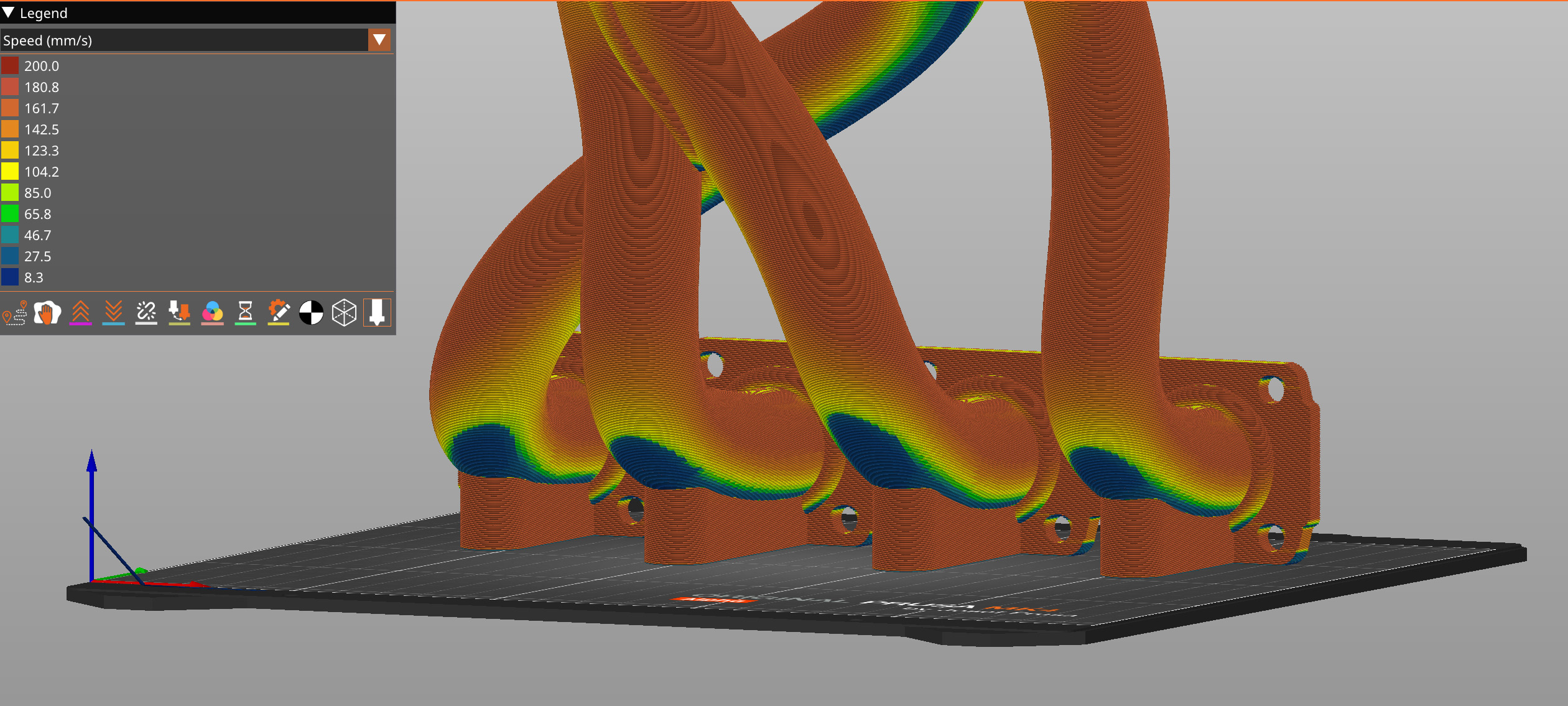
Dynamische Überhanggeschwindigkeit (und dynamische Lüftergeschwindigkeit bei Überhängen)
Auf diese Funktion sind wir beim Testen unserer Input Shaper-Firmware für den MK4 gestoßen. Wie der Name schon sagt, können Sie damit die Druckgeschwindigkeit beim Drucken von Überhängen verlangsamen, was eine bessere Kühlung ermöglicht, wenn sie benötigt wird. Der Algorithmus berechnet die Überlappung des Profils mit der vorherigen Schicht und wendet die von der Funktion zur Verlangsamung von Überhängen berechnete Geschwindigkeit an.
Der Benutzer kann die Form der Überhangsverlangsamungsfunktion über vier Eingabepunkte steuern – jeder Punkt hat einen Wert für die Überlappung des Profils, ausgedrückt als Prozentsatz der vollen Breite, und die gewünschte Geschwindigkeit bei dieser Überlappung. Die Geschwindigkeiten zwischen den Kontrollpunkten werden durch lineare Interpolation berechnet.
