
Výchozí velikost trysky na drtivé většině tiskáren je 0.4 mm. Je tomu tak i u hotendů od E3D, které používá Original Prusa i3 MK3 a MK2/S. Přitom výměna trysky zabere jen pár minut a může vám přinést celou řadu výhod. V naší anketě (podrobnější výsledky vám představíme brzy) ale jen asi 20 % uživatelů odpovědelo, že někdy vyzkoušeli jinou trysku. A to je škoda!
Menší tryska tiskne detailněji a pomalu, větší tryska rychleji a méně kvalitně. Nebo tomu tak není? Ve skutečnosti je to trochu složitější a my si na konkrétních příkladech ukážeme výhody větších a menších průměrů trysek. Nejprve si ale musíme vyjasnit často špatně chápaný vztah mezi výškou vrstvy a průměrem trysky.
Výška vrstvy vs průměr trysky
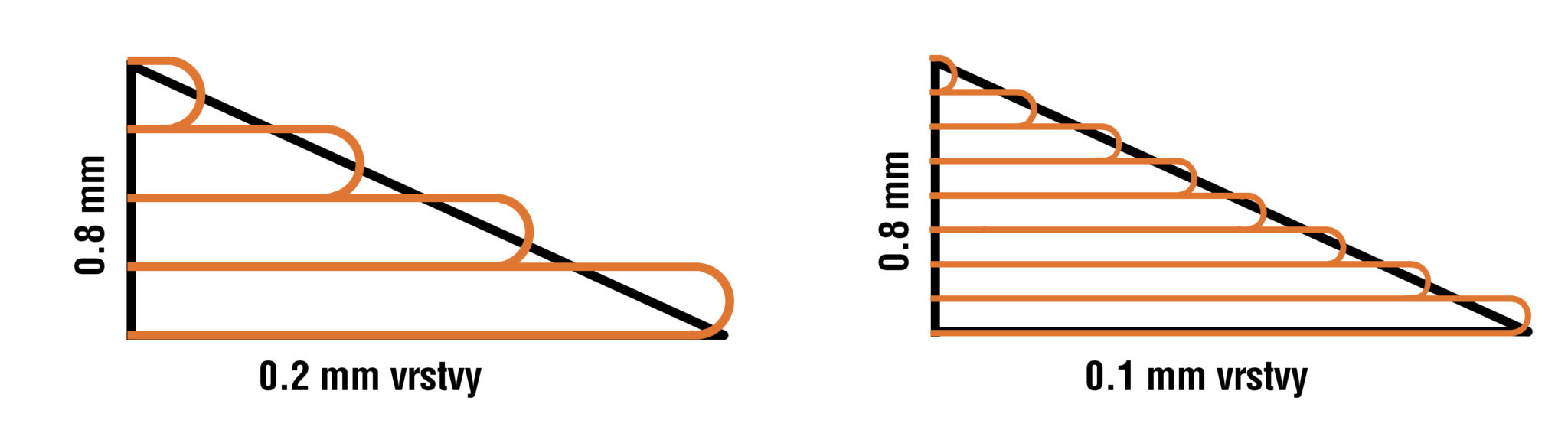
Výška vrstvy by neměla přesahovat 80 % průměru trysky. Pokud tedy používáte standardní trysku s průměrem 0.4 mm, maximální výška vrstvy by měla být 0.32 mm. U trysky s průměrem 0.6 mm už ale můžete tisknout až 0.48 mm vysoké vrstvy.
Kromě tohoto omezení jsou na sobě ale tyto dvě veličiny víceméně nezávislé a jejich nastavení má zcela odlišný efekt na výtisk. Průměr trysky ovlivňuje množství detailu téměř výhradně v rovině rovnoběžné s podložkou (XY 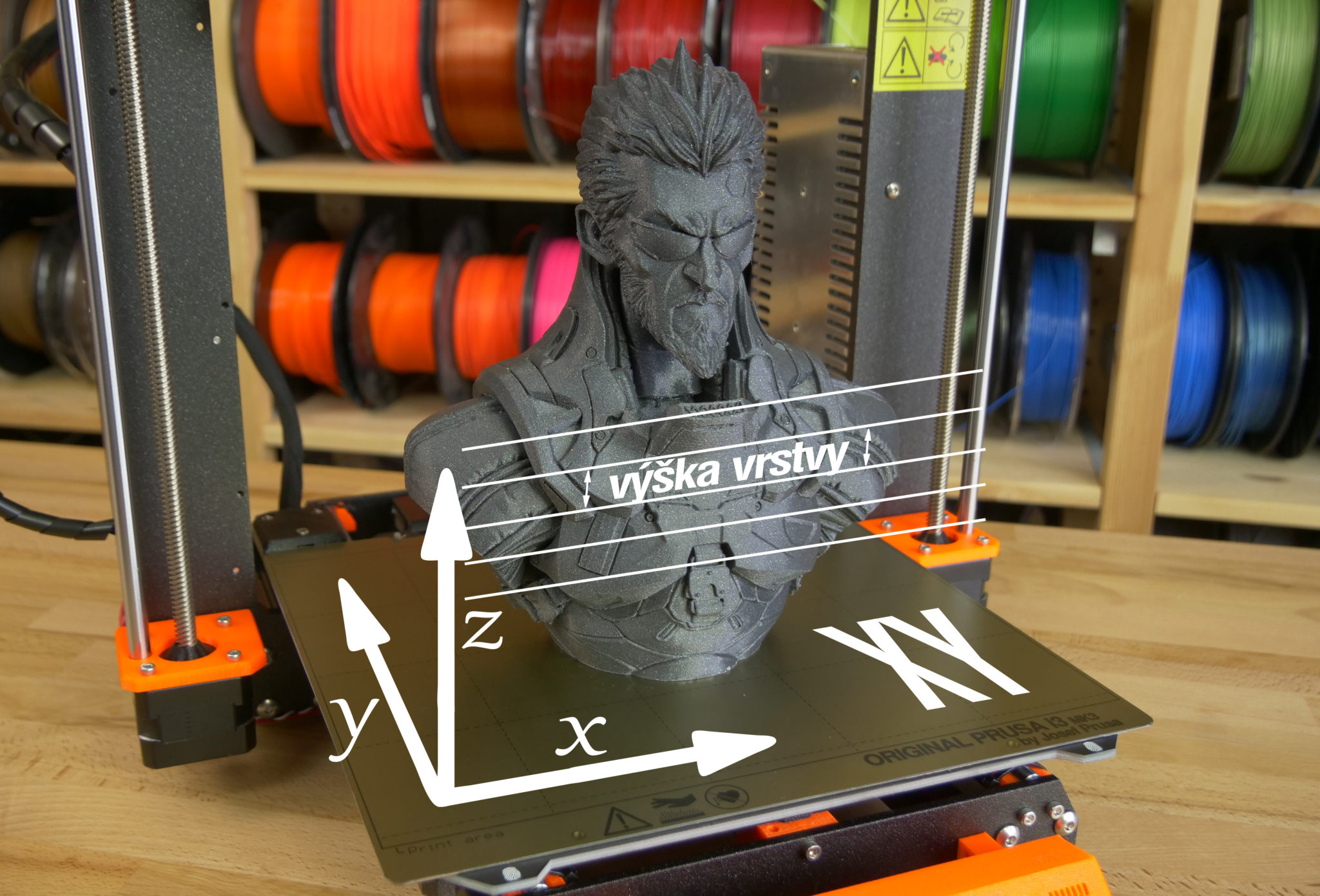 viz obr.). To znamená, že s menší tryskou budete schopni mnohem detailněji vykreslit například text, pokud je umístěn na horní straně výtisku. Na druhou stranu výška vrstvy ovlivňuje množství detailu na stěnách a šikmých plochách výtisku. Na organicky vypadajících modelech si velmi snadno všimnete jednotlivých vrstev a čím menší výšku vrstvy použijete, tím lepšího výsledku dosáhnete. Naopak u pravoúhlých tvarů nedává moc smysl nastavovat nízkou výšku vrstvy a zbytečně prodlužovat dobu tisku, zlepšení totiž bude zcela minimální.
