





Vielleicht haben Sie bemerkt, dass es in unserer neuen Version von PrusaSlicer (2.3) neue Infill-Muster gibt. Nun, bei der schieren Menge an Optionen fühlen Sie sich vielleicht sogar überwältigt von all den Möglichkeiten. Welches Infill sollten Sie wählen? Gibt es ein einziges universelles Muster, das für jedes Modell funktioniert? Oder sollten Sie abhängig von einem bestimmten Fall auswählen? Schauen wir uns einmal an, was durch die Verwendung der richtigen Art von Infill und die Anpassung seiner Parameter erreicht werden kann.
Was ist Infill und wie kann es helfen?
Lassen Sie uns zunächst kurz rekapitulieren, was ein Infill ist und warum es wichtig ist. Wenn Sie ein 3D-Druck-Profi sind, können Sie dieses Kapitel überspringen, aber es schadet nie, die Grundlagen aufzufrischen, oder?
3D-gedruckte Modelle werden selten mit einer 100%igen Füllung oder komplett hohl gedruckt. Stattdessen verwenden wir eine Methode, die das Innere eines Objekts mit einer Stützstruktur füllt. Diese Methode hilft, das Modell solide zu halten und verhindert, dass Lücken und Löcher auf der Oberfläche des Objekts erscheinen. Solide Modelle (100 % Füllung) verbrauchen große Mengen an Filament und Zeit. Außerdem bieten solide Modelle in den meisten Fällen keine besseren mechanischen Eigenschaften im Vergleich zu Modellen mit spärlicherer Füllung. Wenn Sie sich entscheiden, ein Modell ohne Füllung zu drucken, riskieren Sie, dass die Oberfläche des Modells beeinträchtigt wird – es können kleine Lücken oder sogar große Löcher entstehen. Es ist ziemlich offensichtlich, dass die beste Lösung irgendwo dazwischen liegt. Mit den richtigen Infill-Einstellungen können Sie eine Menge Material und Zeit sparen, aber auch einige interessante Muster auf der Oberfläche erzeugen.
In den meisten Fällen macht es wenig Sinn, die Fülldichte höher als 40% einzustellen. Unsere Tests haben ergeben, dass die beste Dichteeinstellung 10-20 % ist, und wir haben diesen Wert in unsere PrusaSlicer Profile implementiert. 10-20% ist die ideale Balance zwischen Festigkeit, Drucksicherheit, Druckzeit und Materialverbrauch. Natürlich kann bei einigen Objekten eine Füllung von 5% (oder weniger) ausreichen, insbesondere bei großen einfachen Teilen, die mit PLA gedruckt werden. Mit einer Dichte von mehr als 20 % wird eine höhere Zähigkeit erreicht. Der gleiche Effekt kann aber auch mit mehr Perimetern erreicht werden (Druckeinstellungen/Schichten und Perimeter). Mit verschiedenen Druckeinstellungen können Sie nicht nur die innere Struktur und die mechanischen Eigenschaften, sondern auch die Druckgeschwindigkeit, den Materialverbrauch und die Oberfläche des Objekts verändern.
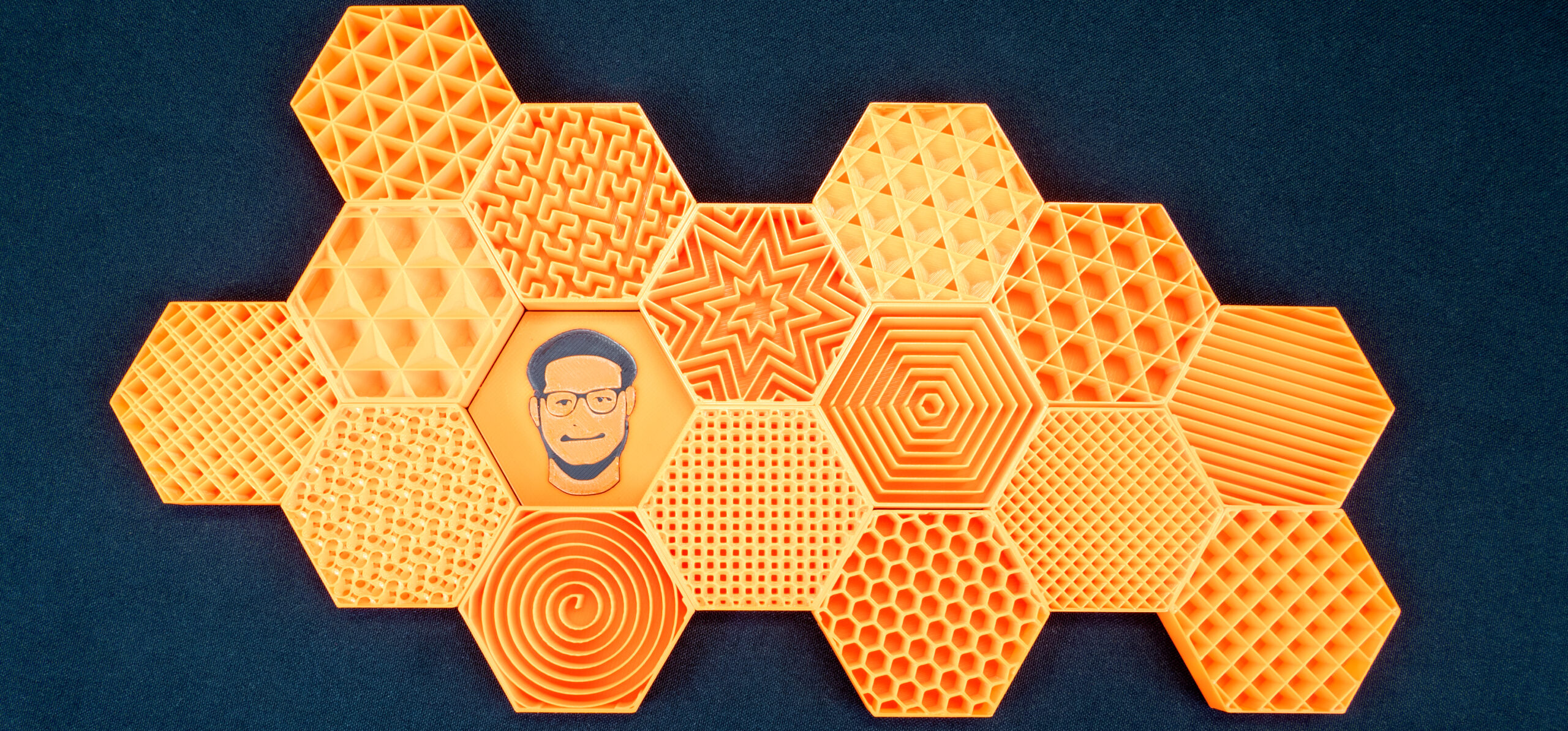
Bevor wir mit den erweiterten Einstellungen beginnen, lassen Sie uns einen kurzen Blick auf alle verfügbaren Infill-Typen und ihre Eigenschaften werfen, einen nach dem anderen.
Infill-Typen und ihre Eigenschaften
Die Liste der Infills ist sehr umfangreich geworden und es könnte schwierig sein, den richtigen Typ zu wählen. Obwohl Sie das Gefühl haben, daß sie sich hauptsächlich im Aussehen unterscheiden, ist das Gegenteil der Fall. Zum Beispiel können einige Füllungen uns eine Menge Material und Zeit sparen, einige können mit Flüssigkeit gefüllt werden usw.
Geradlinig
Geradlinig ist eines der grundlegenden Infill-Muster. Es erzeugt ein geradliniges Gitter, indem eine Schicht in eine Richtung gedruckt wird, die nächste Schicht um 90° gedreht usw. Auf diese Weise spart es Filament und staut kein Material an Kreuzungen (im Gegensatz zum Gitternetz). Es ist eines der schnellsten gedruckten Infills.
Dieser Infill-Typ ist der einzige, der für einen 100%-Infill-Druck empfohlen wird. Wenn Sie einen anderen Füllungstyp in Ihrem Profil eingestellt haben und den Füllungsprozentsatz auf 100 % Dichte ändern, ändert PrusaSlicer den Füllungstyp automatisch auf geradlinig.
Ausgerichtet geradlinig
Dieses Infill wird durch parallele Linien gebildet, die im Inneren des Modells gezeichnet werden und den äußeren Stützstrukturen ähneln. Ähnlich wie der vorherige Typ spart dieses Infill Zeit, hat einen durchschnittlichen Materialverbrauch und sammelt kein Material an Kreuzungen an. Die Verwendung dieses Infill-Typs kann jedoch zu Problemen führen, wenn die Richtung der Linien in der Füllung dieselbe ist wie in der Füllung der ersten oberen massiven Schicht – wenn sie perfekt paralell sind, könnten die oberen Schichten Probleme mit Überbrückungen haben.
Gitternetz
Dies ist eine der einfachsten und schnellsten Varianten von Infill. Im Gegensatz zu geradlinig wird es in beiden Richtungen (um 90° gedreht) in jeder Schicht gedruckt. Auf diese Weise sammelt sich das Material dort an, wo sich die Wege kreuzen. Das Gitter-Infill ist fester (und hat eine bessere Lagenhaftung) als das geradlinige Infill, kann aber manchmal störende Geräusche oder sogar einen Druckausfall verursachen, weil die Düse über die Kreuzungen fährt, wo sich Material ansammelt.

Aufgrund der Art und Weise, wie dieses Infill gedruckt wird, kreuzen sich die Pfade und führen dazu, dass sich das Material an diesen Stellen ansammelt. Sie hören möglicherweise ein bestimmtes Geräusch, wenn die Düse auf diese Stellen trifft. Dies kann sogar zu einem fehlgeschlagenen Druck führen.
