





Avrete notato che sono presenti nuove trame di riempimento nella nuova versione di PrusaSlicer (2.3). Ora, con l’enorme quantità di opzioni, potreste sentirvi sopraffatti dalle molteplici possibilità. Quale riempimento dovresti scegliere? Esiste una singola trama universale adatta per tutti i modelli? O bisogna scegliere in base al caso specifico? Diamo un’occhiata a quello che possiamo ottenere usando il giusto riempimento regolando i suoi parametri.
Cosa è il riempimento e in che modo è utile?
Per prima cosa, facciamo un rapido riassunto di cosa sia un riempimento e perché sia importante. Se si è un professionista della stampa 3D, si può saltare questo capitolo, ma non fa mai male ripassare le basi, giusto?
I modelli 3D raramente vengono stampati con un riempimento del 100% o completamente vuoti. Al contrario, possiamo utilizzare un metodo che riempie l’interno dell’oggetto con strutture di supporto. Questo sistema aiuta a mantenere il modello solido e previene la formazione di spazi e buchi sulla superficie dell’oggetto. I modelli solidi (con riempimento al 100%) richiedono molto filamento e tempo. Inoltre, in molti casi, i modelli solidi non forniranno delle proprietà meccaniche migliori rispetto ai modelli con un riempimento più rado. Se si decide di stampare un modello senza riempimento, si rischia che la superficie del modello venga compromessa: potrebbero esserci dei piccoli spazi o anche grossi buchi. È abbastanza ovvio che la miglior soluzione risieda a cavallo tra i due estremi. Con le giuste impostazioni di riempimento è possibile risparmiare un sacco di materiale e parecchio tempo, ma anche creare delle interessanti trame sulla superficie.
La maggior parte delle volte, ha poco senso impostare una densità di riempimento superiore al 40 %. I nostri test hanno rilevato che la miglior impostazione di densità è del 10-20% , ed abbiamo implementato questo valore nei nostri profili di PrusaSlicer. Il 10-20% è il bilanciamento ideale tra resistenza, affidabilità di stampa, tempo di stampa e consumo di materiale. Certamente, per alcuni oggetti, un riempimento del 5% (o anche meno) può essere sufficiente, specialmente per semplici parti grandi stampate in PLA. Con una