viz obr.). To znamená, že s menší tryskou budete schopni mnohem detailněji vykreslit například text, pokud je umístěn na horní straně výtisku. Na druhou stranu výška vrstvy ovlivňuje množství detailu na stěnách a šikmých plochách výtisku. Na organicky vypadajících modelech si velmi snadno všimnete jednotlivých vrstev a čím menší výšku vrstvy použijete, tím lepšího výsledku dosáhnete. Naopak u pravoúhlých tvarů nedává moc smysl nastavovat nízkou výšku vrstvy a zbytečně prodlužovat dobu tisku, zlepšení totiž bude zcela minimální.
Tiskněte až 4× rychleji!
3D tisk rozhodně není rychlý proces. I pár centimetrů vysoký model může zabrat několik hodin tisku. Je proto až zarážející, jak přehlížený je tisk větší tryskou, který může vést k dramatickému zrychlení.

Tryska s větším průměrem pokládá širší perimetry, což znamená, že pro dosažení stejné tloušťky stěny jich stačí méně. Větší průměr trysky navíc umožňuje tisknout s vyšší výškou vrstvy. Kombinace těchto dvou faktorů může vést k opravdu výraznému zkrácení doby tisku. Nemusí to ale platit vždy: pokud zachováte stejnou výšku vrstvy a tisknout budete například vázu, tedy jen jeden perimetr, nedojde k žádnému zrychlení. V tomto případě musí totiž tiskárna provést stejnou sekvenci pohybů, nezávisle na velikosti trysky. Ano váza tištěná větší tryskou bude mít silnější stěnu, nicméně doba tisku bude téměř totožná.