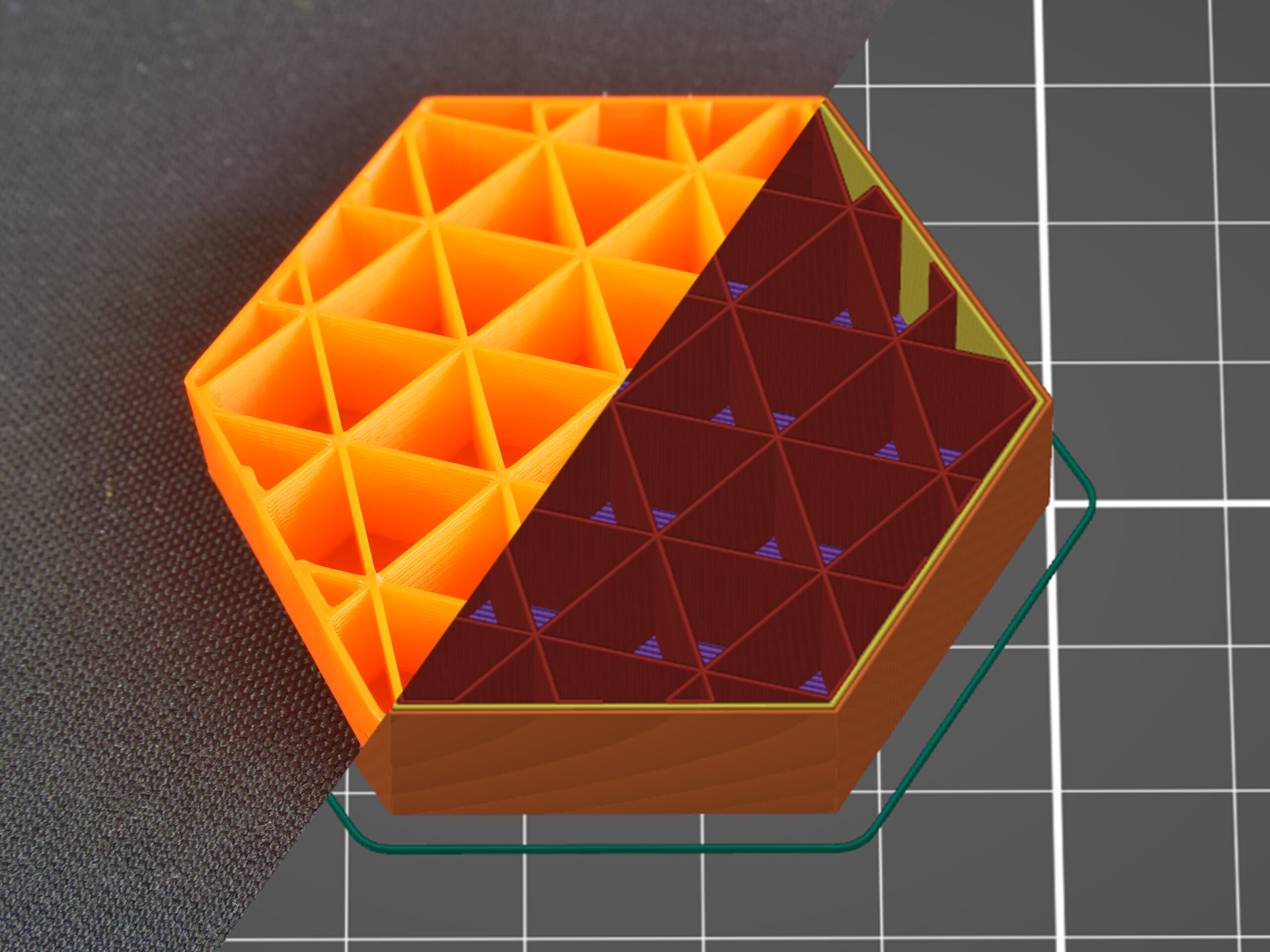
Dreiecke
Dieses Infill funktioniert ähnlich wie das Gitter-Infill – die Pfade kreuzen sich in einer Schicht, allerdings werden sie diesmal in drei Richtungen gedruckt und bilden eine Dreiecksstruktur. Der Material- und Zeitaufwand ist fast identisch mit dem Gitternetz.
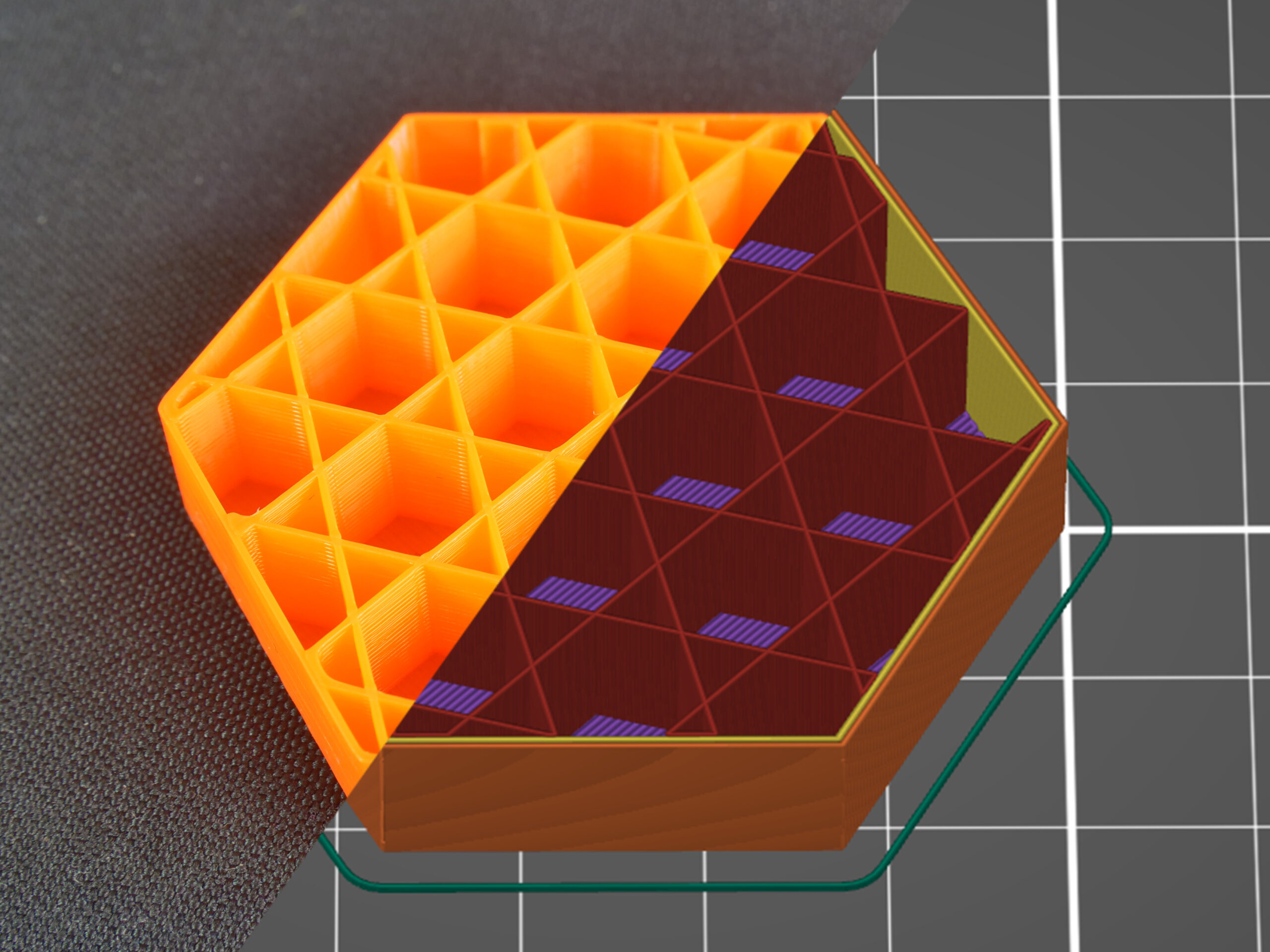
Sterne
Die Füllung „Sterne“ basiert auf Dreiecken, aber die Pfade werden verschoben, um sechszackige Sterne zu erzeugen. Auch dieses Infill wird durch Linien erzeugt, die sich innerhalb einer einzigen Ebene kreuzen. Der Material- und Zeitaufwand ist ähnlich wie bei der vorherigen Ausfachung.
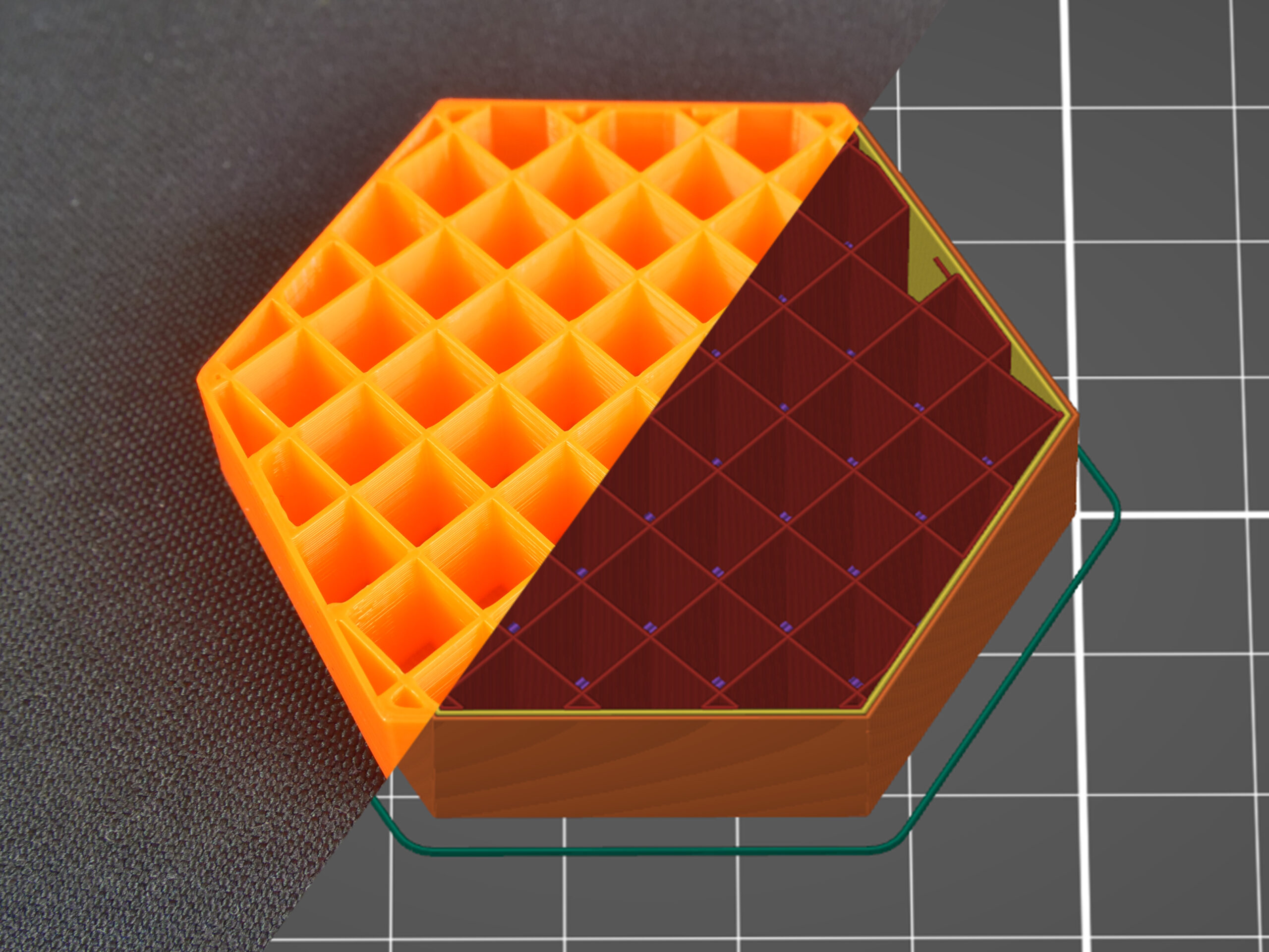
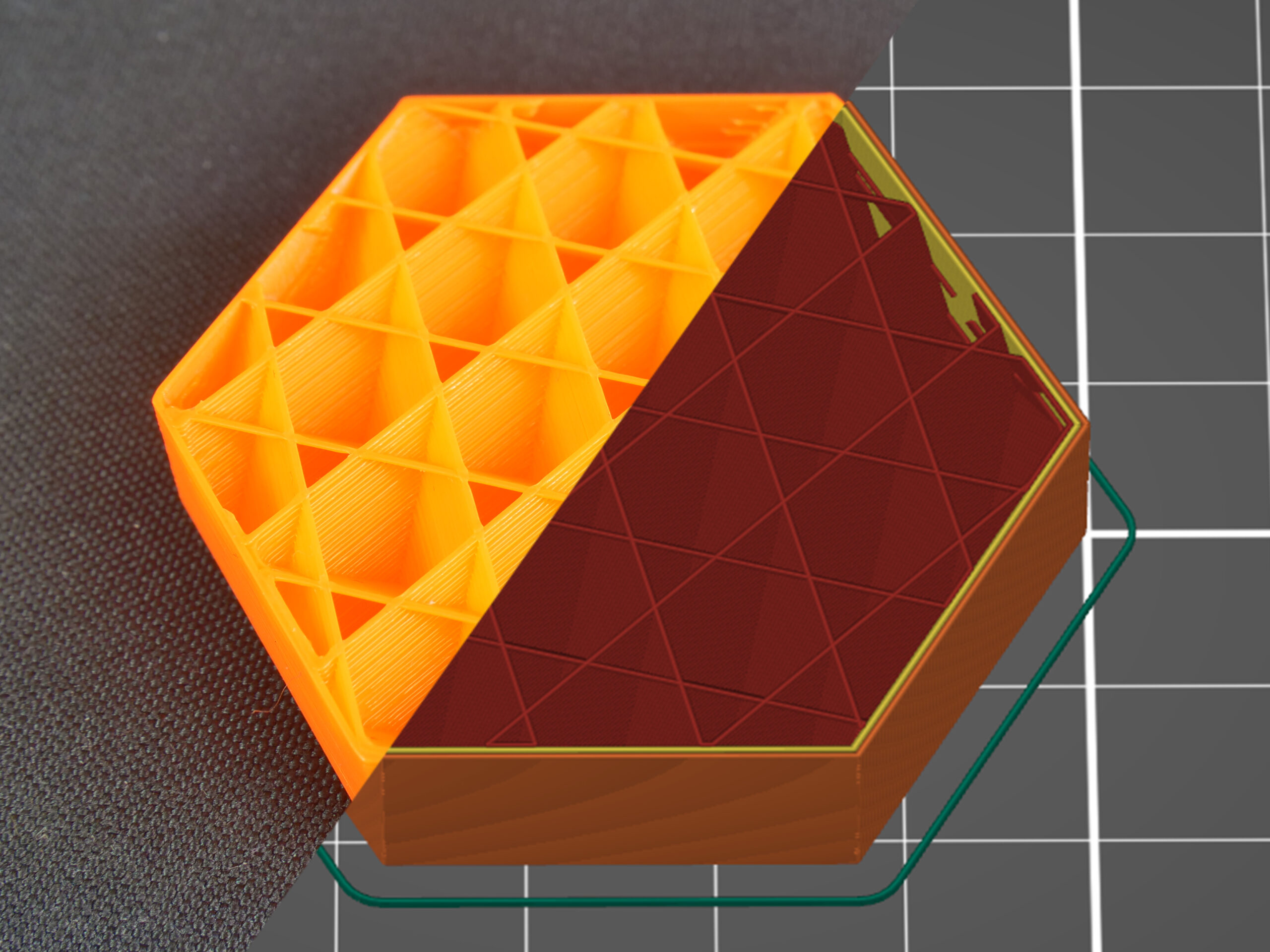
Kubisch
Auch dies ist ein Infill mit Pfaden, die sich innerhalb einer Ebene kreuzen. Im Gegensatz zu den zuvor beschriebenen Infills werden hier jedoch Würfel erzeugt, die mit einer Ecke nach unten ausgerichtet sind. Auf diese Weise entstehen zahllose Lufttaschen, die als Wärmeisolierung dienen können oder das Objekt auf dem Wasser schwimmen lassen (bei wasserfesten Filamenten wie PETG). Die Druckzeit und der Filamentverbrauch unterscheiden sich nicht von den vorherigen Infills.