densità superiore al 20% si ottiene una forza maggiore. Tuttavia, è possibile ottenere lo stesso effetto anche aggiungendo più perimetri (Impostazioni di stampa/Layer e perimetri). Con impostazioni di stampa differenti è possibile cambiare non solo la struttura interna e le proprietà meccaniche, ma anche la velocità di stampa, il consumo di materiale e la superficie dell’oggetto.
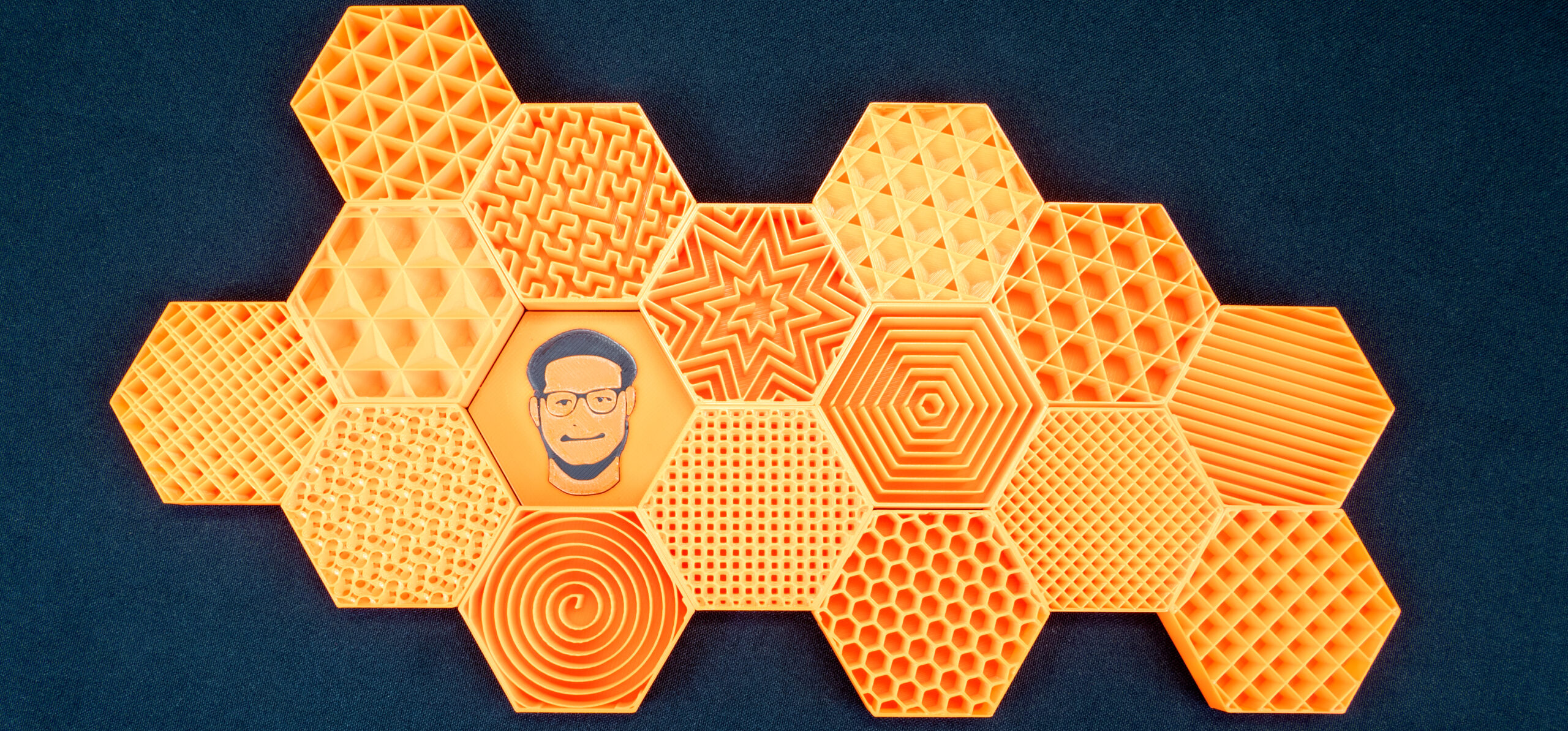
Prima di tuffarci nelle impostazioni avanzate, diamo una rapida occhiata a tutti i tipi di riempimento disponibili e alle loro proprietà.
Tipo di riempimento e proprietà
L’elenco dei riempimenti è cresciuto molto e potrebbe essere difficile scegliere il tipo giusto. Anche se si può pensare che differiscano soprattutto nell’aspetto, è vero il contrario. Ad esempio, alcuni tipi di riempimento possono farci risparmiare molto materiale e tempo, altri possono essere riempiti di liquido, ecc.
Rettilineo
Il Rettilineo è una delle trame di riempimento più basilari. Crea una griglia rettilinea creando un layer in una direzione e il layer successivo ruotato di 90° ecc. In questo modo, risparmia filamento e non accumula materiale negli incroci (al contrario della trama a Griglia). È uno dei riempimenti più veloci da stampare.