Vliv na mechanické vlastnosti
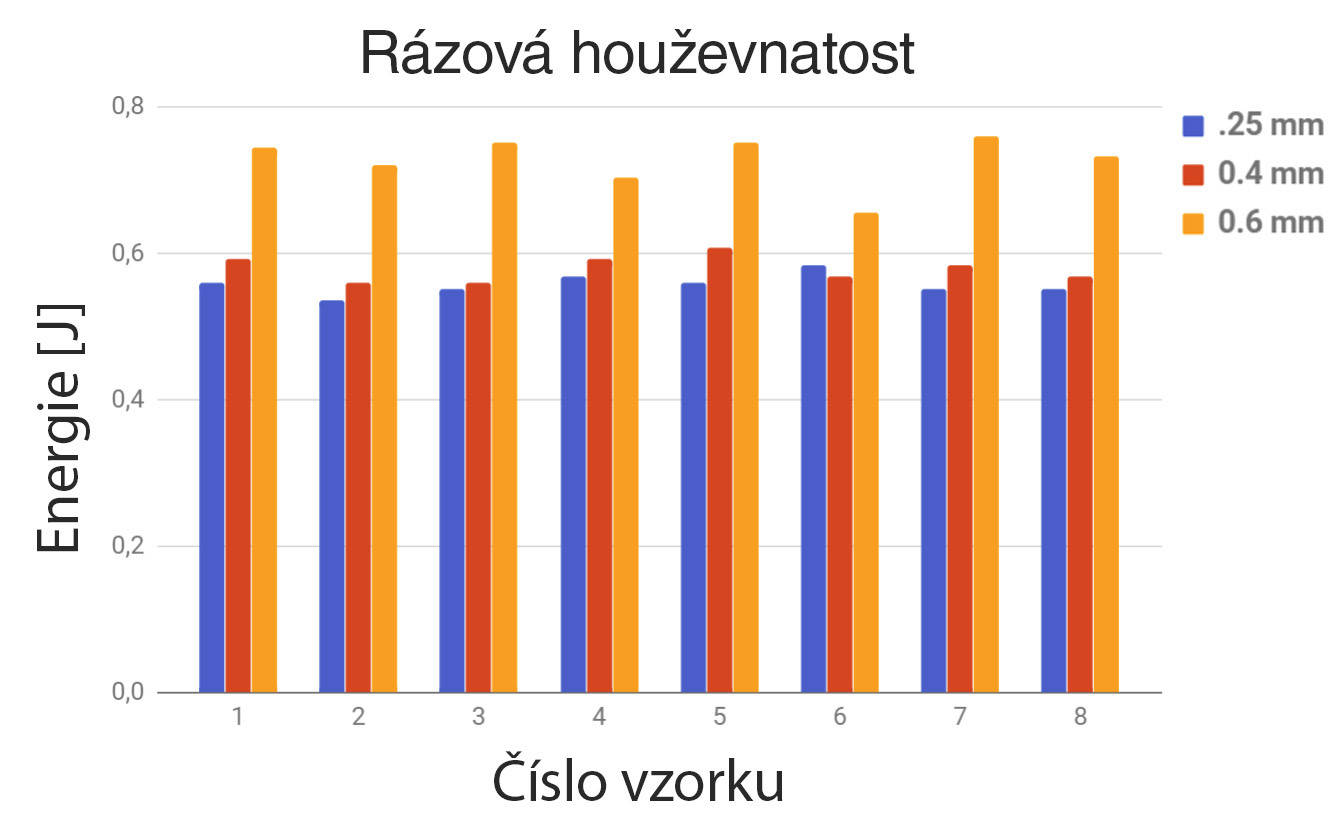
Další výhoda použití větších trysek je zvýšená odolnost výtisků. Při testu rázové houževnatosti absorbovaly výtisky z 0.6mm trysky v průměru o 25.6 % více energie než s tryskou 0.4 mm. S tryskou 0.25 mm naopak o 3.6 % méně. Test jsme prováděli na deseti vzorcích, minimum a maximum z každé série bylo odstraněné, proto v grafu vidíte hodnoty pro 8 vzorků. O Charpyho testu rázové houževnatosti si můžete více přečíst zde.
Podpory
Podpory se standardně tisknou jako lomená čára, tedy se šířkou jednoho perimetru, přičemž v nastavení sliceru se můžete všimnout toho, že podpory bývají záměrně podextrudované. Použití jiného průměru trysky samozřejmě ovlivní i vzhled a kvalitu podpor. U menších trysek dochází k pozitivnímu efektu: tenčí podpory se snadněji odstraňují a konkrétně u 0.25mm trysky jsou skoro jako z papíru. U větších trysek je tomu logicky naopak, podpory jsou pevnější a hůře odstranitelné.
Jak vyměnit trysku?