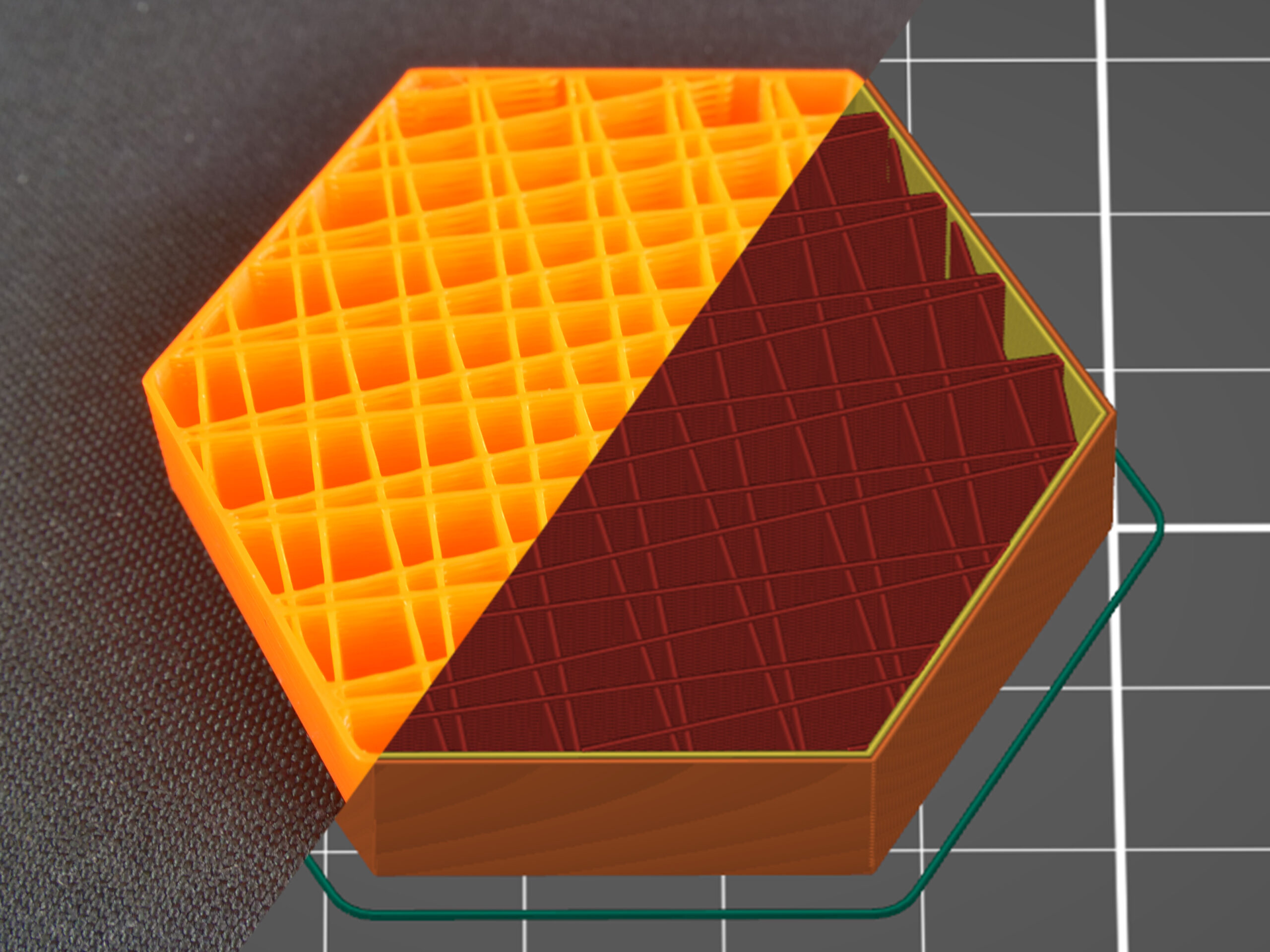
Linie
Linie ist eine der Infills, die keine sich kreuzenden Pfade in einer Schicht aufweisen. Die Pfade sind ähnlich wie bei der geradlinigen Füllung, aber sie sind nicht parallel zueinander. Stattdessen werden sie in einem spitzen Winkel gedruckt. Es überrascht nicht, dass dieses Infill in Bezug auf die Druckzeit und den Materialverbrauch dem geradlinigen ähnelt.
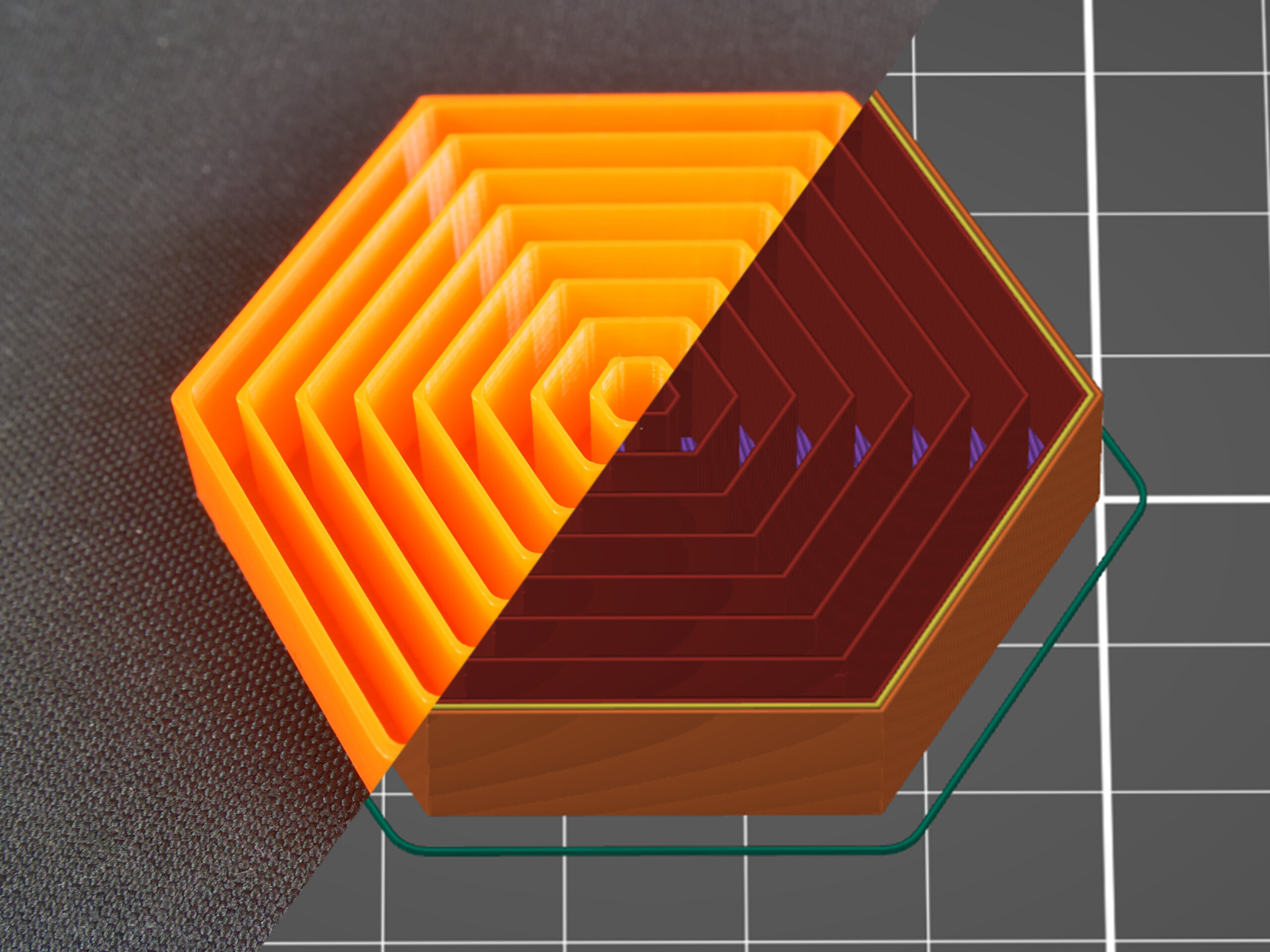
Konzentrisch
Das konzentrische Infill verfolgt die Modellumfangslinien und verkleinert sie zum Zentrum hin. Mit anderen Worten: Wenn Sie einen Zylinder drucken, erzeugt die konzentrische Füllung konzentrische Kreise innerhalb dieses Zylinders. Dies kann bei transparenten Teilen oder flexiblen Modellen (z. B. RC-Reifen) nützlich sein. Der Hauptnachteil ist der Zeitaufwand für das Drucken. Der Materialverbrauch ist nicht höher als bei früher genannten Varianten von Infill-Mustern.