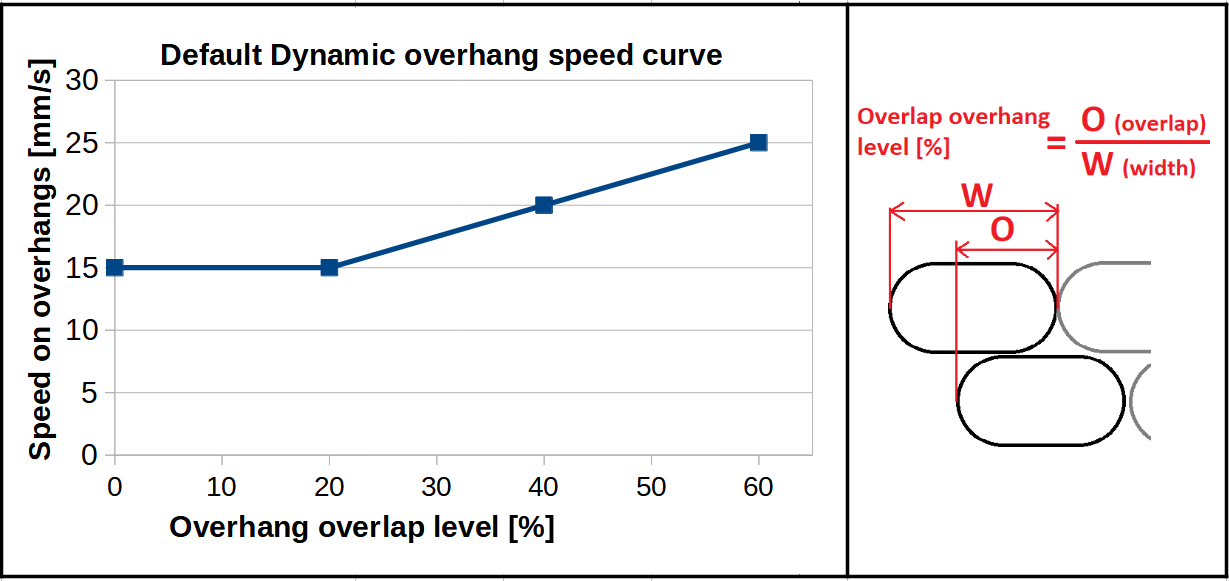
Ebenso können Benutzer benutzerdefinierte Kurven für die Lüftergeschwindigkeit erstellen, so dass extreme Überhänge stärker gekühlt werden. Natürlich wirkt sich eine zu starke Kühlung bei einigen Polymeren negativ auf die mechanischen Eigenschaften aus.
Erweiterung von spärlichem Infill
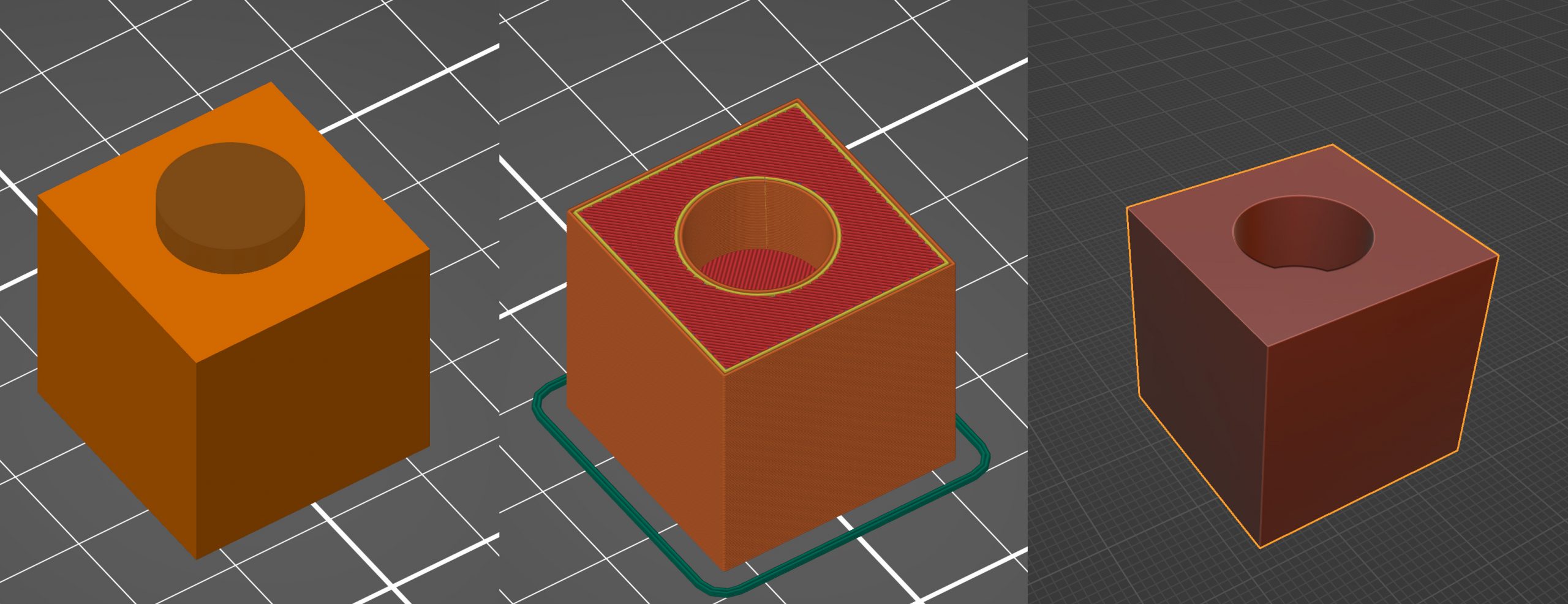
Ein langjähriges Problem war die Überbrückung von festem Infill, das über spärliches Infill gedruckt wurde. Die Form solcher Infill-Inseln wurde nur durch das bestimmt, was darüber lag, und die Infill-Linien wurden dadurch oft nur unzureichend gestützt, was zu Profilen in der Luft und möglicherweise zu fehlerhaften Drucken