Předpřipravená nastavení pro trysky 0.25 mm a 0.6 mm
Pokud chcete vyzkoušet trysky s průměrem 0.25 mm nebo 0.6 mm, nemusíte si pro ně vytvářet vlastní tiskové profily! Vše jsme pro vás již připravili. Ve Slic3ru nastavení naleznete v rozbalovacím menu hned pod výběrem filamentu.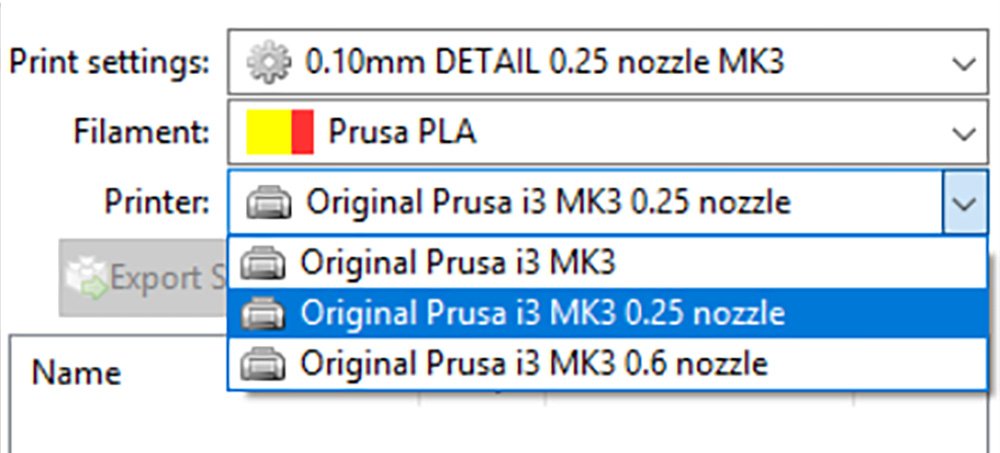
Tryska s průměrem 0.25 mm
Výhody
Výrazně lepší tisk textů
Lepší rozlišení v rovině XY – perfektní pro šperky, loga
Extrémně snadno odstranitelné podpory
Nevýhody
Výrazně delší doba tisku
Zvýšené riziko ucpání trysky
Nemožnost tisknout s některými filamenty (pokud obsahují větší částice)
Příklady praktického použití – 0.25 mm
Tisk textů
Jak jsme si již vysvětlili výše, průměr trysky má vliv zejména na rozlišení v rovině rovnoběžné s podložkou, tryska s průměrem 0.25 mm je proto ideální na tisk drobných textů. S výchozí tryskou 0.4 mm může i přes aktivní detekci tenkých stěn už při slicování dojít k vynechání částí písmen, což se vám s tryskou 0.25 mm většinou nestane. Vytisknout si tak můžete například vizitku. A 3D vytištěnou vizitku jen tak někdo nemá! Podotýkáme, že změnou výšky vrstvy v tomto případě čitelnost textu nijak neovlivníte.
 Již náhled ve Slic3ru vám často odhalí, že detaily jsou pro zvolenou trysku příliš malé