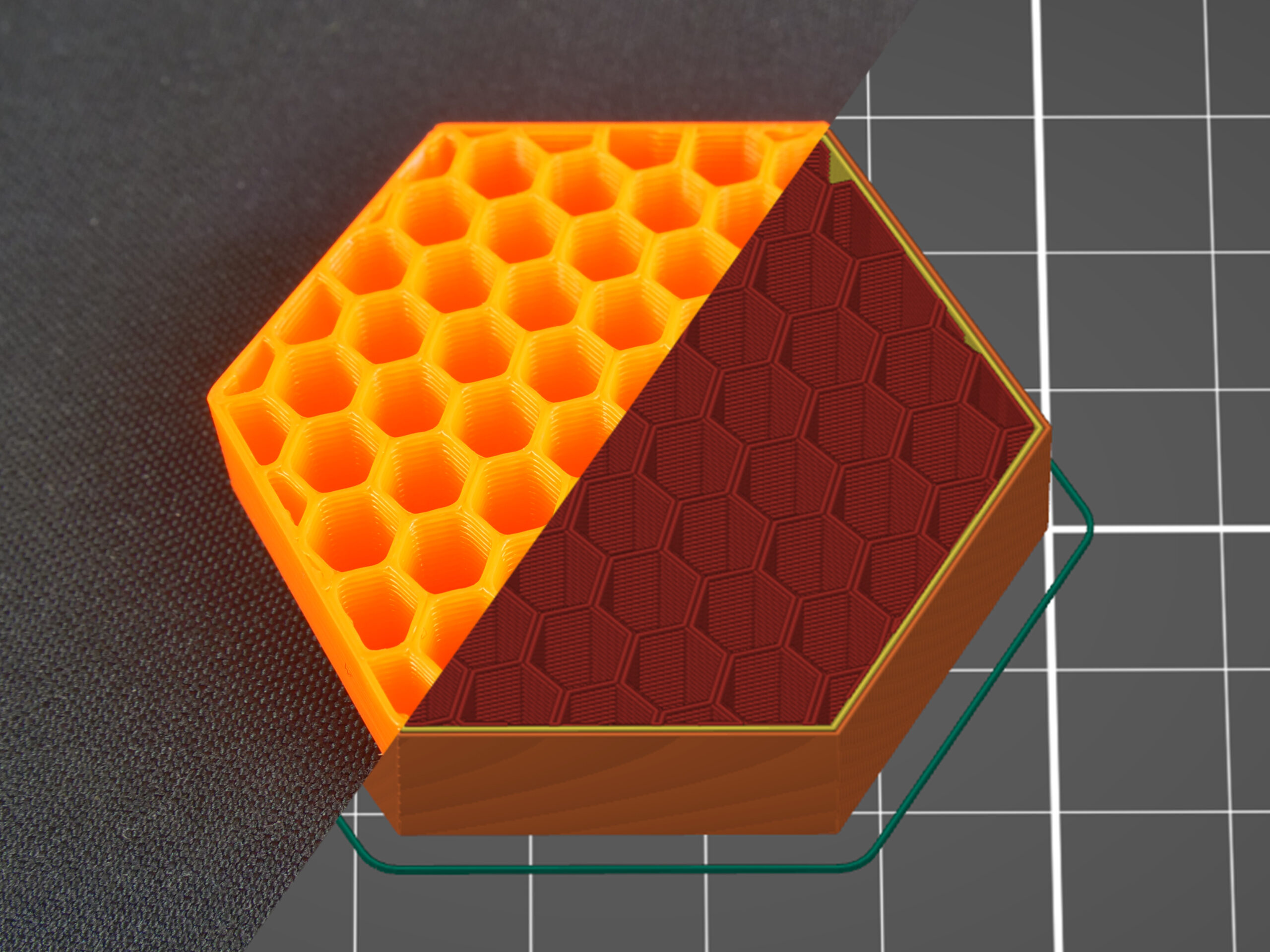
Bienenwabe
Dieses Infill druckt ein Gitter aus Sechsecken. Sein Hauptvorteil ist der mechanische Widerstand und optimale Pfade ohne Kreuzungen. Die Hauptnachteile sind der höhere Materialverbrauch (ca. 25% mehr) im Vergleich zu anderen Infills und die Druckzeit, die bis zu doppelt so lange wie bei den zuvor beschriebenen Optionen dauern kann.
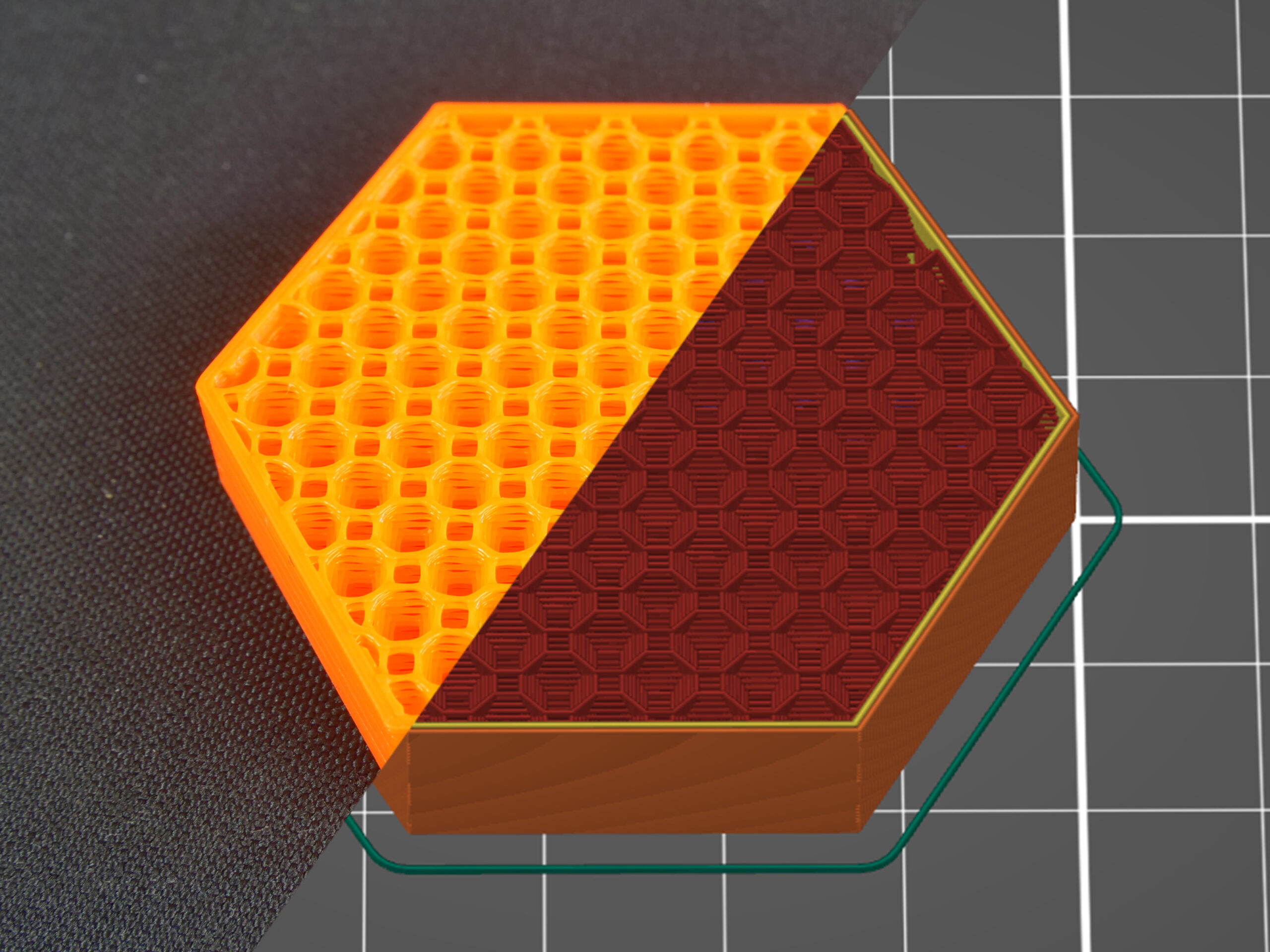
3D-Bienenwabe
Die 3D-Wabe druckt größere und kleinere Quadrate und Achtecke, um Säulen mit periodisch zunehmender und abnehmender Dicke zu erzeugen. Auch diese Füllung hat keine sich kreuzenden Linien in einer Schicht, erzeugt aber aufgrund der Art und Weise, wie sie die Bahnen legt, kleine Lücken zwischen den Schichten. Materialverbrauch und Druckzeit sind etwas schlechter im Vergleich zum normalen Wabenmuster.