führte. PrusaSlicer verlängert jetzt die Linien des Brückeninfills so, dass ihre Enden von dem spärlichen Infill auf der darunter liegenden Schicht gestützt werden. Der Brücken-Infill verwendet jetzt immer ‚Dicke Brücken‘. Der neue Algorithmus funktioniert für alle Infill-Typen. Das Vergleichsbild unten zeigt genau dasselbe Modell (einen Würfel mit einem gesenkten Loch auf der Oberseite).
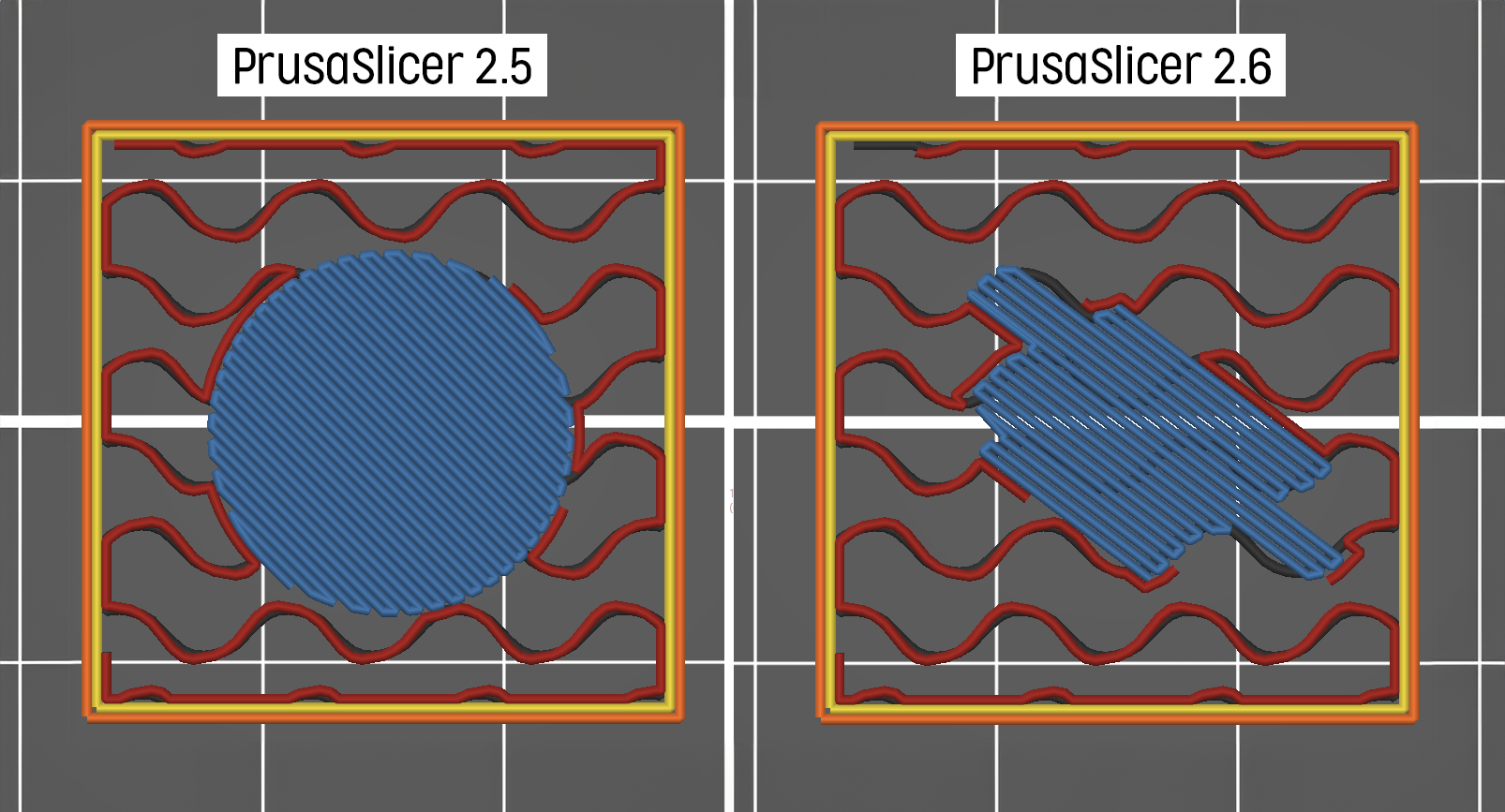
Diese Änderung machte es möglich, weniger obere feste Schichten zu verwenden, da selbst die erste obere Schicht jetzt viel zuverlässiger ist, und sie erlaubt es auch, die Ausdehnung der Überbrückungsschichten zu verringern. Das spart eine Menge Druckzeit und Materialverbrauch.