Již náhled ve Slic3ru vám často odhalí, že detaily jsou pro zvolenou trysku příliš malé

Vlevo vizitka tištěná standardní tryskou 0.4 mm, vpravo tryskou 0.25 mm
Tisk šperků
Tisk šperků je další případ, kdy můžete efektivně využít vyšší rozlišení menší trysky. Nicméně zde není zlepšení tak výrazné jako u tisku textů, i výchozí tryska 0.4 mm si s tiskem šperků poradí velmi dobře. Zlepšení bude viditelné zejména u tenkých linek.
 Tisk miniatur
Tisk miniatur
Tisk miniatur profituje z použití menší trysky až překvapivě málo. Největší zlepšení budete pozorovat při použití podpor. Podpory tištěné tryskou 0.25 mm jsou opravdu snadno odstranitelné a zanechávají na modelu takřka neviditelné stopy.
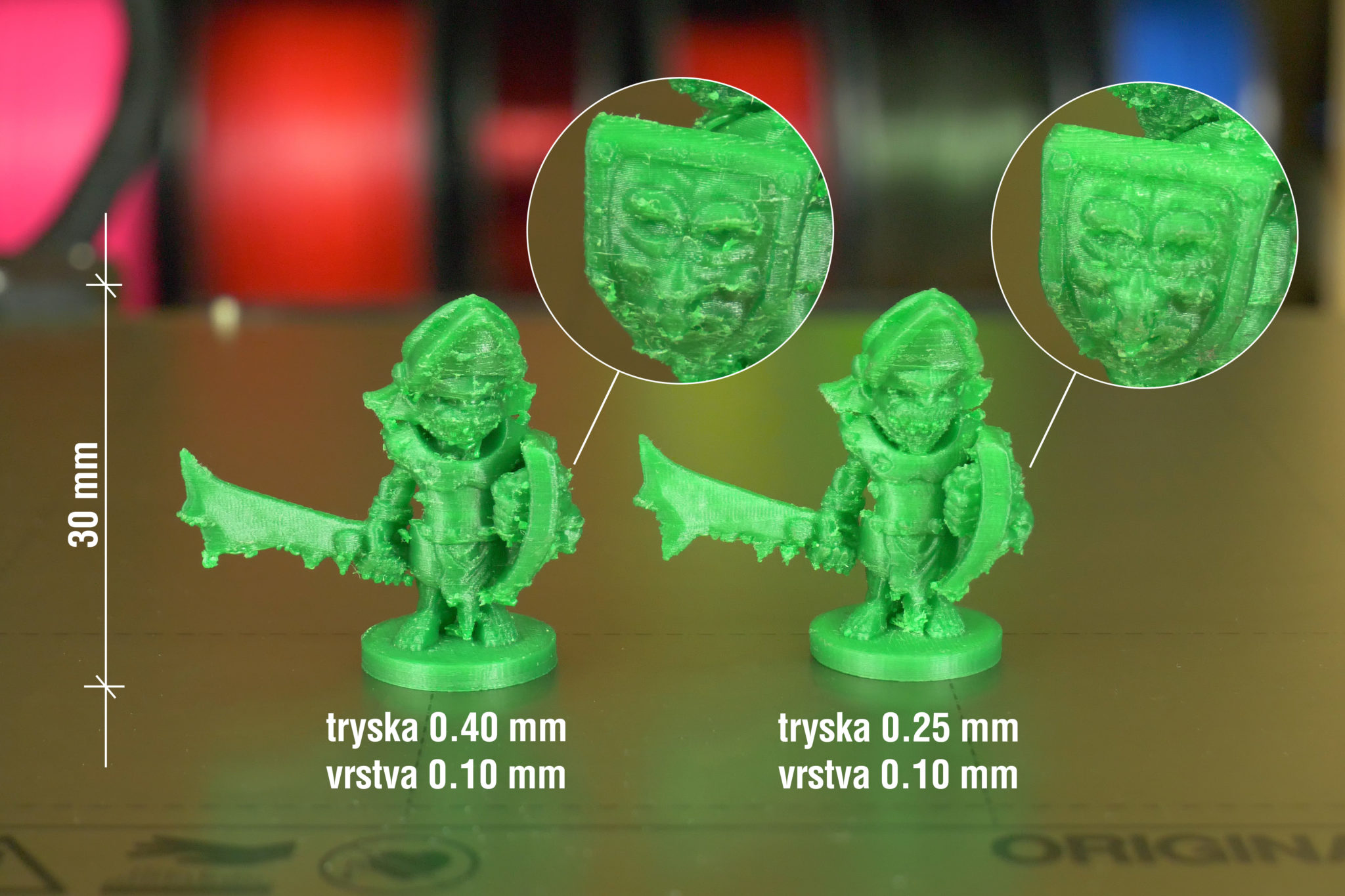
Na druhou stranu – pokud model k tisku podpory nepotřebuje (nebo jen minimální množství), je rozdíl mezi tryskou 0.4 mm a 0.25 mm téměř nulový. No přiznejte, kdybychom u truhel na obrázku prohodili popisky, poznali byste to?

Tryska s průměrem 0.60 mm
Tryska s průmerem 0.6 mm je vhodná téměř na vše, kde se obejdete bez drobných detailů. Od různých stojánků, přes držáky, až po krabičky a květináče. A to vše většinou zvládnete vytisknout za poloviční dobu. Poté, co jsme delší dobu tiskli převážně s 0.4mm tryskou, jsme byli sami překvapeni, jak užitečná a všestranná větší tryska je.