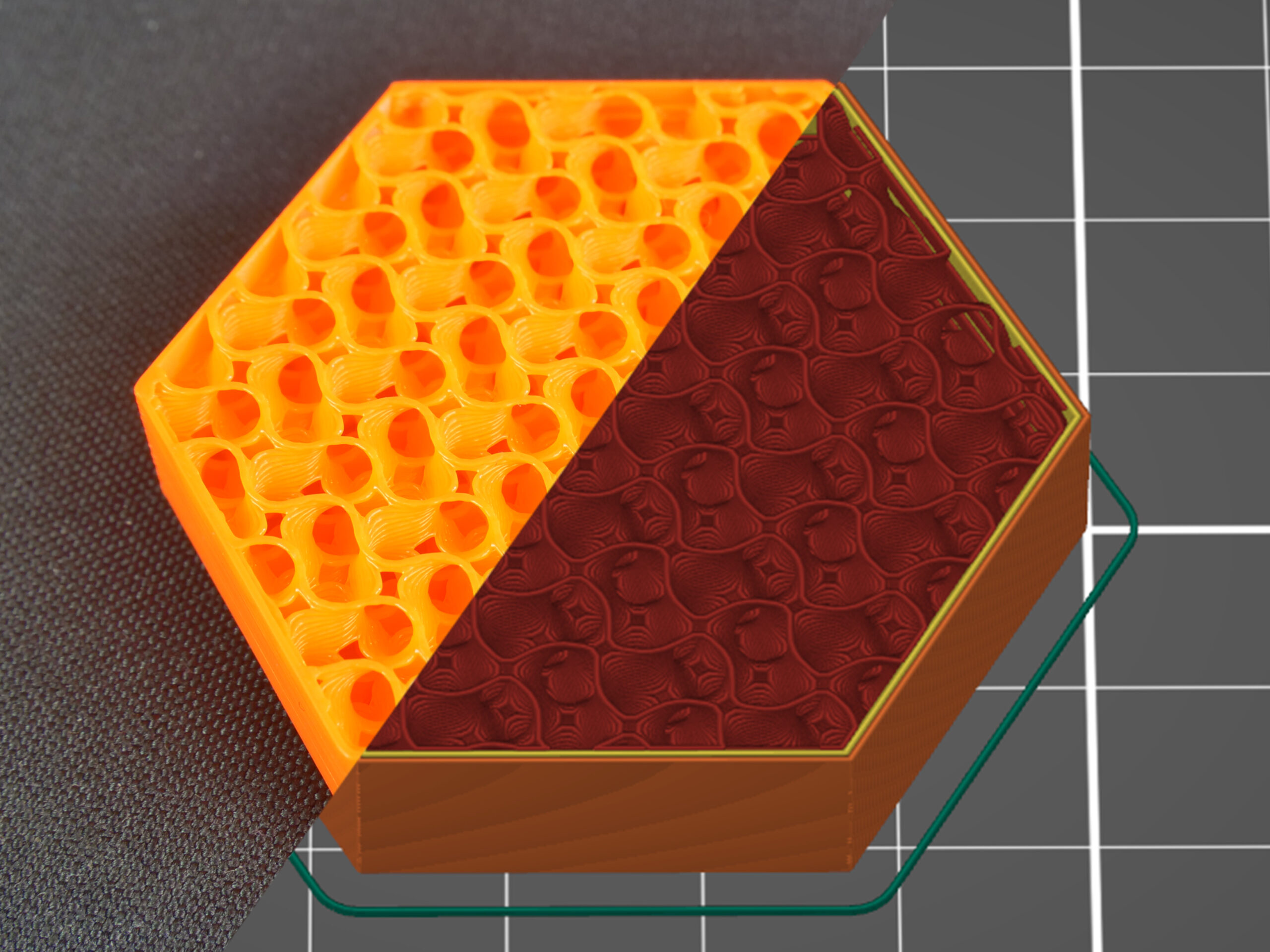
Gyroid
Gyroid ist unser Favorit und eines der besten Infills. Es ist eine der wenigen 3D-Strukturen, die eine große Unterstützung in jeder Richtung bieten. Außerdem ist es relativ schnell gedruckt, spart Material, hat keine sich kreuzenden Linien in einer Schicht und sieht großartig aus. Die besondere Form dieser Füllung ermöglicht das Füllen mit Epoxid-Harz oder einer anderen Flüssigkeit.
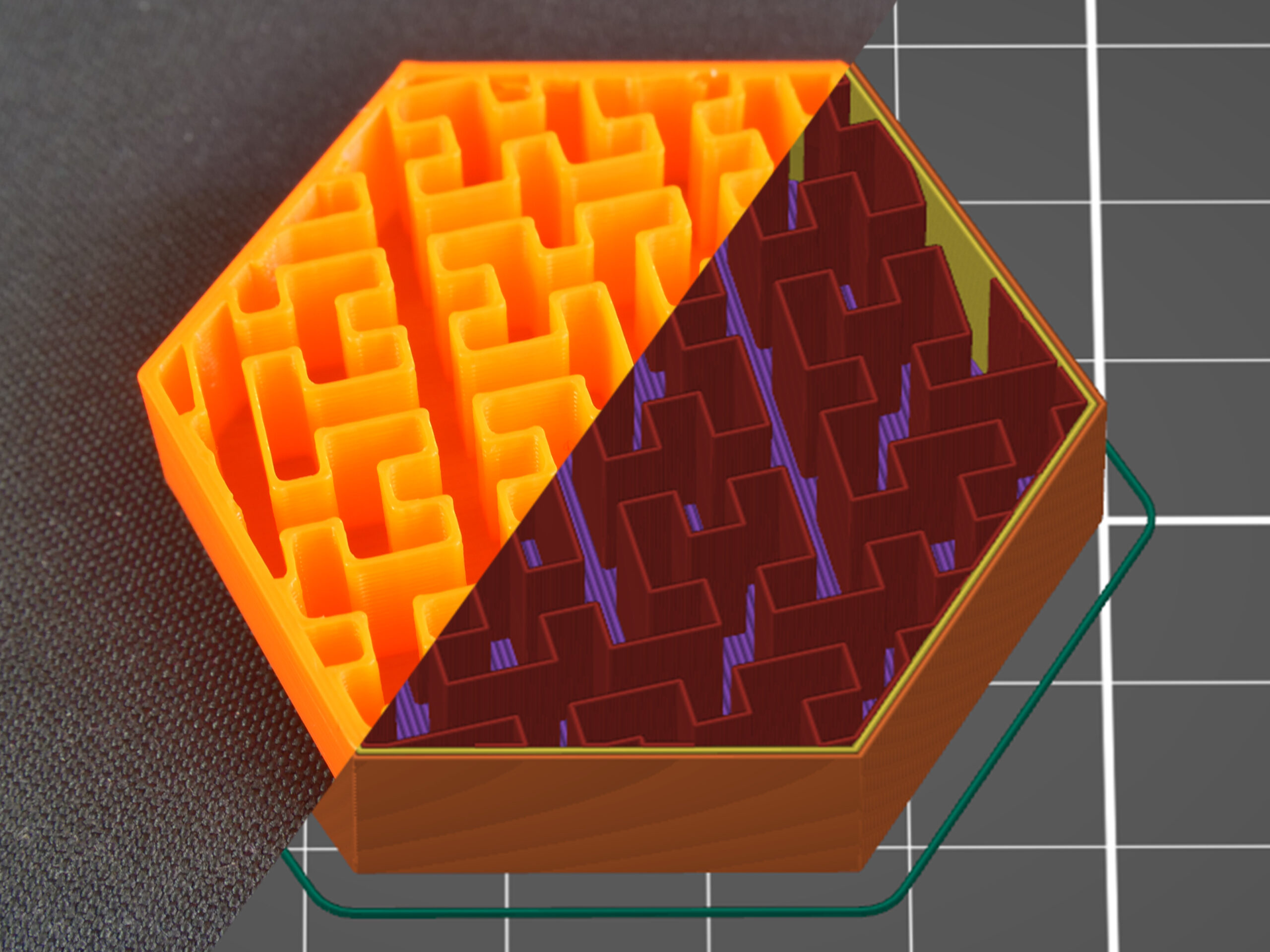
Hilbert-Kurve
Die Hilbert-Kurve erzeugt ein rechteckiges Labyrinth im Inneren des Modells. Der Hauptvorteil dieser Füllung ist ihr nicht-traditionelles Aussehen, außerdem kann sie ziemlich einfach mit Epoxid-Harz oder einer anderen Flüssigkeit gefüllt werden – das Modell wird in mehrere große Hohlräume aufgeteilt, anstatt in eine Reihe kleiner „Blasen“. Der Hauptnachteil dieser Füllung ist die erhöhte Druckzeit, die irgendwo zwischen der Wabenfüllung und der geradlinigen Füllung angesiedelt ist. Der Materialverbrauch der Hilbert-Kurve ist ähnlich wie bei der Geradlinigen.
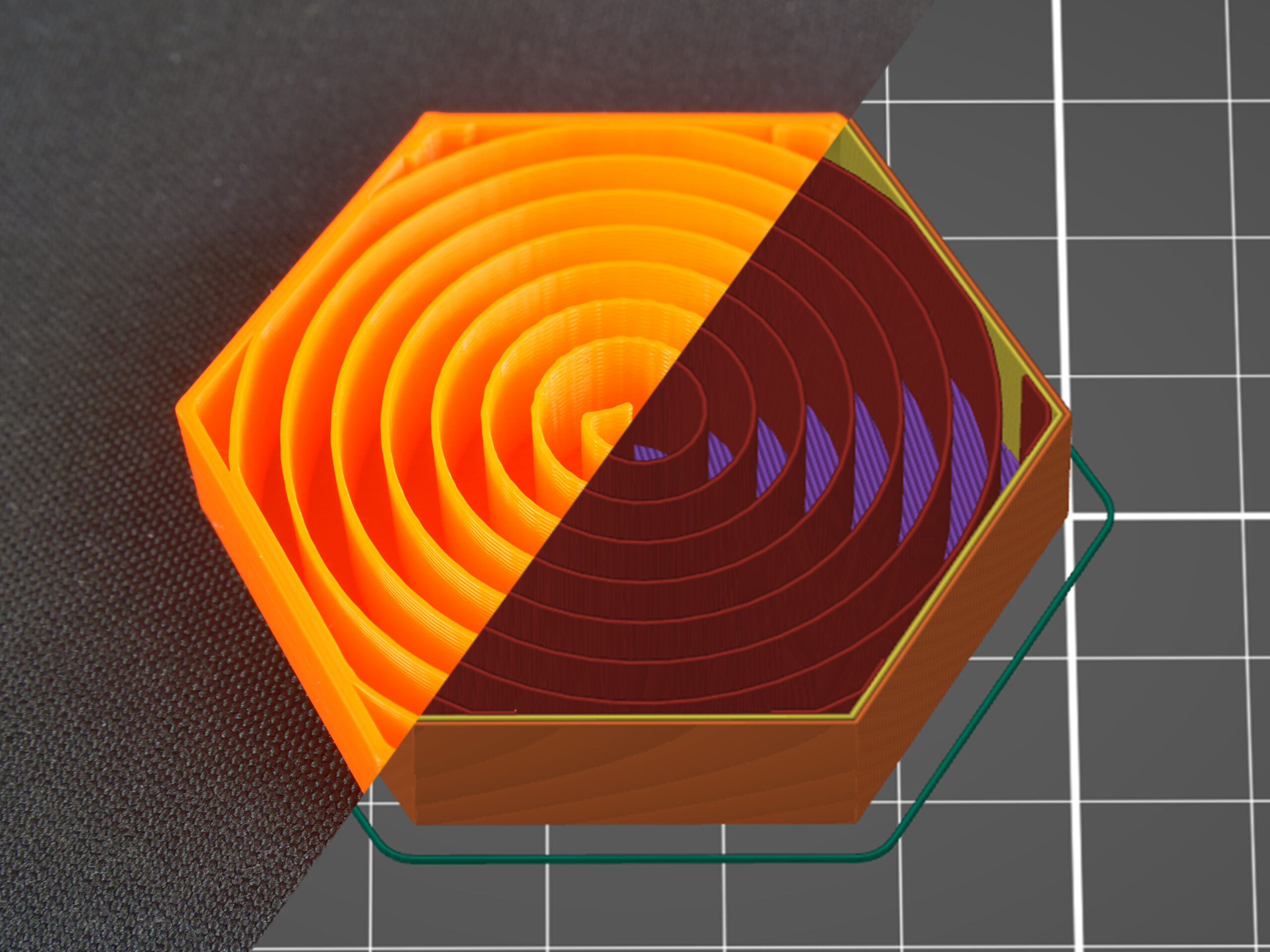
Archimedische Bögen
Auch dieses spiralförmig gedrehte Infill ermöglicht ein einfacheres Füllen mit Flüssigkeit. Diese einfache Form spart Material und Zeit (im Vergleich zum geradlinigen Infill). Ähnlich wie die konzentrische Füllung helfen die archimedischen Bögen bei der Flexibilität des Modells, wenn Sie es mit flexiblem Filament drucken.