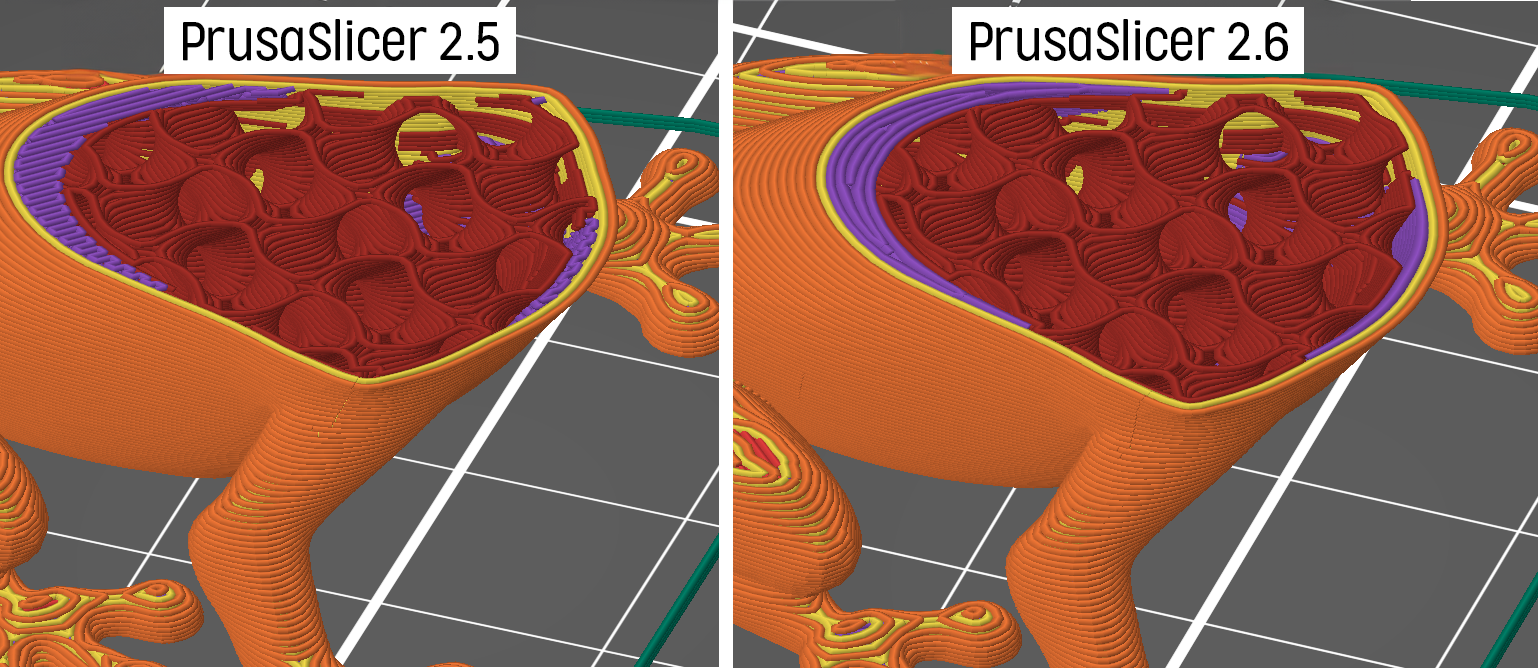
Automatische Verankerung des überbrückenden Infill-Ankers
PrusaSlicer erkennt jetzt Bereiche, in denen interne Brücken an den Perimetern verankert werden müssen, und verbessert dies durch Hinzufügen einer zusätzlichen Linie, die die Perimeter in der vorherigen Schicht berührt. Diese Hinzufügung bietet Unterstützung und erhöht die strukturelle Stabilität der Brücken.
Wir haben auch die Handhabung von internen Brücken bei der Verwendung von Lightning Infill verbessert. Das Lightning Infill wird um die überbrückten Flächen herum erweitert und sorgt so für eine bessere Verankerung bei einer größeren Anzahl von Brücken.
