






Koła do modelu zdalnie sterowanego, obudowy na smartfony czy kamery GoPro – są to rzeczy, których nie możesz (lub nie warto) drukować z filamentów takich, jak PLA czy PET-G. Jest jednak rodzina specjalnych filamentów idealnych do tych zadań – są to filamenty elastyczne! Mogą być dość kłopotliwe w drukowaniu, więc postanowiliśmy przygotować ten poradnik, który pomoże Ci sobie z nimi poradzić!

Drukowanie z filamentów elastycznych jest kolejnym sposobem rozwinięcia możliwości Twojej drukarki 3D. W przeciwieństwie do większości materiałów (takich jak PLA czy PET-G), oferują one giętkość, świetną przyczepność warstw oraz elastyczność. Drukowane modele będą nie tylko giętkie, ale również bardzo wytrzymałe na zużycie i uszkodzenia mechaniczne. Mają jednak pewne wady. Wymagają znacznie więcej przygotowań i ustawień przed drukowaniem – krótko mówiąc, doświadczenie w druku 3D będzie bardzo mile widziane.

Nasza Original Prusa i3 MK3 jest zaprojektowana, aby mogła drukować wieloma filamentami, wliczając w to „elastyki”. Aby jednak ułatwić i uprzyjemnić pracę z nimi, przeprojektowaliśmy ekstruder do wersji MK3S. Warto również pobrać najnowszą wersję PrusaSlicer, ponieważ ma wbudowaną funkcję aktualizacji ustawień (więcej informacji znajdziesz tutaj). Przyjrzyjmy się optymalnym ustawieniom dla filamentów elastycznych.
Dwa rodzaje filamentów elastycznych są używane do druku 3D: TPE (Thermoplastic Elastomer – elastomer termoplastyczny) i TPU (Thermoplastic Polyurethan – poliuretan termoplastyczny). Pomimo, że mają różne nazwy, TPU jest rodzajem TPE, a główną różnicą jest różna twardość w skali Shore’a. TPU są zazwyczaj twardsze i mieszczą się w zakresie 60A-90A Shore’a (patrz niżej).
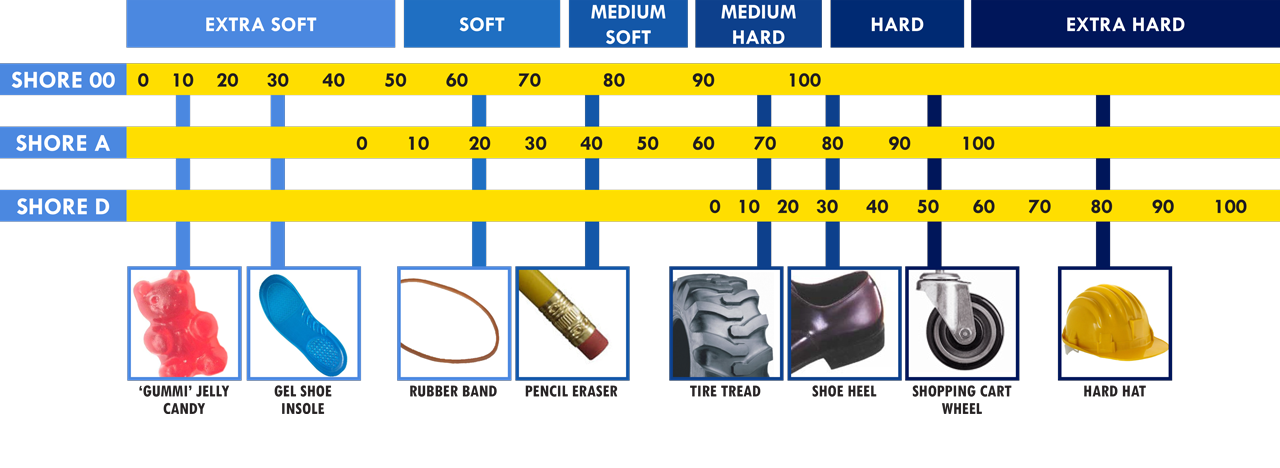
Skala twardości Shore’a, źródło: smooth-on.com
Jak już wspomnieliśmy, głównymi zaletami tych materiałów są: giętkość, trwałość i elastyczność. Trwałość jest wynikiem doskonałej przyczepności warstw. Wydruki mogą znieść duże obciążenia mechaniczne bez łamania się, co oznacza, że można ich używać np. do drukowania gumowych podkładek lub części narażonych na naprężenia.
Wśród wad są: powolne drukowanie, słabe mosty i nitkowanie. Pamiętaj również, że nie każdy model nadaje się do wydrukowania z filamentu elastycznego. Ogólnie mówiąc, czym bardziej miękki materiał, tym trudniej go drukować, np. miękkie TPE mają tendencję do odklejania narożników wydruków od podgrzewanego stołu. Najlepsze rezultaty otrzymujemy z TPU o twardości 92A i 98A (dostępne w naszym sklepie online).
Porady dot. użytecznych wydruków elastycznych
Co tak właściwie możemy wydrukować z elastyków? Przetestowaliśmy kilka prostych modeli przydatnych w codziennym życiu i zabawie. Zapytaliśmy również społeczność na Twitterze o inspirację i dostaliśmy dziesiątki fajnych modeli – znajdziesz je pod linkiem!
Na początek stwierdziliśmy, że fajnie byłoby wydrukować opony do modeli zdalnie sterowanych. Wydrukowane z 92A flexfill wyglądają na prawdę dobrze, jednak nie są zbyt przyczepne ze względu na twardość filamentu. Z tego powodu ten materiał nadaje się bardziej do opon do samolotów zdalnie sterowanych. Możesz zmienić ogólną twardość modelu zmieniając gęstość wypełnienia i liczbę obrysów – jeśli będą zbyt duże, to opony będą zbyt twarde, przez co możesz stracić główną zaletę używania takiego filamentu.