Questo tipo di riempimento è l’unico consigliato per un riempimento al 100%. Se si ha una qualunque trama di riempimento impostata e si imposta la densità al 100%, PrusaSlicer cambierà automaticamente il tipo di riempimento impostandolo sul tipo rettilineo.
Allineato rettilineo
Questo riempimento è formato da linee parallele disegnate dentro il modello, che somigliano ai supporti stampati fuori dal modello. Simile al tipo precedente, questo riempimento fa risparmiare tempo, ha un consumo di materiale nella media, e non accumula materiale negli incroci. Tuttavia, l’utilizzo di questo riempimento può causare problemi quando la direzione delle linee del riempimento sono parallele alle linee del primo layer superiore – se sono perfettamente parallele, il layer superiore potrebbe riscontrare problemi di bridging.
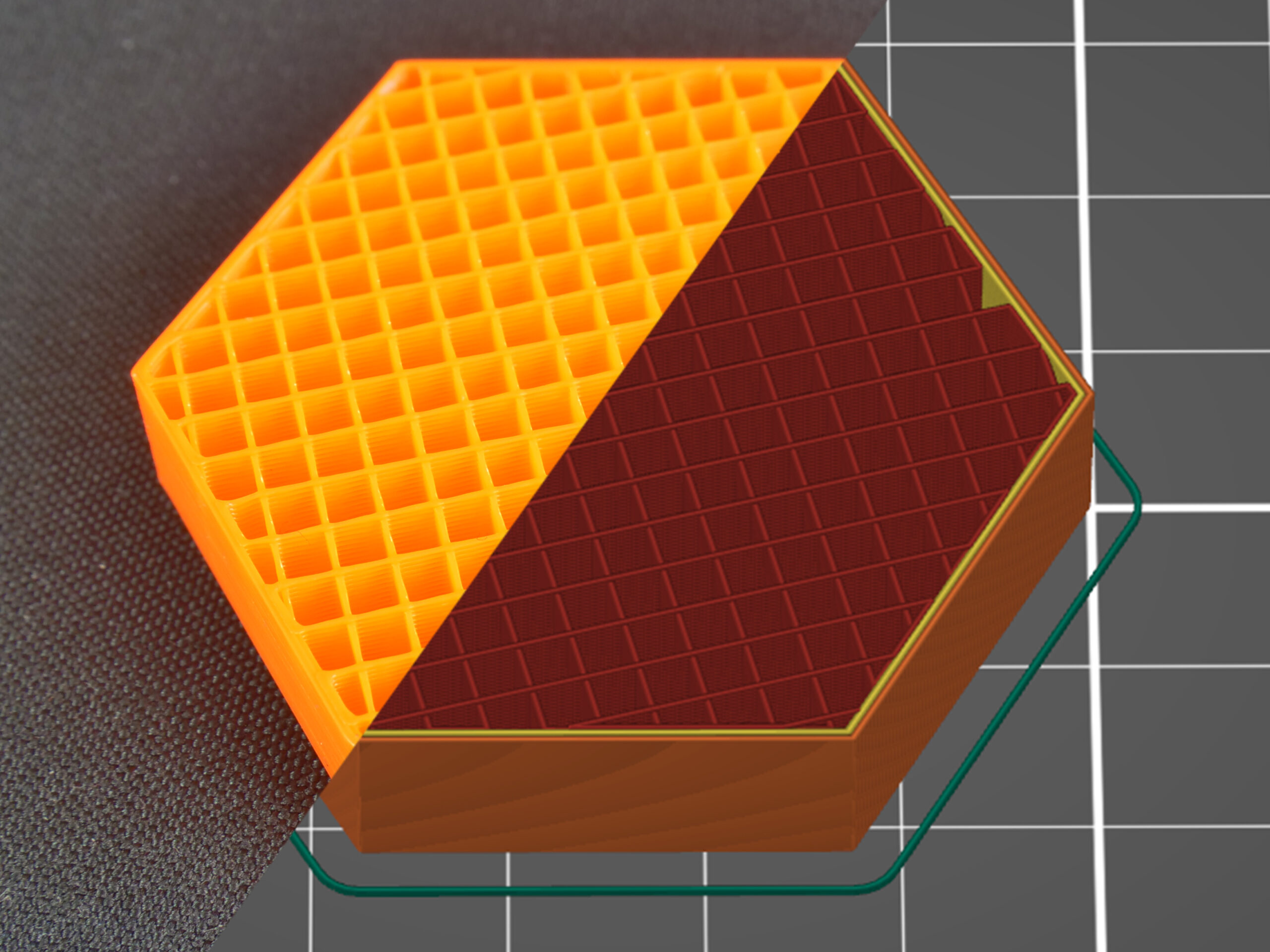
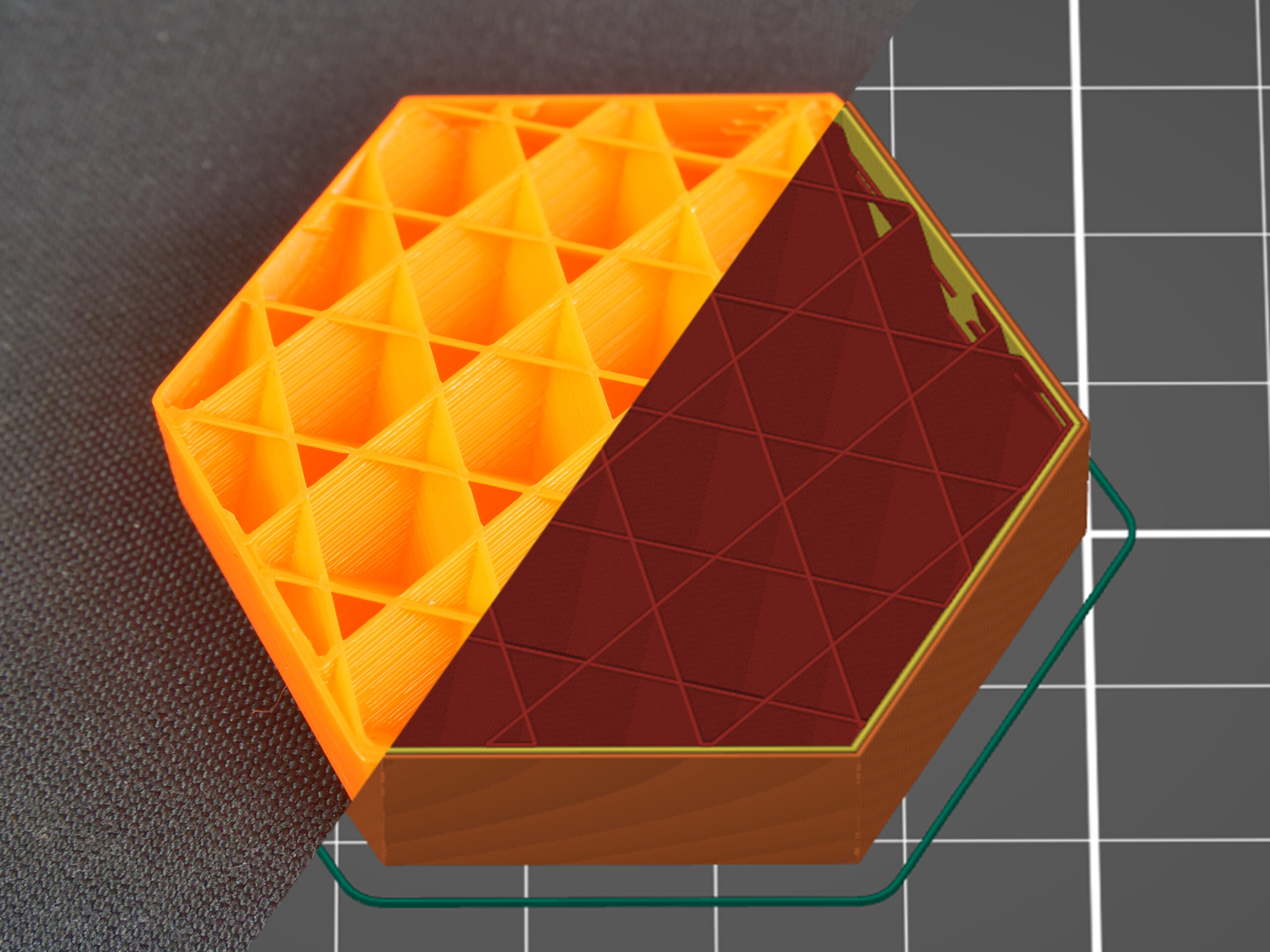
Griglia