Verbesserte Sicherstellung der vertikalen Schalendicke
Das Problem und seine Geschichte sind wie folgt: Wenn Sie schräge Flächen drucken, wird die resultierende Wand dünner (aus offensichtlichen geometrischen Gründen). Wenn die Neigung sehr steil ist, kann dieser Effekt sogar Löcher in diesen Wänden erzeugen. Der ursprüngliche Slic3r wendete geradliniges Infill an, um diese Lücken zu füllen. PrusaSlicer fügte eine zusätzliche Logik hinzu, um die Dicke der vertikalen Schale zu gewährleisten, die sicherstellen sollte, dass die Schale nicht dünner ist als eine vertikale Wand.
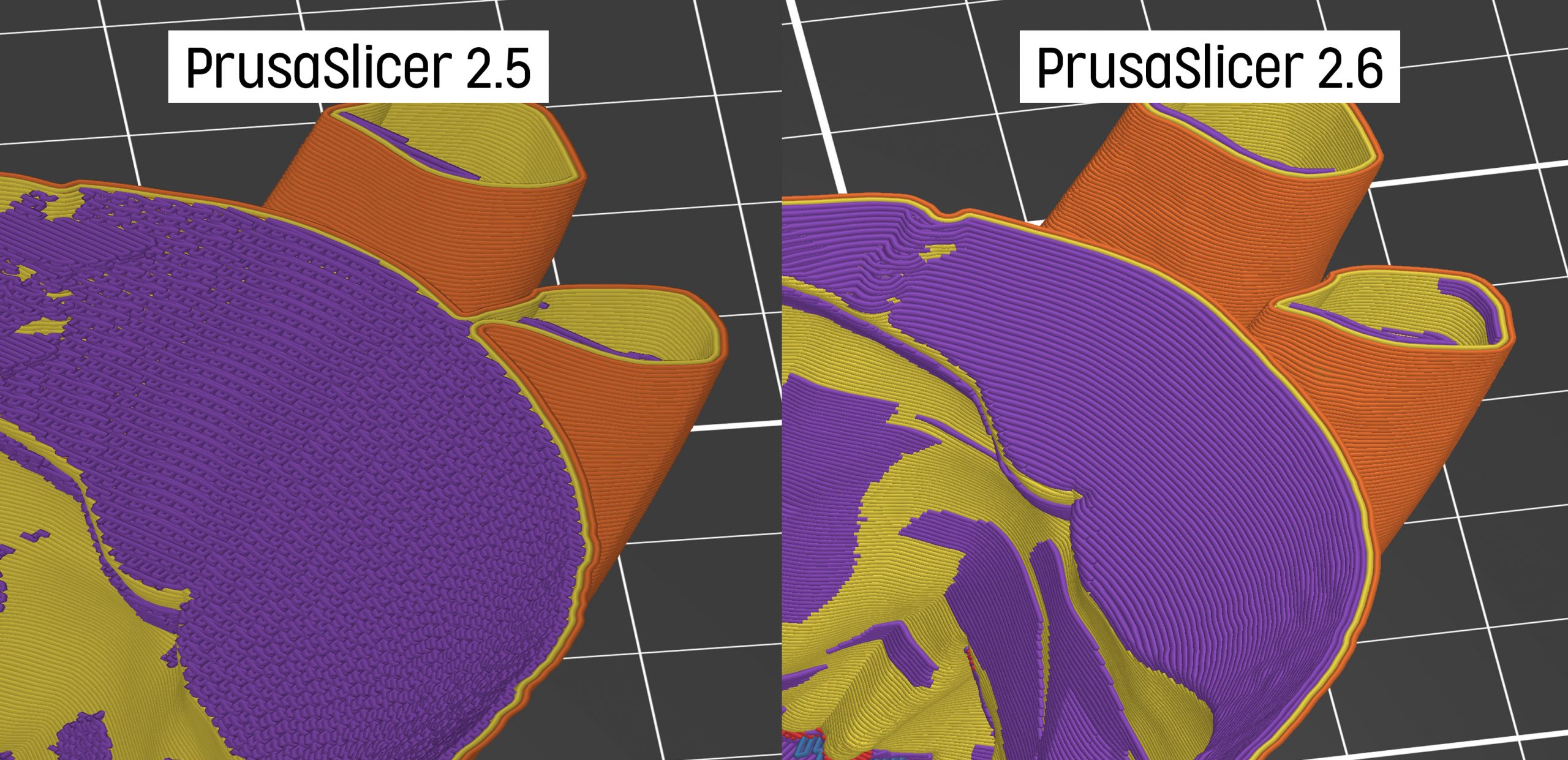
Ab dieser Version erkennt PrusaSlicer automatisch Bereiche, in denen die geradlinigen Linien sehr kurz sind (was zu Vibrationen und Oberflächenartefakten in der Nähe von Überhängen führt) und füllt diese Bereiche stattdessen mit konzentrischem Infill. Auch die Berechnung der Flächen wurde überarbeitet, so dass das Material nur dort hinzugefügt wird, wo es wirklich benötigt wird. Der in PrusaSlicer 2.6 implementierte neue Algorithmus ist deutlich besser als einer der beiden alten Algorithmen, so dass wir den Schalter „Vertikale Schalendicke sicherstellen“ komplett entfernt haben. Modelle mit schrägen Oberflächen, die mit dem neuen Algorithmus in PrusaSlicer 2.6 geslict werden, erreichen oft 10-15% kürzere Druckzeiten, ohne dass die Druckqualität darunter leidet.