Po lewej: Flexfill 98A z 2 obrysami i 8% wypełnieniem. Po prawej: Flexfill 92A z 1 obrysem i 8% wypełnieniem.
Następnie wydrukowaliśmy własną pieczątkę. Rezultat może być całkiem zadowalający z miękkim filamentem. Pieczątka musi mieć gładką powierzchnię, dlatego ważne jest, aby wyszlifować powierzchnię gotowego wydruku lub położyć ją na gładkiej powierzchni stołu.

Wiele osób doceni możliwość wydrukowania obudowy ochronnej na smartfona lub kamerę GoPro. Próbowaliśmy zarówno miękkich, jak i twardszych materiałów i obydwa warianty dobrze się sprawdzają, jednak niektóre obudowy są niemożliwe do wydrukowania bez podpór. Wymagana będzie zmiana ustawień lub zaakceptowanie gorszej jakości mostów w porównaniu do PLA i innych powszechnie używanych materiałów.

Przygotowanie drukarki i zmiana ustawień
1) Poluzuj dźwignię dociskową ekstrudera tak bardzo, jak to możliwe, zanim załadujesz filament. Istnieje duże ryzyko, że filament zawinie się wokół kół zębatych ekstrudera, jeśli nacisk będzie zbyt duży.
2) Nałóż cienką warstwę kleju na powierzchnie stołu (sprawdzi się zwykły klej do papieru). Jest to konieczne przy gładkiej płycie z arkuszem PEI oraz satynowej. Bez kleju, wydruk będzie przylegał zbyt silnie do powierzchni, co może doprowadzić do jego uszkodzenia. Nie musisz używać kleju na płycie teksturowanej. Alternatywnie (dla TPE), możesz nakleić taśmę klejącą na stół – tak, jak na tym filmie. W profilu domyślnym w PrusaSlicer stół jest ustawiony na 50°C – jest to optymalna temperatura dla Flexfill 92A i 98A, jednak inne filamenty mogą wymagać innych ustawień. Na przykład, TPE nie utrzyma się na stole przy tej temperaturze.
3) Musisz znacznie zwolnić druk – bezpieczną prędkością jest 20 mm/s. Ogólnie zalecaną, najwyższą prędkością dla elastyków jest 30-40 mm/s, a wyższe powodują ryzyko zatkania dyszy. Zalecamy używanie profilu „Flexfill 98A lub Filatech FilaFlex40“ w PrusaSlicer. Zawiera optymalne ustawienia prędkości i przepływu objętościowego – 1,5 mm3/s, co przekłada się na około 17 mm/s przy warstwie 0,2 mm).
4) Przechowuj filament w suchych warunkach. Materiały elastyczne wchłaniają wilgoć i są trudne w przetwarzaniu jeśli są przechowywane w niewłaściwy sposób.
Jak uzyskać lepiej wyglądające wydruki
1) Zalecamy ustawienie niższej gęstości wypełnienia, jeśli chcesz, żeby wydruki były bardziej elastyczne. Warto jednak dodać więcej górnych warstw (Ustawienia druku – Warstwy i obrysy – Powłoka pozioma). Jak już wspomnieliśmy, drukowanie mostów zazwyczaj wychodzi słabo i Twój model może mieć dziury.
2) Ustaw retrakcję tak nisko, jak to możliwe. Jeśli masz problem ze znalezieniem optymalnego ustawienia, to wyłącz ją całkowicie, następnie podnoś w małych odstępach. Zbyt długa retrakcja to ryzyko zatkania dyszy lub zawinięcia filamentu wokół radełek ekstrudera. Nasz profil w PrusaSlicer zawiera przetestowane i zoptymalizowane ustawienia, więc w większości przypadków wystarczy zostawić je bez zmian. Zwracamy uwagę, że połączenie filamentu elastycznego i niskiej retrakcji będzie oznaczać duże nitkowanie, co jest nieuniknione. Jeśli wydruk jest pokryty „pajęczyną” lub ma pojedyncze nitki, możesz usunąć je ostrożnie opalarką lub lutownicą gazową – zachowaj jednak najwyższą ostrożność, aby się nie poparzyć i nie uszkodzić wydruku!
3) Zwiększ zalecaną temperaturę dyszy o 5°C lub więcej. Dysza może stawiać zbyt duży opór przepływu filamentu, co może spowodować braki ekstruzji lub całkowite niepowodzenie. Wyłącz chłodzenie wydruku.
4) Jeśli potrzebujesz podpór, ustaw odstęp między nimi, a modelem na co najmniej 0,3 mm (w PrusaSlicer: Ustawienia druku – Materiał podporowy – Odstęp w osi Z). W innym przypadku wysoka przyczepność warstw sprawi, że ciężko będzie je usunąć.
Podsumowując możliwości drukowania filamentów elastycznych: wydruki nadają się raczej do użytku praktycznego, niż estetycznego, ale mogą otworzyć zupełnie nowe możliwości dla Twojej drukarki 3D. Mamy nadzieję, że nasze porady pomogą Ci przezwyciężyć możliwe problemy i doprowadzą do wydrukowania czegoś niesamowitego. Jeśli tak się stanie, nie zapomnij podzielić się z nami zdjęciami – możesz to zrobić w komentarzu lub przez media społecznościowe. Dzięki naszej społeczności, inspirację możesz znaleźć na Twitterze.
Musisz się zalogować, aby móc dodać komentarz.