Questo è una tra le varianti di riempimento più semplice e veloce. Diversamente dalla rettilinea, viene stampata in entrambe le direzioni (ruotate di 90°) in ogni layer. In questo modo, il materiale si accumula nei punti di incrocio del percorso. Il riempimento a griglia è più solido (e possiede una migliore adesione dei layer) rispetto al riempimento rettilineo, tuttavia, a volte può generare un rumore fastidioso o persino causare una stampa non riuscita a causa del passaggio dell’ugello sugli incroci dove si accumula il materiale.


A causa del modo in cui questo riempimento viene stampato, i percorsi si incrociano e causano l’accumulo del materiale in questi punti. Si può sentire un rumore specifico quando l’ugello colpisce queste parti. Questo può anche portare ad una stampa non riuscita
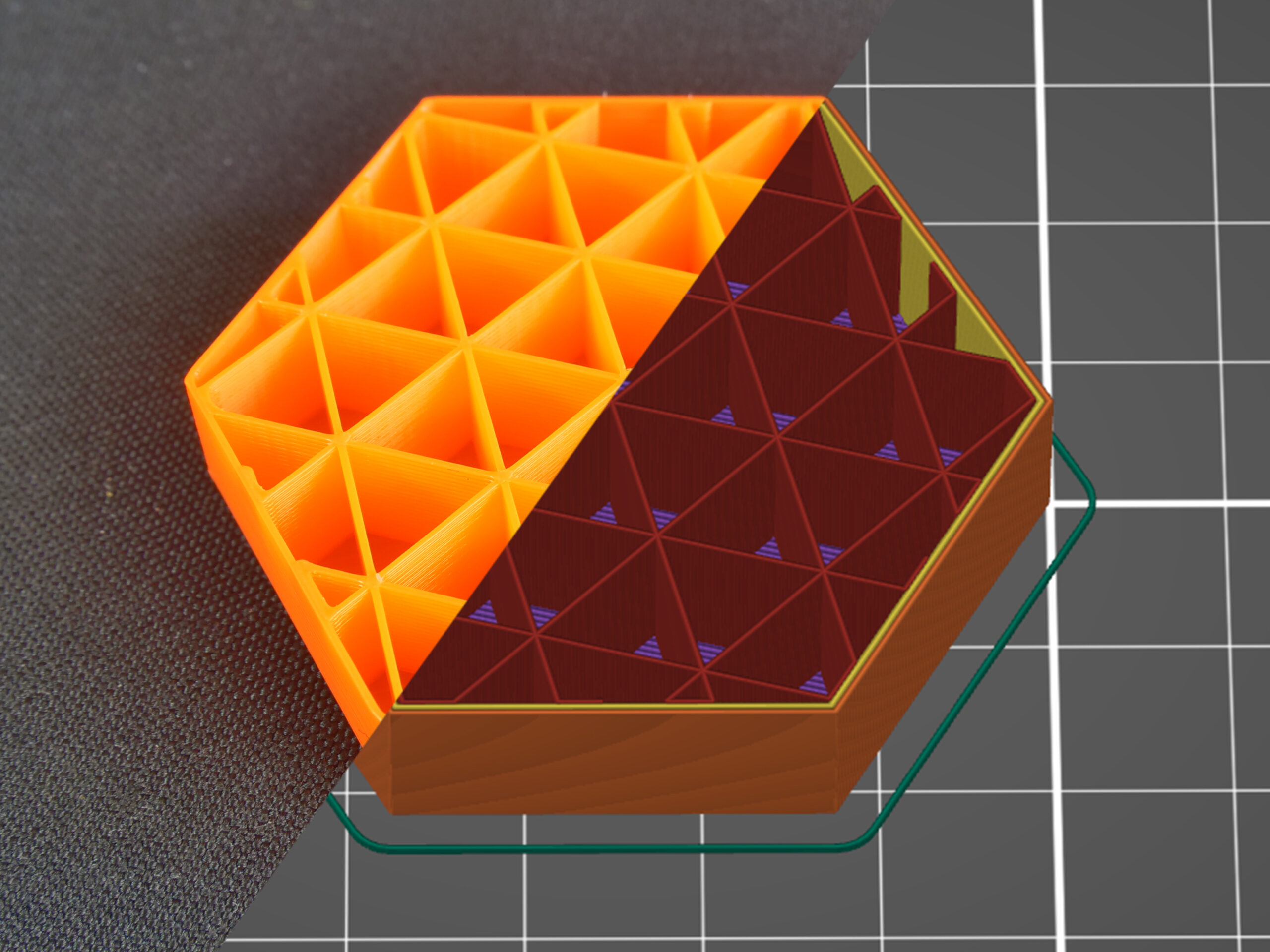
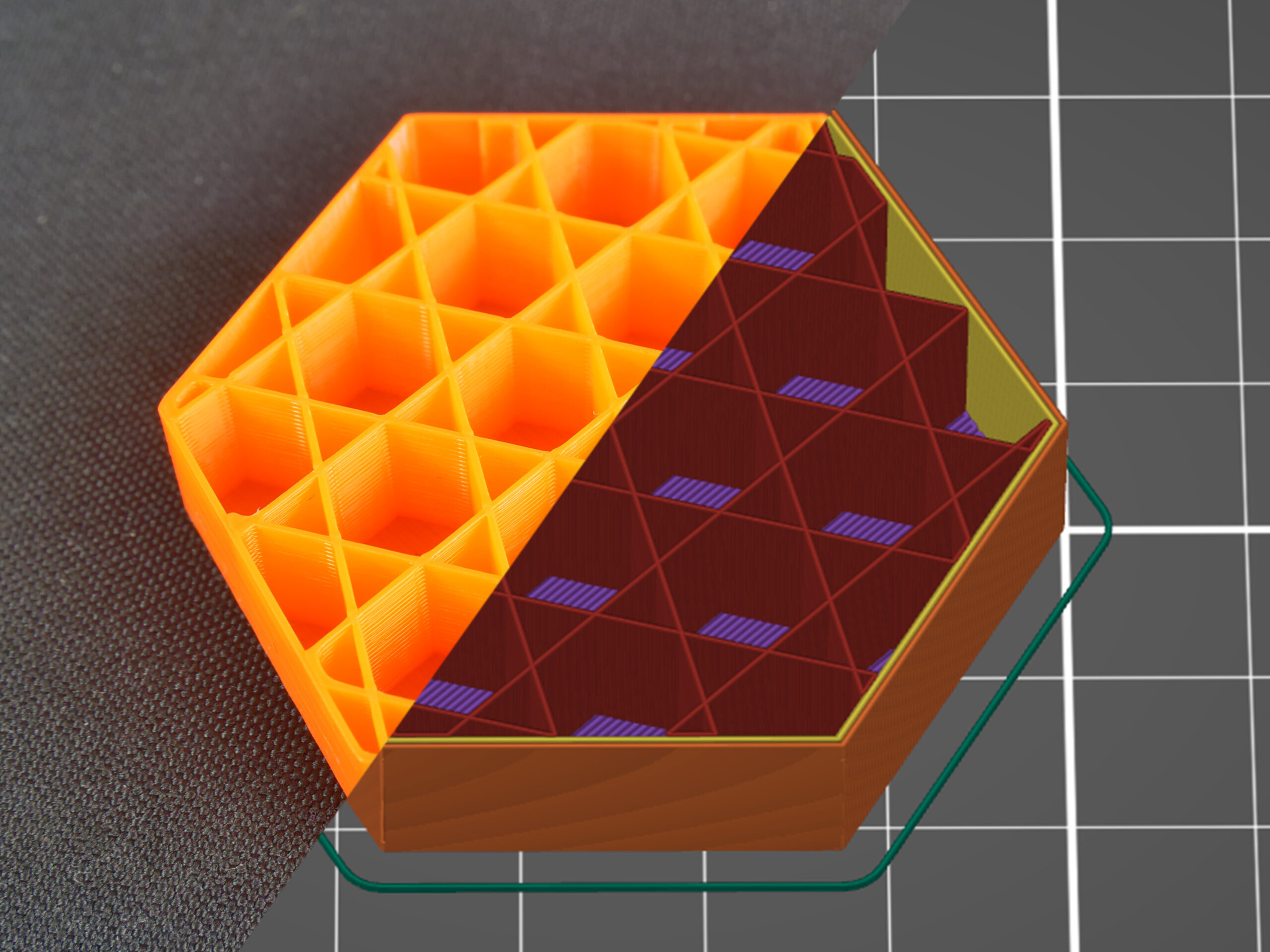
Triangoli
Questo riempimento lavora in maniera simile a quello a griglia – i percorsi attraversano in un layer, tuttavia, in questo caso sono stampati in tre direzioni formando una struttura triangolare. Il consumo di materiale e la tempistica sono quasi identiche alla griglia.