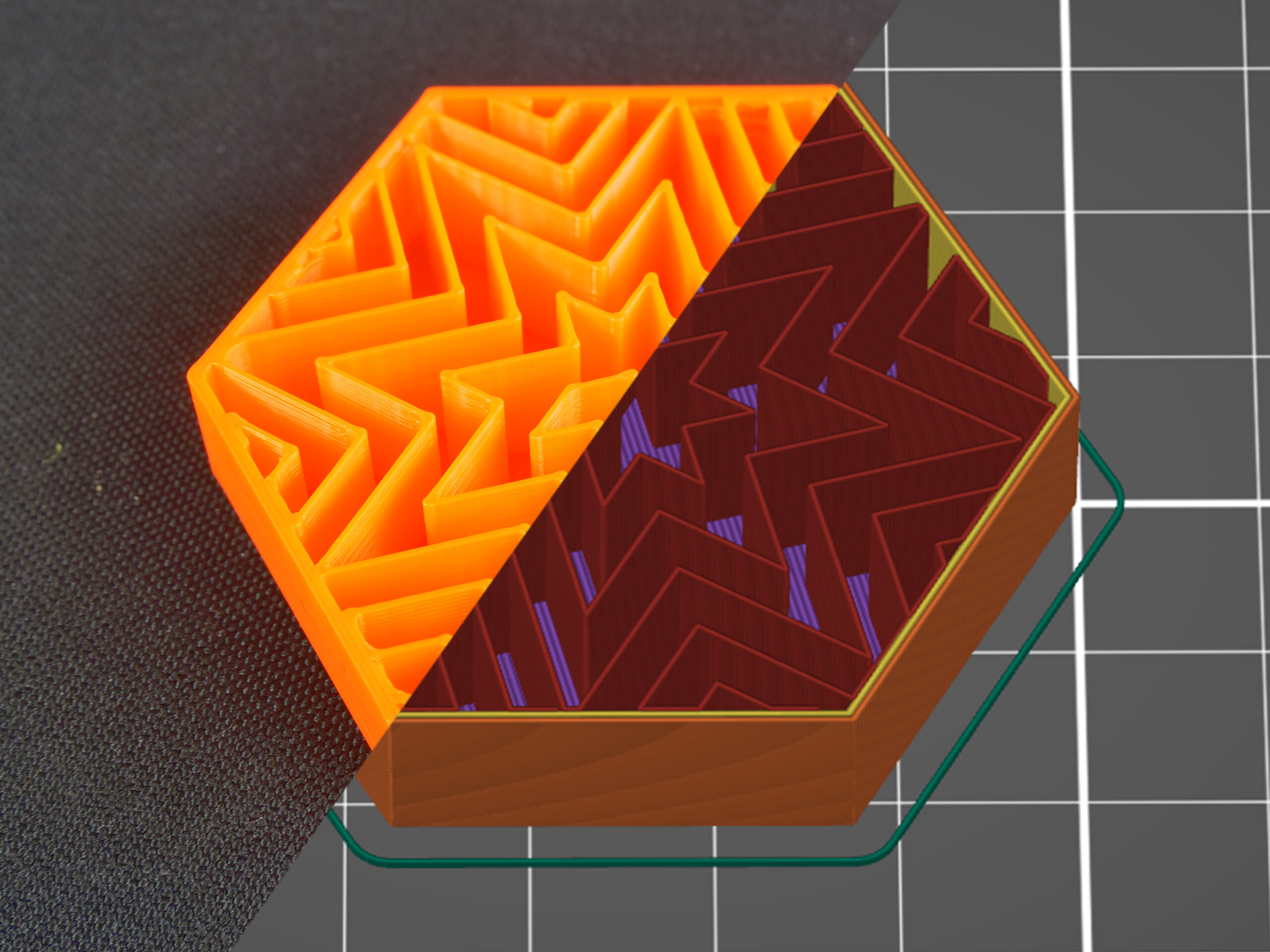
Achterstern-Spirale
Achterstern-Spirale ermöglicht das leichte Befüllen des Objekts mit Flüssigkeit aufgrund der größeren Kammern, die mit dieser Art von Füllung hergestellt werden. Die Achterstern-Spirale kann bei bestimmten Modellen auch zur Flexibilität beitragen, dient aber hauptsächlich ästhetischen Zwecken und der Unterstützung der oberen Schicht. Der Materialverbrauch ist ähnlich wie bei Archimedischen Bögen, aber die Druckzeit ist etwas länger.
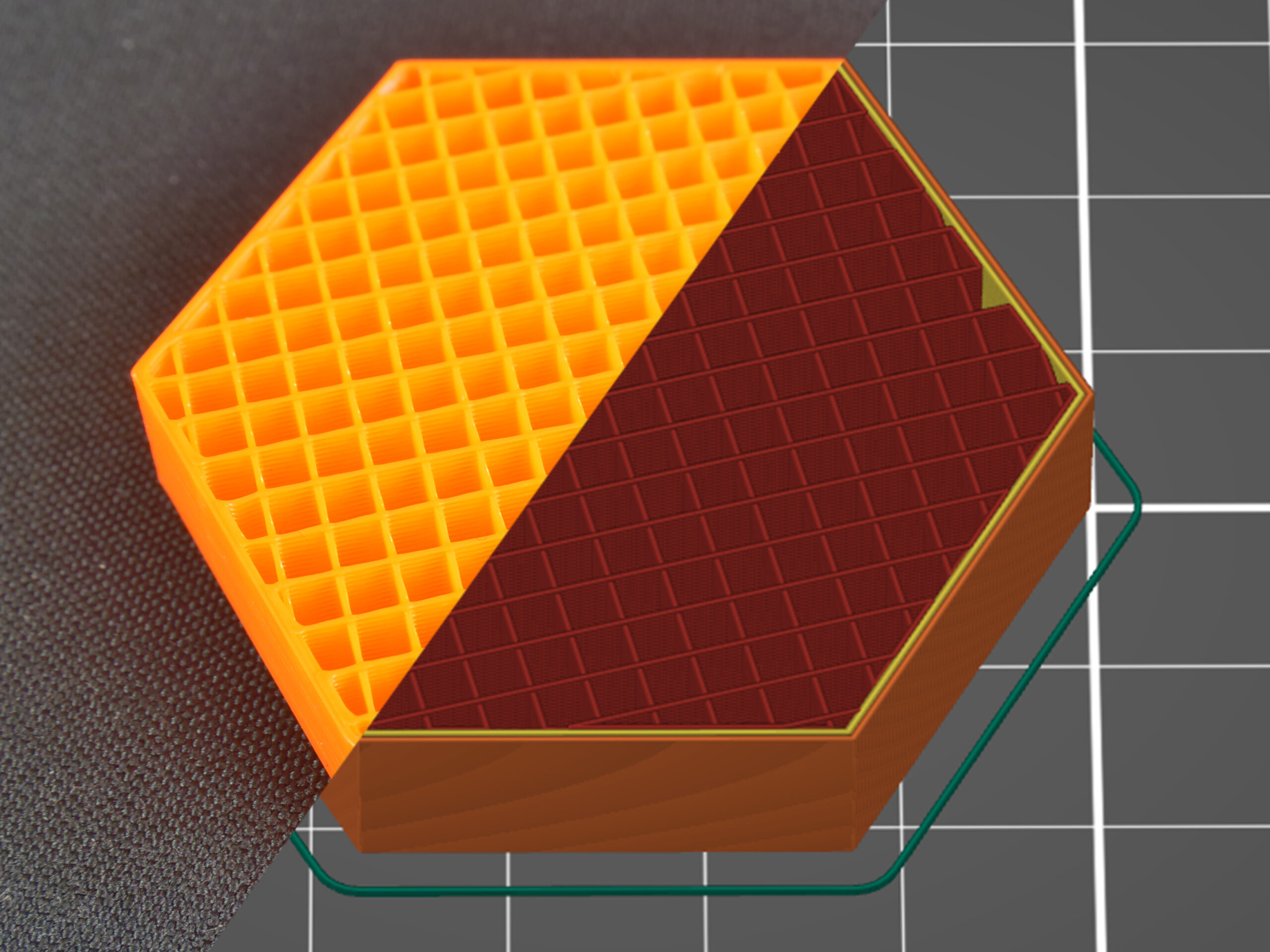
Adaptiv kubisch
Das Adaptive kubische Infill funktioniert nach dem gleichen Prinzip wie kubisch: Es besteht aus Würfeln, die über Eck ausgerichtet sind und deren Linien sich in einer Ebene kreuzen. Aber es gibt einen großen Vorteil: Im Gegensatz zu einem einfachen kubischen Infill wird bei diesem Muster die Füllung zu den Modellkanten hin verdichtet, sodass in der Mitte große Hohlräume entstehen. Der Materialverbrauch ist ca. ¼ geringer als beim geradlinigen Infill.
Die adaptive kubische Ausfüllung funktioniert durch Verfeinerung derjenigen Zellen eines Octree, die ein beliebiges Objektdreieck enthalten. Zu jeder Infill-Linie werden Anker hinzugefügt. Dadurch wird das Infill stabiler und es stabilisiert den Extrusionsfluß am Anfang einer Infill-Linie. Im Grunde genommen wird dieses Infill automatisch mehr oder weniger dicht, je nach Abstand zur nächsten Wand. Dies ist besonders nützlich für große Drucke mit einem großen Innenvolumen. Das Ergebnis ist eine kürzere Druckzeit und ein geringerer Filamentverbrauch bei gleichbleibend guter Unterstützung der Deckschichten und ähnlichen mechanischen Eigenschaften.