Výhody
Až 2× rychlejší tisk
Téměř stejná kvalita jako s tryskou 0.4 mm
Odolnější výtisky (pevnější)
Téměř nulové riziko ucpání trysky
Nevýhody
Horší rozlišení drobných detailů a textů
Hůře odstranitelné podpory
Příklady praktického použití – 0.6 mm
Květináče a vázy
Květináče na sobě většinou nemají téměř žádné drobné detaily, výtisky s tryskou 0.6 mm a 0.4 mm jsou od sebe k nerozeznání. Srovnání času je zde navíc provedeno při stejné výšce vrstvy. Tryska 0.6 mm by ale zvládla tisk ještě výrazně rychleji, pokud by byla použita vyšší vrstvou. Což by vzhledem k tvaru květináče na kráse nijak neubralo.

Pes Buddy
Pes Buddy na sobě sice už nějaké detaily má, nicméně tryska s průměrem 0.6 mm si s nimi v tomto měřítku bez problému poradí.

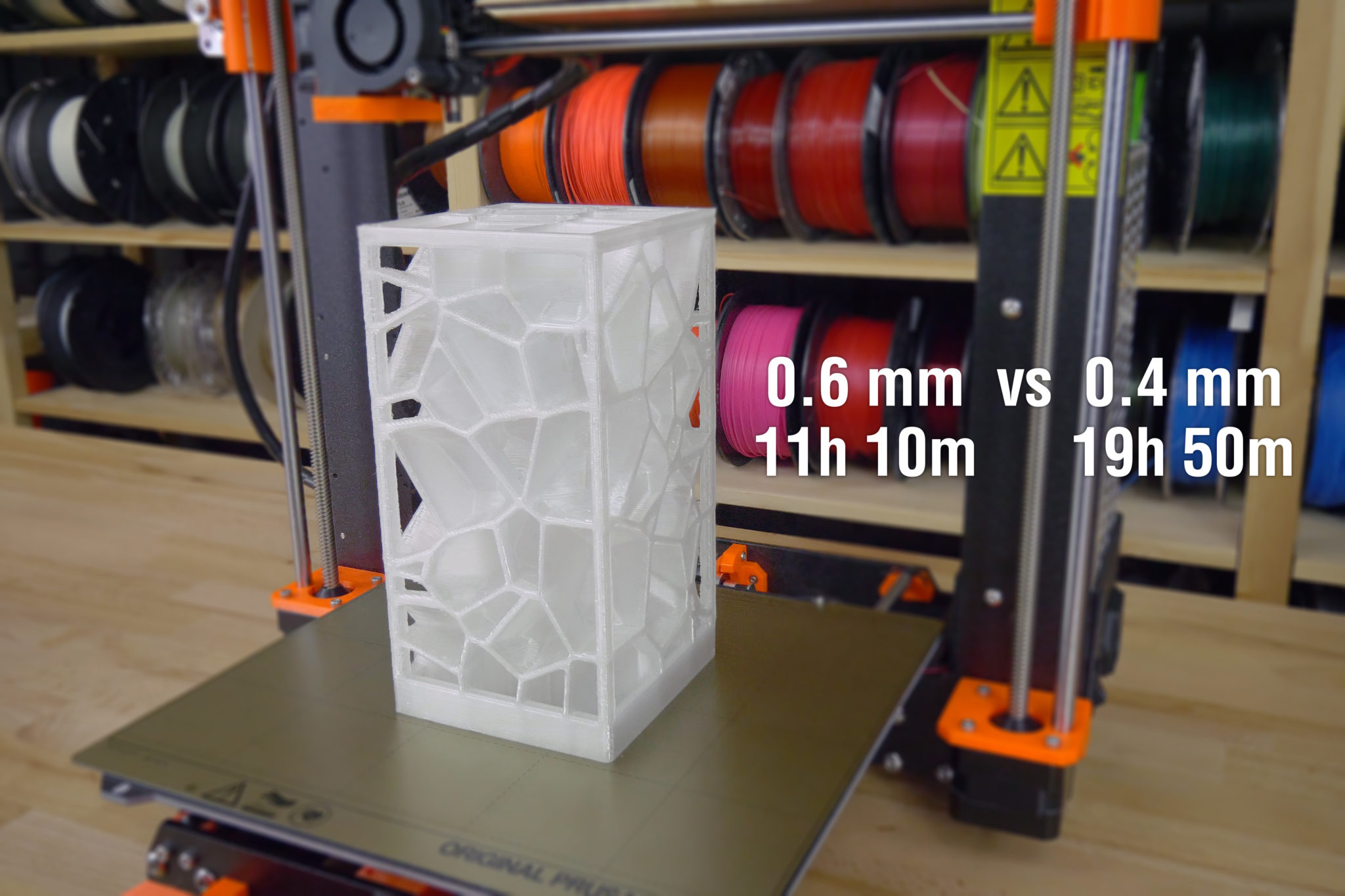
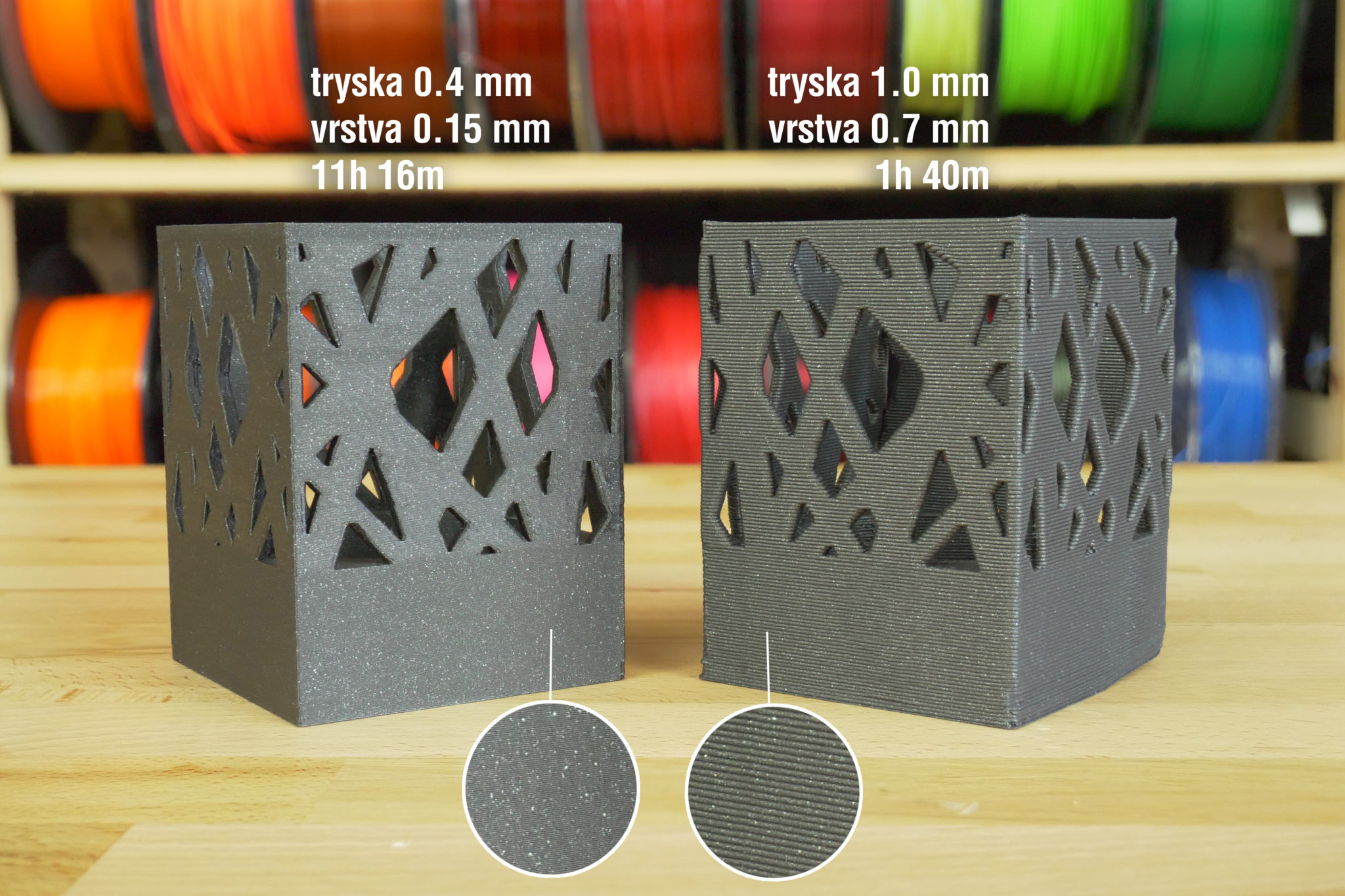
Lampa s voroného vzorem
Vzhledem k tvaru lampy, který je tvořená pouze z velkých rovných hran, opět neztrácíme téměř nic na kvalitě. Tryska 0.6 mm potřebuje na stejnou šířku stěny o jeden perimetr méně (3 perimetry s 0.4 mm vs 2 perimetry s 0.6 mm), tato časová úspora se postupně nástřadala a rozdíl v době tisku dosáhl téměř 9 hodin.