Stelle
Il riempimento a Stelle si basa sui triangoli ma i percorsi sono spostati per realizzare una stella a sei punte. Nuovamente, questo riempimento è creato da linee che si incrociano tra di loro ad ogni layer. Il consumo di materiale e di tempo è simile al precedente riempimento.
Cubico
Ancora una volta, questo è un riempimento con percorsi incrociati ad ogni layer. Tuttavia, diversamente dai precedenti, questo riempimento realizza dei cubi con un vertice orientato verso il basso. In questo modo si creano numerose tasche d’aria che potrebbero servire come isolante termico, o permettere all’oggetto di galleggiare in acqua (con filamenti waterproof come il PETG). Il tempo di stampa e il consumo di filamento non si discosta rispetto ai precedenti riempimenti.
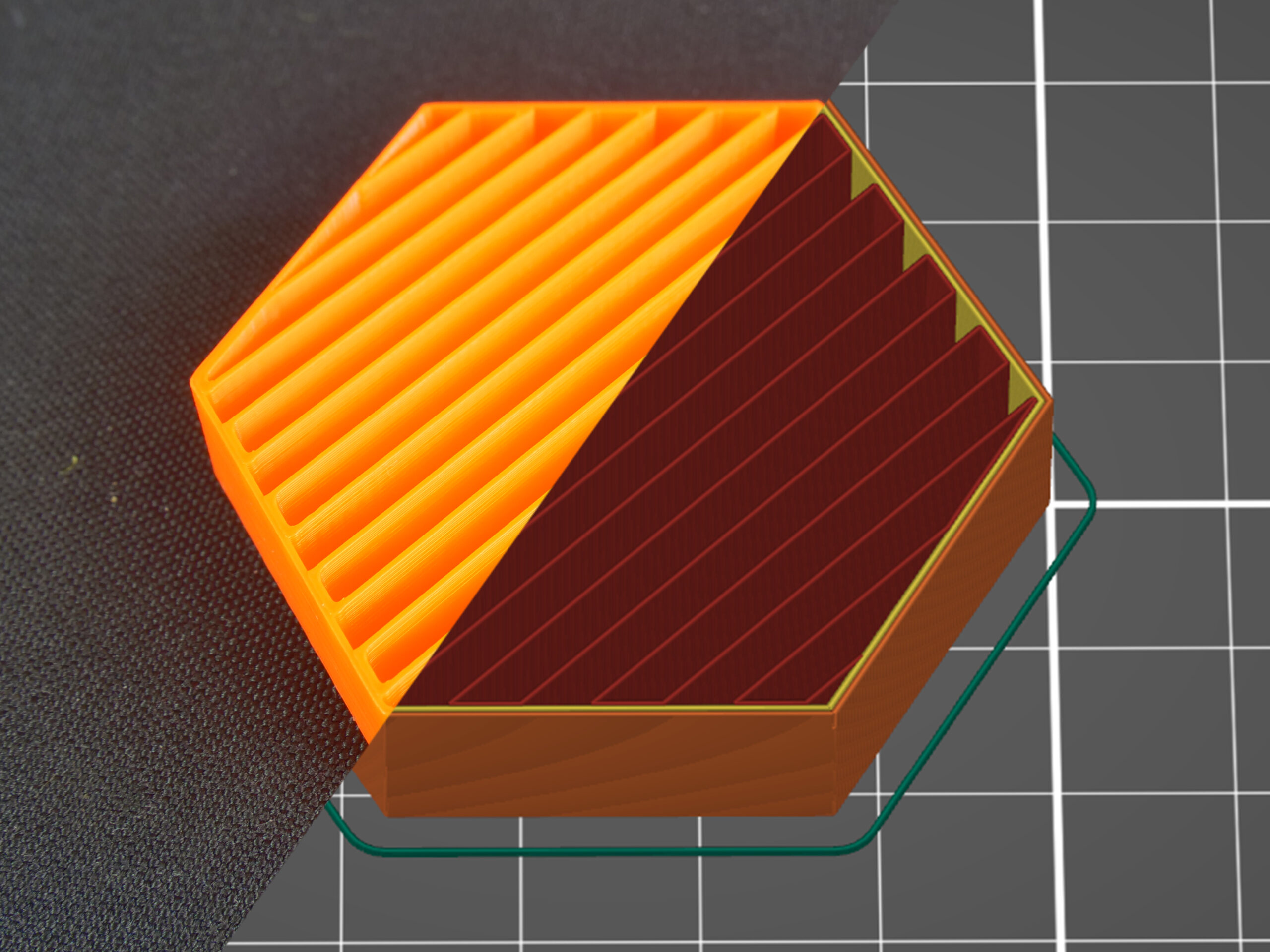
Linea