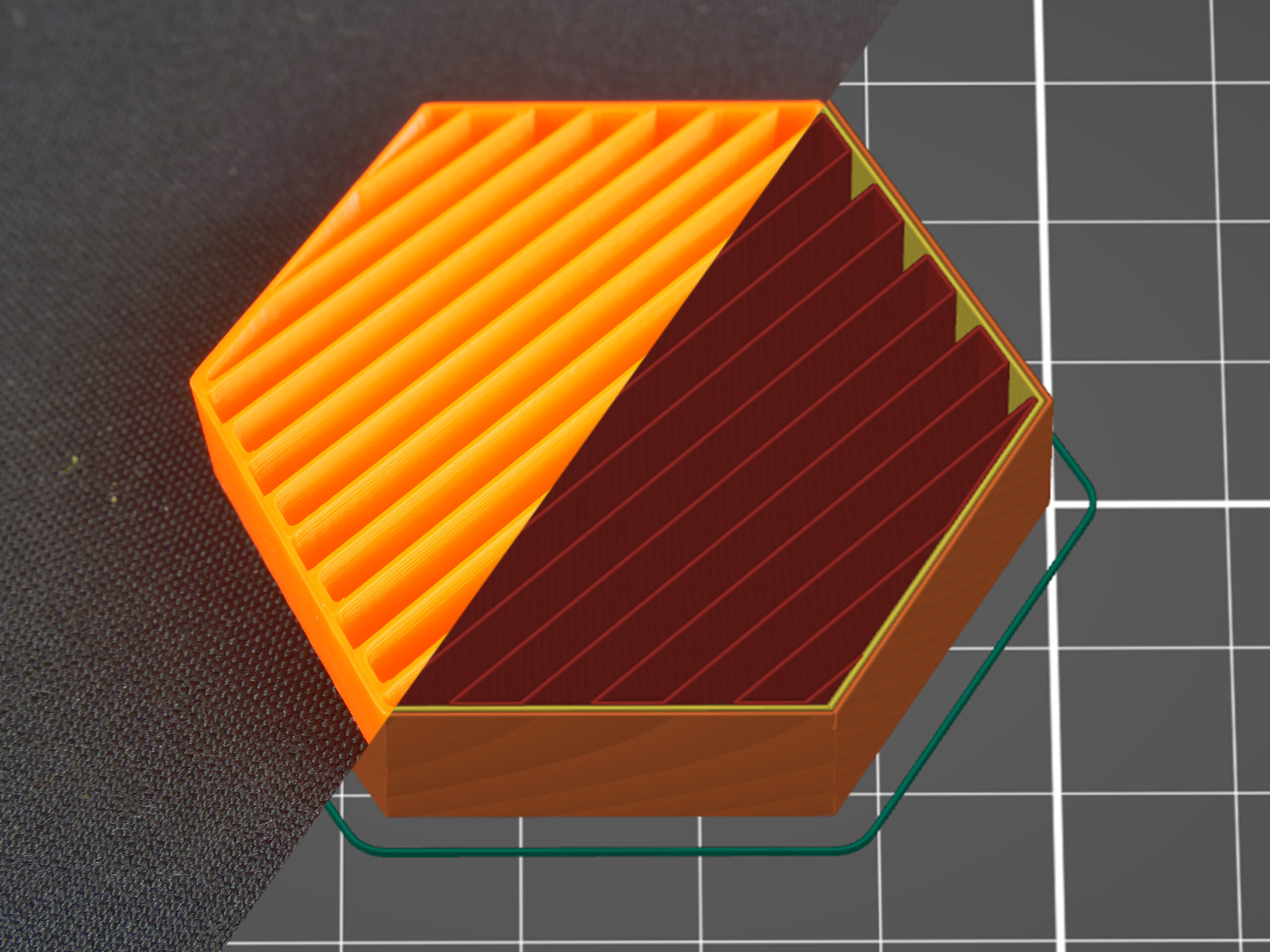
Stütz-kubisch
Das kubische Stützinfill funktioniert ähnlich wie der vorherige Typ, jedoch mit einem Unterschied: Die Infill-Dichte nimmt nur in der Z-Achse zu. Seine primäre Funktion ist es, Deckschichten zu stützen und dabei so viel Material wie möglich zu sparen, es verbessert keine mechanischen Eigenschaften des Modells. Der Materialverbrauch und die Druckzeit dieser Füllung ist mit Abstand die geringste aller unterstützten Füllungen.
Typen der Füllung der oberen (unteren) Ebene
Die Bearbeitung von Infills endet nicht mit der Auswahl eines Infill-Typs für die inneren Teile des Objekts. Sie können auch die Füllungstypen für die obere und untere Ebene ändern, um interessante Ergebnisse zu erzielen. Diese können auf der Registerkarte Druckeinstellungen/Infill/Oberes (unteres) Füllmuster eingestellt werden. Allerdings wirkt sich das Ändern der oberen oder unteren Füllung hauptsächlich auf die ästhetischen Veränderungen aus und verbessert nicht die mechanischen Eigenschaften des Modells.
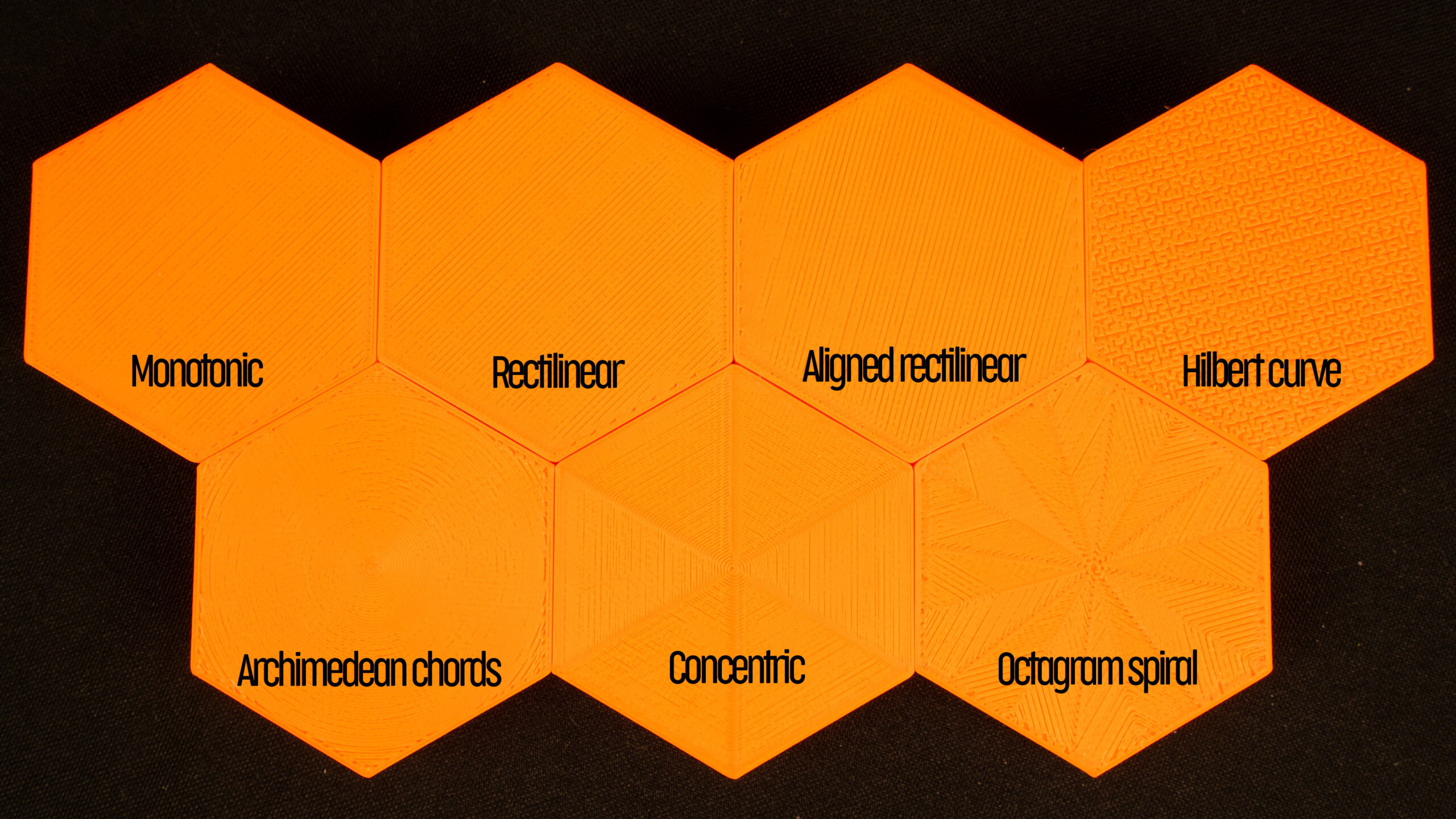
Alle sieben Typen der oberen (unteren) Füllung wurden mit 80 % Fluss gedruckt, um die Muster hervorzuheben.
Geradlinig
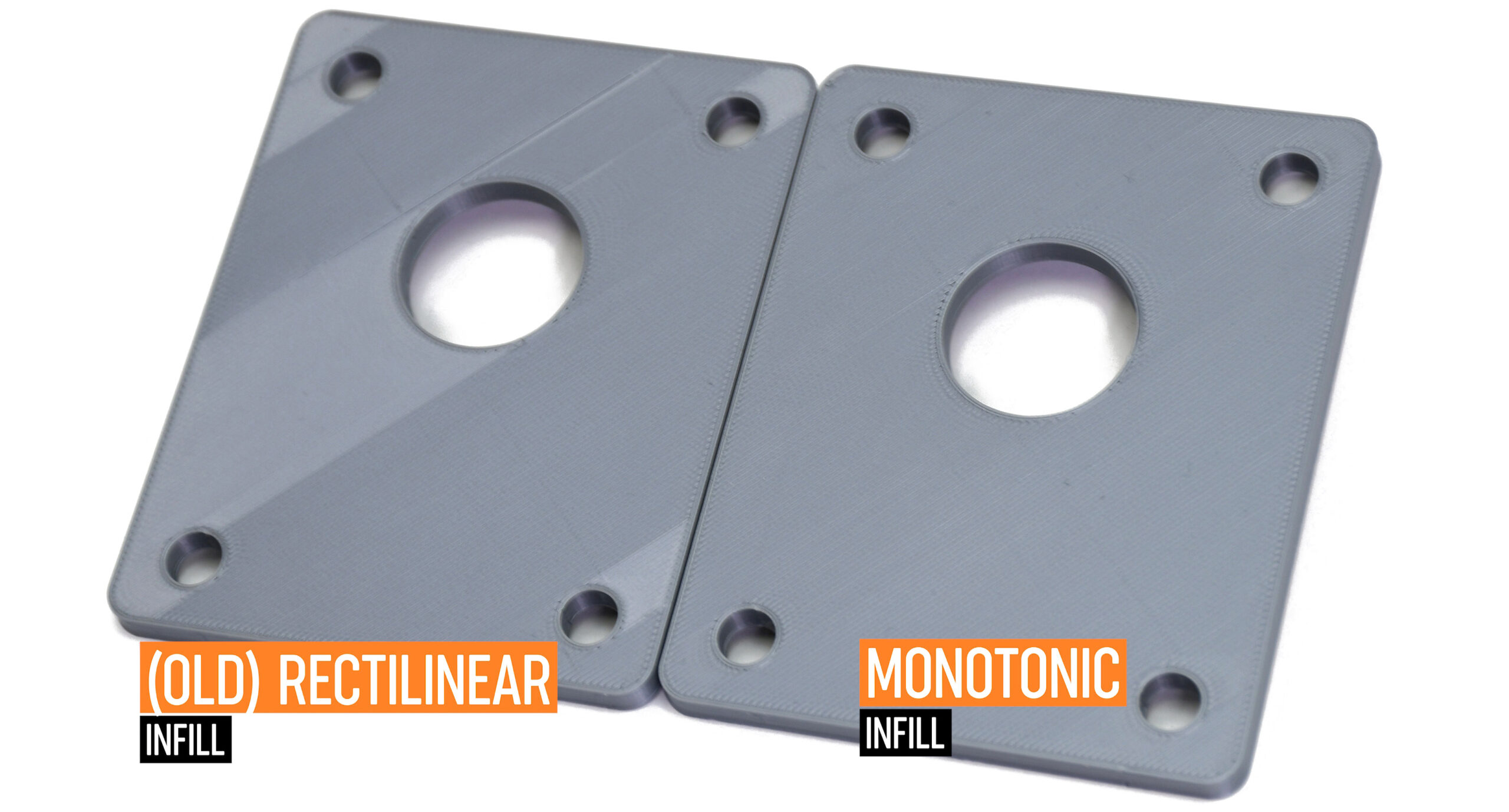
Auch dies ist eine der häufigsten (und grundlegenden) Arten von Top-Infill. Die Druckpfade sind für die gesamte Ebene zickzackförmig ausgerichtet. Dies ist jedoch der einfachste Typ von Infill, der keinen Vorteil bietet (siehe Monotonisches Infill).