Kreuzen von gewellten Überhängen vermeiden
Extrudiertes Filament in der Nähe von steilen Überhängen hat die Tendenz, sich anzuheben. Wenn die Düse mit hoher Geschwindigkeit über diese Bereiche fährt und auf den Druck trifft (wenn die Anhebung höher ist als der Z-Lift), kann dies dazu führen, dass Schritte übersprungen werden oder ein Teil des Drucks abbricht.
Die neue Funktion Kreuzen von gewellten Überhängen vermeiden verwendet unseren Algorithmus zur Schätzung der Qualität der Extrusion, der vor allem deren Krümmung und Überlappungen mit der vorherigen Schicht berücksichtigt. Aus diesen Daten leiten wir die mögliche Krümmung des Filaments ab (sowie den Bedarf an Stützen und dynamischer Überhangverlangsamung). Anschließend werden die Fahrten so geplant, dass die Regionen mit einer hohen Wahrscheinlichkeit für gekrümmtes Filament vermieden werden.
Exportieren von STL-Objekten mit booleschen Operationen
Die Funktion ‚Exportieren als STL/OBJ‘ ist jetzt in der Lage, negative Netze zu subtrahieren. Beachten Sie, dass der Algorithmus bei nicht mannigfaltigen Geometrien fehlschlagen kann (z.B. bei Geometrien, die Selbstschnittpunkte enthalten, usw.). In diesem Fall wird der Benutzer benachrichtigt, und es werden nur positive Volumina exportiert.
Multi-Werkzeug / Multi-Extruder Slicen
Werkzeugköpfe verschiedenen Features zuweisen
Wenn Sie einen Drucker mit mehreren Werkzeugköpfen oder Extrudern verwenden, können Sie jetzt auswählen, welches Werkzeug zum Drucken ausgewählt werden soll:
- Perimeter
- Infill
- Festes Infill
- Stützmaterial
- Reinigungsturm Außenumfänge
Leerlauftemperatur
Benutzer können jetzt die Leerlauftemperatur für Werkzeuge einstellen, die über einen längeren Zeitraum nicht benutzt werden. Dies verhindert sowohl das Auslaufen des Filaments aus der Düse als auch den Abbau des Polymers im Inneren der Düse.
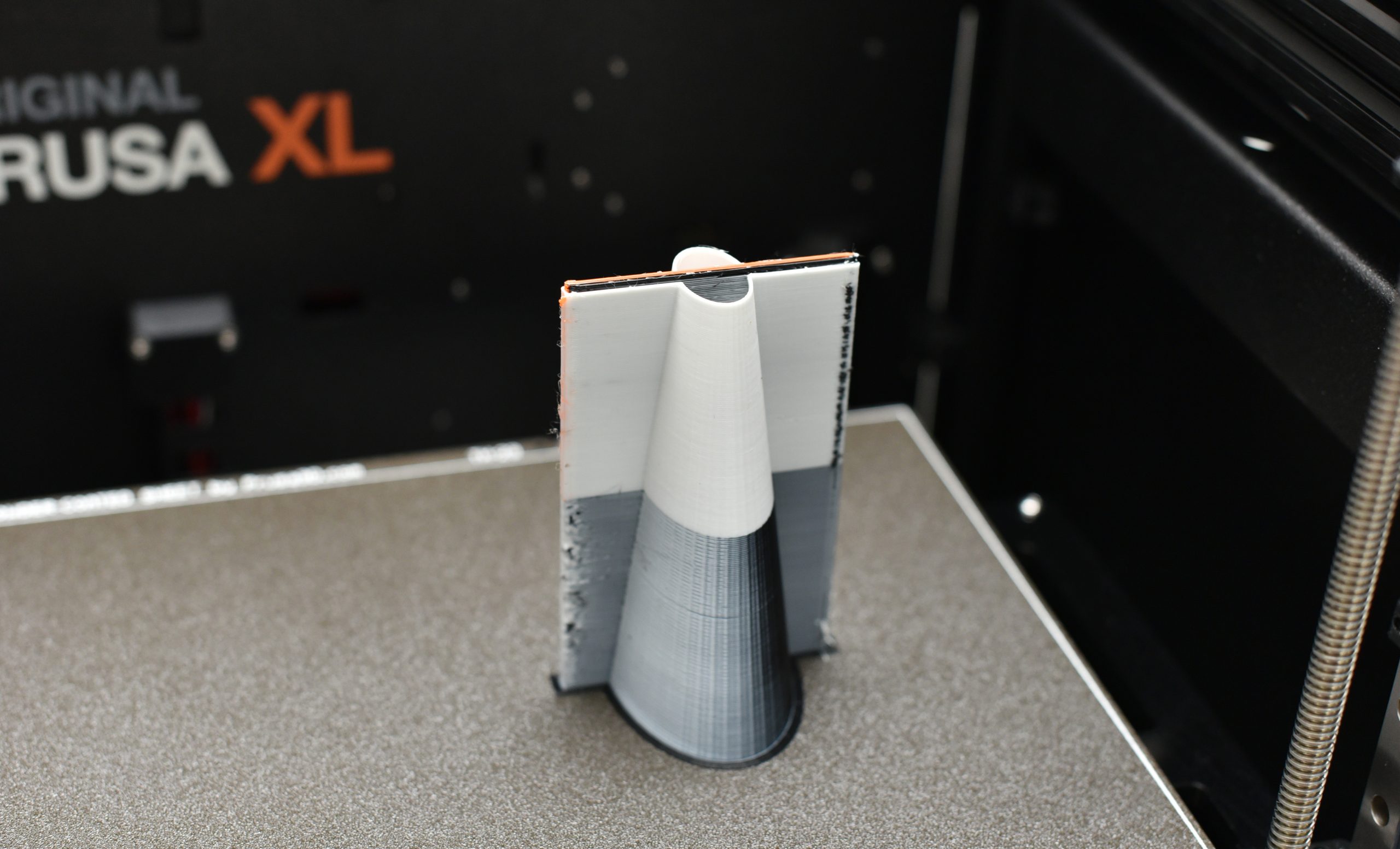
Stabilisierungskegel