Tryska s průměrem 1mm
1 milimetr?! Ano, opravdu vidíte dobře. Tryska s průměrem 1 mm zbourá vaše představy o 3D tisku. Místo desítek hodin dokončíte i opravdu velké výtisky během pár hodin. Proti 0.4mm trysce můžete často dosáhnout i více než 5× rychlejšího tisku.
Jenže zrychlení má samozřejmě svou cenu, s tryskou s průměrem 1 mm budete typicky tisknout alespoň půlmilimetrové vrstvy, často ale klidně i vyšší. Vrstvy budou na modelu opravdu velmi viditelné, což ale nemusí nutně vadit. V některých případech to může dokonce vdechnout modelu zajímavou estetiku, kterou byste jiným způsobem těžko napodovali. Což si opět ukážeme na praktických příkladech.
Výhody
Extrémně rychlý tisk
Velmi pevné výtisky
Zajímavý vzhled s viditelnými vrstvami
Téměř nulové riziko ucpání trysky
Nevýhody
Absence detailů
Viditelné vrstvy
Velmi špatně odstranitelné podpory
Příklady praktického použití – 1 mm
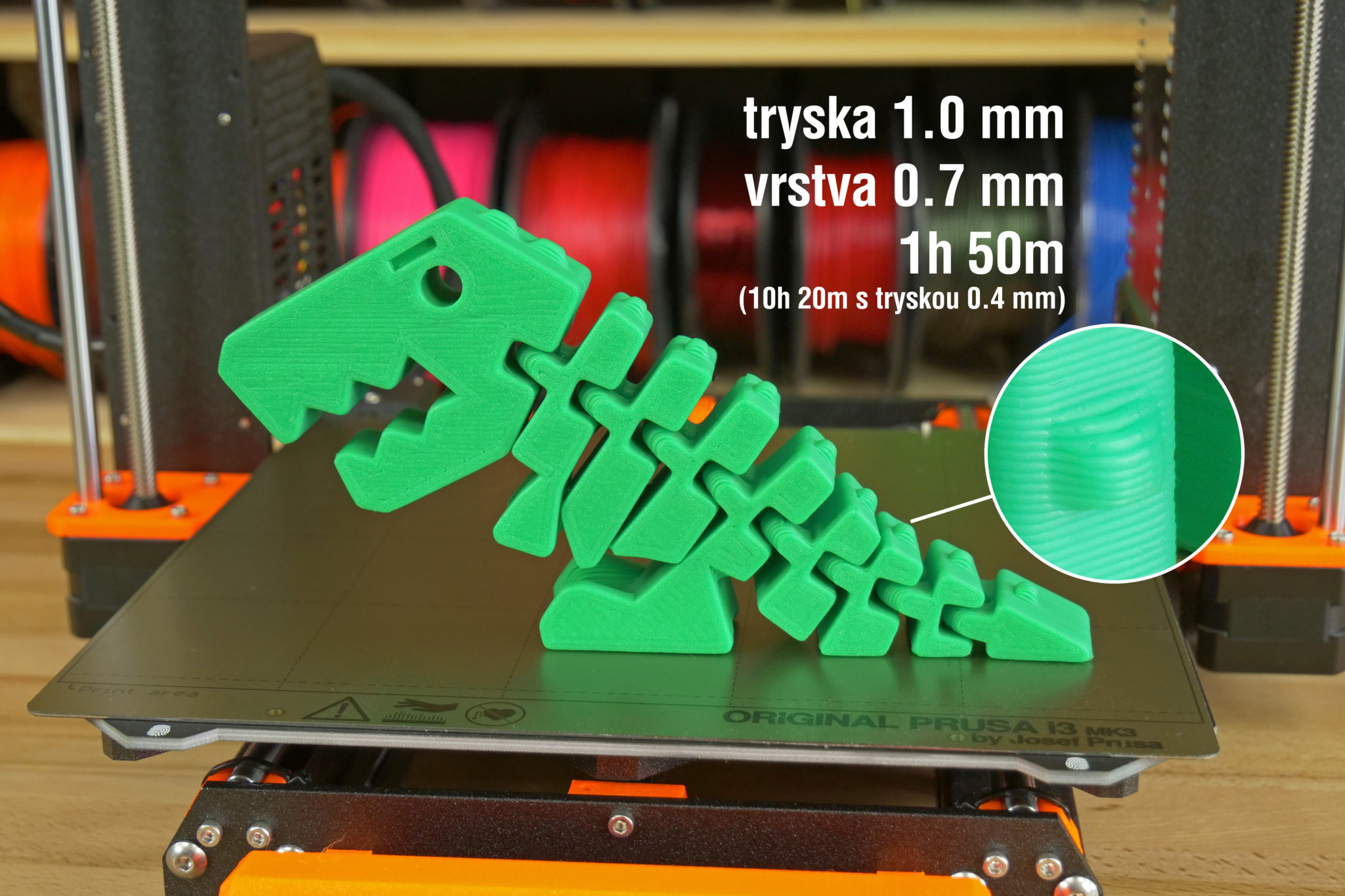
Dinosaurus – hračka pro děti
Překvapivou výhodou trysky s průměrem 1.0 mm je její přirozené zaoblení všech hran. To se hodí například při tisku hraček pro děti, protože i při neopatrném zacházení s hračkou nehrozí nebezpečí pořezání o ostrou hranu modelu. A navíc se model vytiskl více než 5× rychleji než s výchozí tryskou 0.4 mm.