La Linea è un riempimento che non prevede l’incrocio dei percorsi sullo stesso layer. I suoi percorsi sono simili a quelli del riempimento rettilineo ma non sono paralleli tra loro. Invece, le linee vengono stampate con un angolo acuto. Non sorprende che questo riempimento sia simile al rettilineo quando si tratta di tempo di stampa e di consumo di materiale
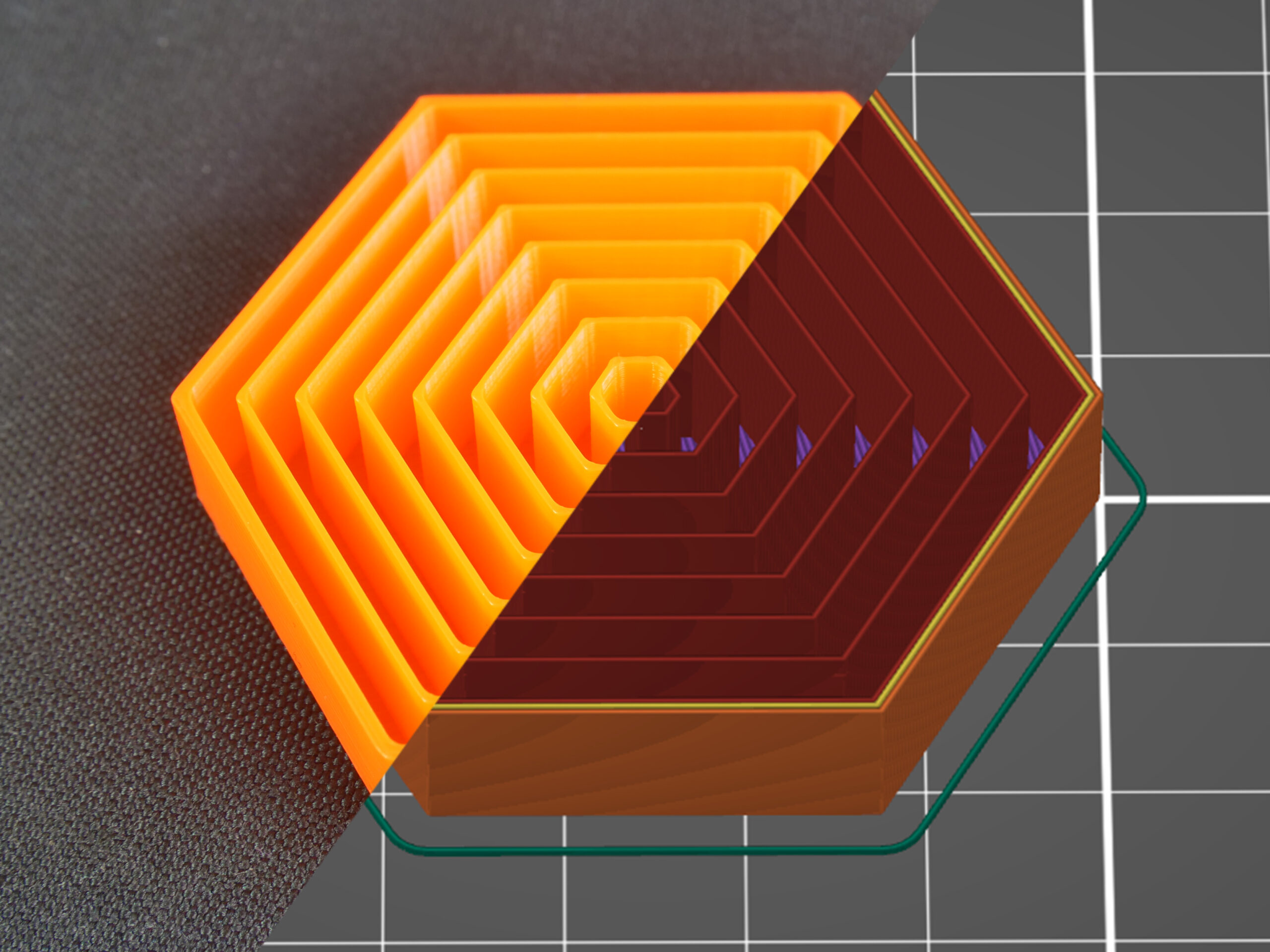
Concentrico
Il riempimento concentrico traccia le linee perimetrali del modello e le rende più piccole verso il centro. In altre parole: se si stampa un cilindro, il riempimento concentrico creerà dei cerchi concentrici all’interno di quel cilindro. Questo può essere utile con parti trasparenti o modelli flessibili (pneumatici RC per esempio). Lo svantaggio principale è il tempo speso per la stampa. Il consumo di materiale non è superiore ai precedenti tipi di modelli di riempimento.