Der Reinigungsturm kann optional mit einem „Stabilisierungskegel“ gedruckt werden, der verhindert, dass er umkippt. Diese Funktion ist besonders nützlich, wenn der Reinigungsturm eine sehr kleine Grundfläche hat, aber große Höhen erreichen kann, wie beim Original Prusa XL.
Der Scheitelwinkel des Kegels ist unter Druckeinstellungen-Mehrere Extruder-Reinigungsturm einstellbar. Wenn Sie den Wert auf Null setzen, wird der Kegel deaktiviert.
Ein-Klick-Import von Printables.com
Die neue Downloader-Funktion ermöglicht dem Benutzer den einfachen Zugriff auf und das Herunterladen von Modellen direkt von Printables.com. Wenn Sie auf das PrusaSlicer-Logo auf Printables.com klicken, öffnet sich eine neue Instanz des PrusaSlicers und das ausgewählte Modell wird im Ordner des Benutzers gespeichert. Benutzer können sich für das Downloader-Tool registrieren und den Zielordner über den Konfigurationsassistenten oder das Menü „Einstellungen“ auswählen.
Vorlage Profile für Filamente
Wir haben ein zusätzliches Profil hinzugefügt, das die meisten der häufig verwendeten Filament-Materialien und Marken definiert. Es ist möglich, diese mit jedem 3D-Drucker zu verwenden. Diese universellen Vorlagen, die mit Original Prusa Druckern erstellt und abgestimmt wurden, bieten jedoch möglicherweise keine optimale Leistung im Vergleich zu Profilen, die speziell auf Ihr Druckermodell abgestimmt sind.
Generell raten wir davon ab, direkt mit diesen Profilen zu drucken. Sie dienen als hervorragender Ausgangspunkt, wenn Sie dabei sind, Filament-Profile für Ihr Druckermodell zu erstellen (falls nicht bereits eines in PrusaSlicer integriert ist).
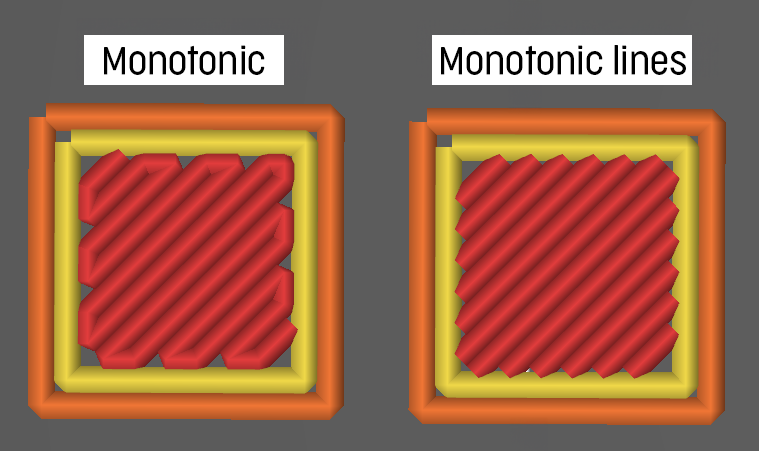
Monotone Linien Infill
Der neue Monotone Linien Infill ist dem Monotonischen sehr ähnlich, mit der Ausnahme, dass benachbarte Linien nicht verbunden sind. Dies ermöglicht eine geringere Überlappung von Umfang und Infill und führt zu einer besseren Füllung der oberen/unteren Schicht, weniger Über-Extrusion und einer besseren Maßhaltigkeit.