Stojánek na tužky
Čiré výtisky bez výplně
Modely tištěné z čirého filamentu (například PETG) bez výplně a s velmi vysokou výškou vrstvy velmi zajímavě lámou světlo. A to hlavně pokud si vystačíte jen s jedním až dvěma perimetry. Podobný vzhled byste se jinak jen složitě napodovali.

Shrnutí
Pokud bychom vám mohli doporučit jen jednu trysku jako alternativu k výchozí 0.4mm trysce, byl by to model s průměrem 0.6 mm. Zkracení doby tisku je opravdu výrazné, a i přesto je možné s ní tisknout krásné výtisky. Tisknete-li drobné modely s textem, šperky nebo loga, stojí za pokus i menší tryska s průměrem 0.25 mm. Tryska s průměrem 1 mm má spíše okrajové využití, ale o to větší zábava je s ní tisknout. I originální trysky od E3D, které můžete zakoupit například v našem e-shopu, stojí jen něco málo přes 150 korun. Velmi malou investicí tak můžete výrazně rozšiřit své možnosti 3D tisku.
Jak se ale nastavuje průměr trysky na libovolný průměr přímo na tiskárně? V aktuálním FW je pouze možnost volby ze tří průměrů, ale pokud mám trysku například 0,5mm, nastavení chybí.
Řeším trysku 0.2 mm. Také žádné předvolby. Co s tím?
Jj, vyvojari o tom vedi a pry je to v planu do nejakeho budouciho updatu firmwaru. On je to svym zpusobem problem, kazda tryska je malicko jina a ani 0.6 nemusi znamenat stejnou 0.6 – staci prohodit mosaz za ocel a hned ladime prvni vrstvu, teploty a kdeco. Nastaveni trysky ve firmwaru podle vseho nema zadny prakticky efekt krom varovani, kdyz zkusime tisknout gcode pripraveny pro jinou – a to se da snadno vypnout ve sliceru, ostatne reseni absence volby 0.8 v provedeni prusa research je aktualne prave ve zruseni toho warningu…
Ono je to celkove slozitejsi, nejvetsi risk je, ze tryska bude moc nizko pro aktualne nastavenou uroven prvni vrstvy a tryska poskrabe podlozku – tady taky vedi, ze by bylo fajn po nastaveni nove trysky ve fw neco udelat, aby to nehrozilo. Podle meho testovani je rozdil mezi 0.4 a 0.8 zhruba 0.3mm vysky – tedy 0.8 prakticky brousi desku, kdyz zustane nastaveni prve vrstvy beze zmeny. Nastesti tohle umi resit aspon slicer, kde se da udelat uprava pro kazdou trysku a lze tam udelat i nezavisle profily pro ruzne druhy stejne tlustych trysek.
Cili, nastaveni trysku ve fw ignoirovat, pokud pouzivate jinou trysku nez jsou ty dostupne, tak uz snad mate i dost zkusenosti a zvladnete to i bez toho. Jo, bylo by krasny mit trysky ve fw reseny uplne stejne jako podlozky, tedy kazda tryska vlastni nastaveni vuci podlozce. Ale deska v MKS je jednoducha 8bit potvora, ktera umoznuje maximalni spolehlivost trivialnich operaci a doplnovani dalsich vychytavek muze byt zasadnim problemem. Ale podle zkusenosti z prumysloveho vysivani je graficky display a komplikovane rizeni uplne spatne, je to pomaly, nespolehlivy a drahy. Jako priklad Tajima rad TFMX a TFHX, vysivaky za milion a vic, rozdil mezi jednoduchym ovladacem a hyperduper grafickym kolem sta tisic a v praxi spise ztrata, protoze se porad ceka az to neco udela a pak to klidne bez varovani skoci na nahodnou stratovni pozici, protoze ma na disku jen polovinu volneho mista. Vedle toho trivilani 8bit ovladace reaguji temer okamzite skoro na vsechno a nikdy mi neudelaly danou nahodnou chybu. Takze z meho podlehu je mini prilis riskantni zalezitost a sirsi moznosti ovladani za to rad obetuju.
Me by zajimalo jak je to se zminovanou pevnosti. Pokud mam stenu misto ze 3 svislych tenkych perimetru udelanou ze 2 sirsich, mam "tak nejak pocit", ze pevnost, mezivrstvova prilnavost musi byt horsi. Nevite jak je to? Dik moc.