Monotonisch
Das monotone Infill-Muster füllt die obere (untere) Ebene mit parallelen Linien, ähnlich wie der geradlinige Infill-Typ. Allerdings arbeitet dieses Infill mit erweiterter Pfadplanung. Im Gegensatz zu geradlinig wird dieses Infill immer von links nach rechts gedruckt und nie in entgegengesetzter Richtung. Dieses einfache System führt dazu, dass ein homogenes Infill ohne hässliche Grate entsteht. Diese treten normalerweise bei anderen Infills auf, wenn Pfade von links nach rechts auf Pfade von rechts nach links treffen. Diese scheinbar einfache Methode ist erstaunlich schwer zu implementieren. Wir verwendeten die von Raad Salman beschriebene Variante des Ant Colony Systems.
Geradlinig ausgerichtet
Dieses Infill-Muster funktioniert ähnlich wie das geradlinige Infill, aber die letzte Schicht auf allen Oberseiten ist in der gleichen Richtung ausgerichtet. Dies kann helfen, ein homogenes Deckschichtmuster für Modelle zu erzeugen, die Deckschichten in unterschiedlichen Höhen haben (stellen Sie sich ein Treppenmodell vor).
Konzentrisch
Das konzentrische Ausfüllmuster kopiert Umfangsformen. Wenn Sie einen Zylinder drucken, werden auf der Oberseite des Modells konzentrische Kreise erzeugt.
Hilbert-Kurve
Dies ist hauptsächlich eine ästhetische Füllung. Wenn sie nach innen gedruckt wird, erzeugt die Hilbert-Kurve rechteckige Formen, während die oberste Schicht eher wie ein Wickerkorb aussieht. Manche Leute sagen, dass es „wurmig“ aussieht. Diese Füllung erhöht die Druckzeit aufgrund der komplexen Form erheblich.
Archimedische Bögen
Die oberste Schicht der archimedischenBögen wird in einer Spirale gedruckt. Diese Ausfachung kann beim Drucken bestimmter Modelle Zeit sparen.
Oktagramm-Spirale
Auch diese Füllung ist oben beschrieben. Sie ist vor allem aus ästhetischen Gründen gut, verlängert aber aufgrund der komplexen Form die Druckzeit.
Erweiterte Einstellungen
Mit dem PrusaSlicer können Sie die Infill-Muster noch weiter anpassen. Wenn Sie in den erweiterten oder Expertenmodus wechseln, finden Sie auf der Registerkarte Infill noch viel mehr Einstellungen. Werfen wir einen Blick auf alle Einstellungen, die sich auf Infills beziehen, unabhängig davon, ob es sich um den Modus „Erweitert“ oder „Experte“ handelt:
Länge des Infill-Ankers
Das Infill wird in der Regel mit den Umrandungen durch einen sogenannten Anker verbunden, der eine kurze Linie einer anderen (inneren) Umrandung ist, die zu einer Infill-Linie wird. Der Wert für die Länge des Infill-Ankers legt fest, wie viele Millimeter dieses Ankers die Füllung und die Umrandungen verbinden sollen. Wenn Sie diesen Wert auf 0 setzen, wird das Infill unabhängig von den Perimetern gedruckt. Stellen Sie einen höheren Wert ein, um den Anker zu drucken, der als Füllung selbst weitergeführt wird. Der Infill-Anker hilft, die Integrität und Zähigkeit des Modells zu erhöhen.
Maximale Länge des Infill-Ankers
Dieser Wert legt die maximale Länge des Ausfachungsankers fest, der das Infill mit den Perimetern verbindet.
Bügeln
Bügeln erzeugt eine glatte Oberfläche auf horizontalen Ebenen – die Pfade des Infill sind fast unsichtbar. Wie wird dies erreicht? Die heiße Düse fährt noch einmal über die Oberfläche, aber mit geringem Filamentfluss. Das Ein- oder Ausschalten des Bügelns und/oder die Wahl des Bügeltyps (alle oberen Oberflächen, nur die oberste Oberfläche, alle festen Oberflächen) sollte für die meisten 3D-Drucker-Benutzer ausreichend sein. Einige möchten jedoch vielleicht die Durchflussrate oder die Abstände zwischen den Bügelvorgängen optimieren. Die Flussrate wird als Prozentsatz in Verbindung mit der normalen Schichthöhe eingestellt, der Abstand zwischen Bügeldurchgängen gibt an, wie weit die parallelen Düsenspuren voneinander entfernt sein sollen. Diese Parameterwerte sind auf optimale Werte eingestellt, aber Sie können nach Belieben damit experimentieren, wenn Sie mit den Ergebnissen nicht zufrieden sind.

Wenn Sie den Fluss erhöhen, riskieren Sie, dass Materialreste auf der Oberfläche verbleiben. Außerdem können die Düsenspuren sichtbar bleiben. Bei geringerem Durchfluss hingegen bleiben die letzten Schichtbahnen sichtbar, da das Material die Lücken nicht mehr ausfüllt.
Abstand zwischen den Bügeldurchgängen hat ebenfalls einen großen Einfluss auf die Sichtbarkeit der letzten Schicht. Um es sich etwas besser vorstellen zu können, vergleichen wir es mit einem Schneepflug. Nehmen wir an, Sie verwenden nur einen Teil der Pflugschar, um den Schnee zu räumen – sie wird eine gewisse Menge an Schnee entfernen und auch den gepflügten Teil der Straße reinigen. Wenn Sie jedoch die gesamte Pflugschar in den Schnee graben und sich vorwärts bewegen, werden Sie zwar einen Weg schaffen, aber es wird überschüssiger Schnee zurückbleiben.
Um mehr über das Bügeln zu erfahren, lesen Sie unseren älteren Artikel.
Druckzeit verkürzen
PrusaSlicer bietet zwei Varianten, um Zeit und Material zu sparen. Die erste Option ist Infill alle X Schichten kombinieren. Der Standardwert ist auf 1 eingestellt, wobei jede Umfangsschicht mit einer Infill-Schicht gedruckt wird (1 = Verhältnis von 1 Infill-Schicht pro 1 Umfangsschicht). Wenn Sie den Wert auf 2 (Verhältnis 2:1) erhöhen, wird für jeweils zwei Begrenzungsschichten eine Füllungsschicht (mit entsprechender Schichthöhe) gedruckt. Beachten Sie aber, dass dieser Wert nicht unendlich erhöht werden kann. PrusaSlicer lässt Sie diesen Wert zwar sehr hoch einstellen, aber es wird nur der maximal physikalisch mögliche Wert in den Gcode geschrieben. Konkret: Wenn Sie eine 0,4 mm Düse und eine Schichthöhe von 0,15 mm verwenden, lässt der Slicer nicht zu, dass Sie eine Infill-Lage seltener als alle zwei Perimeter-Lagen drucken. Ansonsten würde die Füllung in den leeren Raum gedruckt werden. Wenn Sie aber mit 0,05mm Schichthöhe (0,4mm Düse) drucken, können Sie alle 6 Schichten Infill kombinieren (maximale Schichthöhe ist 0,3mm).
Die zweite Variante der Zeit- (und Material-) Einsparung ist das Drucken von Infill nur dort, wo es benötigt wird. Wenn Sie z.B. eine Kugel drucken, macht diese Funktion nur eine Infill-Säule in der Mitte, um eventuelle Überhänge zu stützen. Der Hauptnachteil dieser Funktion ist die geringe Beulenfestigkeit aufgrund der fehlenden Füllung in einigen Modellteilen.
Erweitert
Diese Infill-Einstellungen sind wirklich fortgeschritten und die meisten 3D-Drucker-Benutzer werden sie nicht einmal annähernd benötigen. Es könnte jedoch einige spezielle Fälle geben, in denen Sie sie anpassen müssen, also lassen Sie uns einen Blick darauf werfen, was sie tun:
Alle X Schichten eine feste Füllung drucken kann nützlich sein, wenn Sie die Zähigkeit des Modells erhöhen wollen (die Anzahl der Perimeter zu erhöhen, funktioniert allerdings besser) oder es in mehrere Hohlräume unterteilen wollen, was nützlich sein kann, wenn das Objekt auf dem Wasser schwimmen soll. Diese Funktion bewirkt einfach, dass in regelmäßigen Abständen eine feste Füllung gedruckt wird.
Füllwinkel rotiert sein Muster um den gewählten Winkel.
Massives Infill Flächen Schwellenwert ist vor allem für kleine und komplexe Teile nützlich. Mit dieser Einstellung können Sie einstellen, wie große oder kleine Hohlräume des Modells mit einer 100%igen Füllung gefüllt werden sollen. Dies kann helfen, dünne Teile stärker zu machen.
Der Überbrückungswinkel wird von PrusaSlicer automatisch berechnet. Wenn Sie ihn auf 0° belassen, wird PrusaSlicer den besten Wert wählen. Sie können ihn jedoch manuell ändern, wenn Sie dies wünschen. Ein Druck mit einem Überbrückungswinkel von 0° kann erreicht werden, indem er auf 180° eingestellt wird.
Nur bei Umfangsüberquerungen einziehen kann die Druckzeit ein wenig reduzieren und die Integrität der Füllung erhöhen. Das Ausschalten der Rückzüge erhöht den Filamenttropfen, der nicht sichtbar ist (im Modell versteckt). Die Rückzüge bleiben für Begrenzungen eingeschaltet.
Infill vor Kontur kann manchmal beim Drucken von Überhängen helfen, bei denen die Begrenzungen nichts haben, woran sie befestigt werden können. Allerdings kann sich die Füllung negativ auf die Qualität der Außenfläche auswirken. Die zweite Anwendung dieser Methode ist für MMU2s, bei denen das Wischen von Farben bessere Ergebnisse erzielt – die Farbe wird bis zum Infill gereinigt und der Perimeter wird mit sauberer Farbe gedruckt.
Und damit ist unser tiefer Tauchgang in die Welt der Infill-Muster abgeschlossen. Wir bieten unsere eigenen, intern getesteten PrusaSlicer-Profile mit optimierten Werten an, die für die große Mehrheit der Anwender funktionieren sollten. Wenn Sie jedoch das Gefühl haben, dass Ihre Drucke nicht 100%ig auf der Höhe sind, oder Sie ein wenig experimentieren möchten, scheuen Sie sich nicht, die Werte anzupassen. Eine gute Möglichkeit, Ihre Ergebnisse zu vergleichen, besteht darin, eine Reihe von Beispielmodellen zu drucken und zu prüfen, wie sich die angepassten Werte auf das Ergebnis auswirken. Wenn Sie Ihr 3D-Druck-Spiel verbessern möchten, ist das Experimentieren mit Füllungen eine empfehlenswerte Option – Ihre Modelle können schöner und haltbarer werden, oder Sie können sogar ganz neue Verwendungszwecke dafür entdecken, da einige der Füllungen z. B. die Schwimmfähigkeit der gedruckten Modelle verbessern. Also legen Sie los, haben Sie Spaß und wie immer: Frohes Drucken!
Du musst angemeldet sein, um einen Kommentar abzugeben.