Neue experimentelle Stützen für SLA
Um sich dem Fieber der organischen Stützen anzuschließen, enthalten die SLA-Algorithmen von PrusaSlicer jetzt eine neue, experimentelle Strategie zur Erzeugung von Stützen, die baumartige Stützen ähnlich der im FDM-Modus eingeführten erzeugt. Als Nebenprodukt unserer Zeit, die wir mit baumartigen Stützen im Allgemeinen verbracht haben, wurde diese Strategie durch das Papier „Clever Support: Efficient Support Structure Generation for Digital Fabrication“ inspiriert. Die neue Strategie wird „branching supports“ genannt, um sich von der vorherigen Strategie zu unterscheiden, die immer noch die Standardstrategie ist. Der größte Vorteil dieser neuen Stützen ist ihre Fähigkeit, Druckmaterial zu sparen. Auch ihre Fähigkeit, den Modellkörper zu umgehen, ist im Vergleich zur Standardstrategie der Stützen deutlich verbessert.
Hinzufügen neuer Druckerprofile
Herstellerprofil-Indexdateien (.idx) werden jetzt als eine Zip-Datei heruntergeladen. Dies ermöglicht mehrere Änderungen – neue Drucker und neue Anbieter können veröffentlicht werden, ohne dass eine neue PrusaSlicer Version veröffentlicht werden muss. Ressourcen wie Druckerminiaturansichten oder Druckerbettmodelle können ebenfalls aktualisiert werden, ohne dass eine neue PrusaSlicer Version veröffentlicht werden muss.
Andere neue Funktionen
- G-Code-Miniaturansichten können jetzt im JPG- und QOI-Format exportiert werden
- SLA Hollowing ist jetzt bis zu 10x schneller
- SLA-Zeitschätzung ist jetzt genauer für den Original Prusa SL1S Speed
- Neue und aktualisierte Druckerprofile von Drittanbietern
- Die Funktionen ‚Anordnen‘ und ‚Bett mit Instanzen füllen‘ berücksichtigen jetzt auch Schürze und Rand
- Intuitivere Klipper-Firmware-Unterstützung
- Das Öffnen von 3MF-Dateien bietet jetzt die Möglichkeit, nur die Geometrie zu importieren
- Neuer Host-Typ „PrusaConnect“ mit vorausgefüllter URL
- Neu ist es möglich, die Beschleunigung separat für Außenumfänge, Solid Infill und Top Solid Infill einzustellen
- ‚Anzahl der Instanzen festlegen‘ funktioniert jetzt auch, wenn mehrere Objekte ausgewählt sind
Die PrusaSlicer Dokumentation wird laufend aktualisiert, um die Änderungen in dieser Version widerzuspiegeln.
Wenn Sie die vollständige Liste der Änderungen lesen möchten, sehen Sie sich das Changelog jeder Version auf unserem GitHub an. Wir haben eine Reihe von Funktionen in der Entwicklung, die nicht rechtzeitig für diese Version fertig waren. Wir werden sie wahrscheinlich in einer kleineren Version, 2.6.1, einführen. Wie immer, wenn Sie Fragen oder Verbesserungsvorschläge haben, zögern Sie nicht, uns diese mitzuteilen. Viel Spaß beim Drucken!
Die sehr wichtige Funktion von CURA „Alternate Wall Directions“ oder „Abwechselnde Wandrichtungen“ sollte unbedingt in die nächste Version übernommen werden um den Verzug beim Druck von sinterbaren Materialien wie Metall, Keramik und Hartmetall zu minimieren. Dies würde für mich und viele andere Anwender, die diese hochgefüllten Filamente verwenden, es wieder ermöglichen, den Prusa Slicer zu verwenden, um Teile nach dem Sintern zu erhalten die keine ungewollte „Spiralisierung“ um die Z-Achse haben. Leider lassen sich diese Materialien nicht mit dem Nextruder Drucken, da sie durch die Biegung an den Radius des Antriebsrades aufgrund der Sprödheit des Filaments sofort zerbrechen.
Yes please! All other mayor slicers like Ideamaker and Cura do support this feature, but their GUI are aweful! I’d love to use PrusaSlicer for sinter based applications as well!