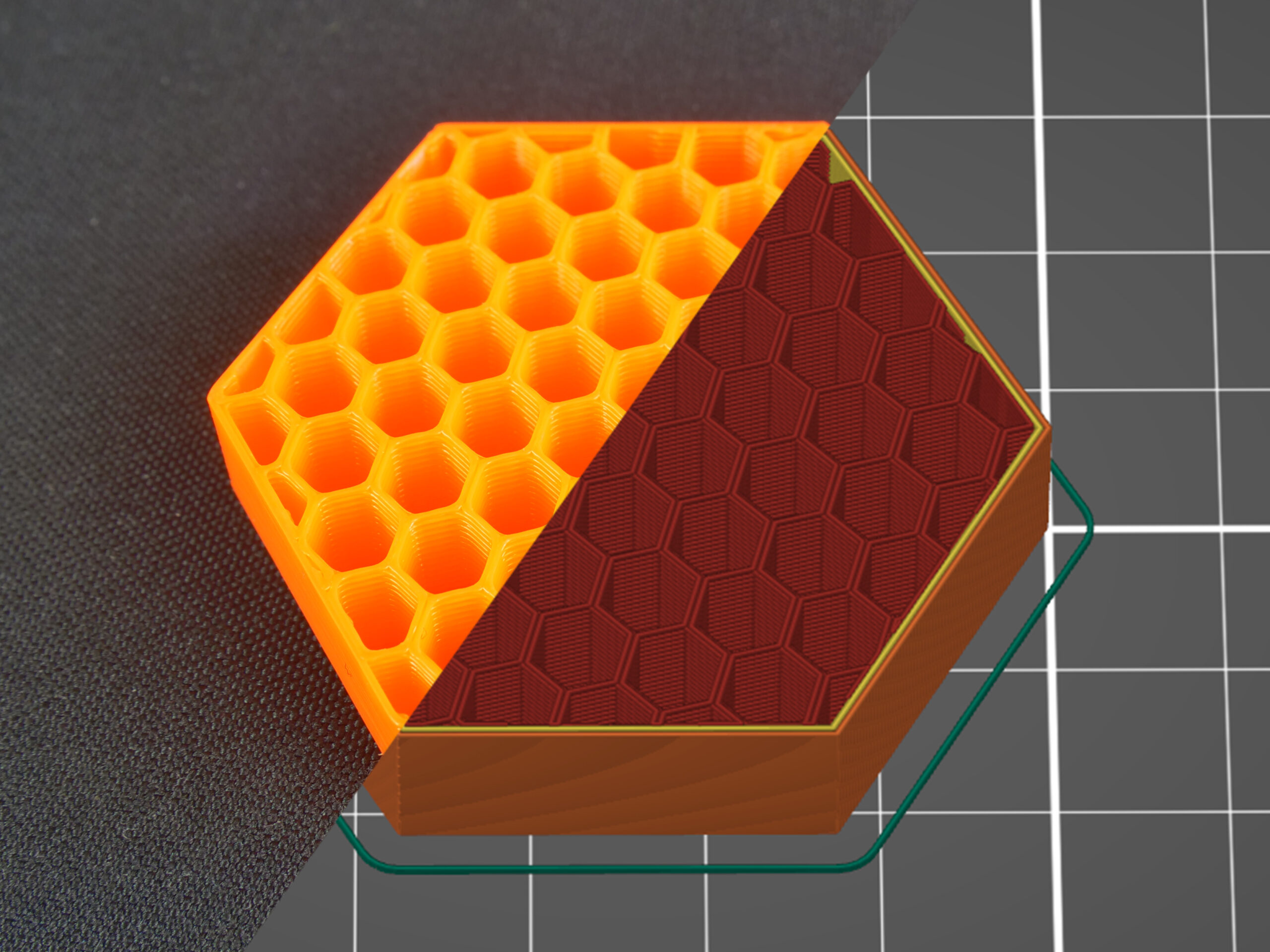
Nido d’ape
Questo riempimento stampa una griglia di esagoni. Il vantaggio principale è la resistenza meccanica e un percorso ottimale senza incroci. Lo svantaggio principale è rappresentato da un consumo maggiore di materiale (circa il 25% in più) rispetto ad altri riempimenti, e il tempo di stampa può richiedere fino al doppio delle opzioni descritte fin qui.
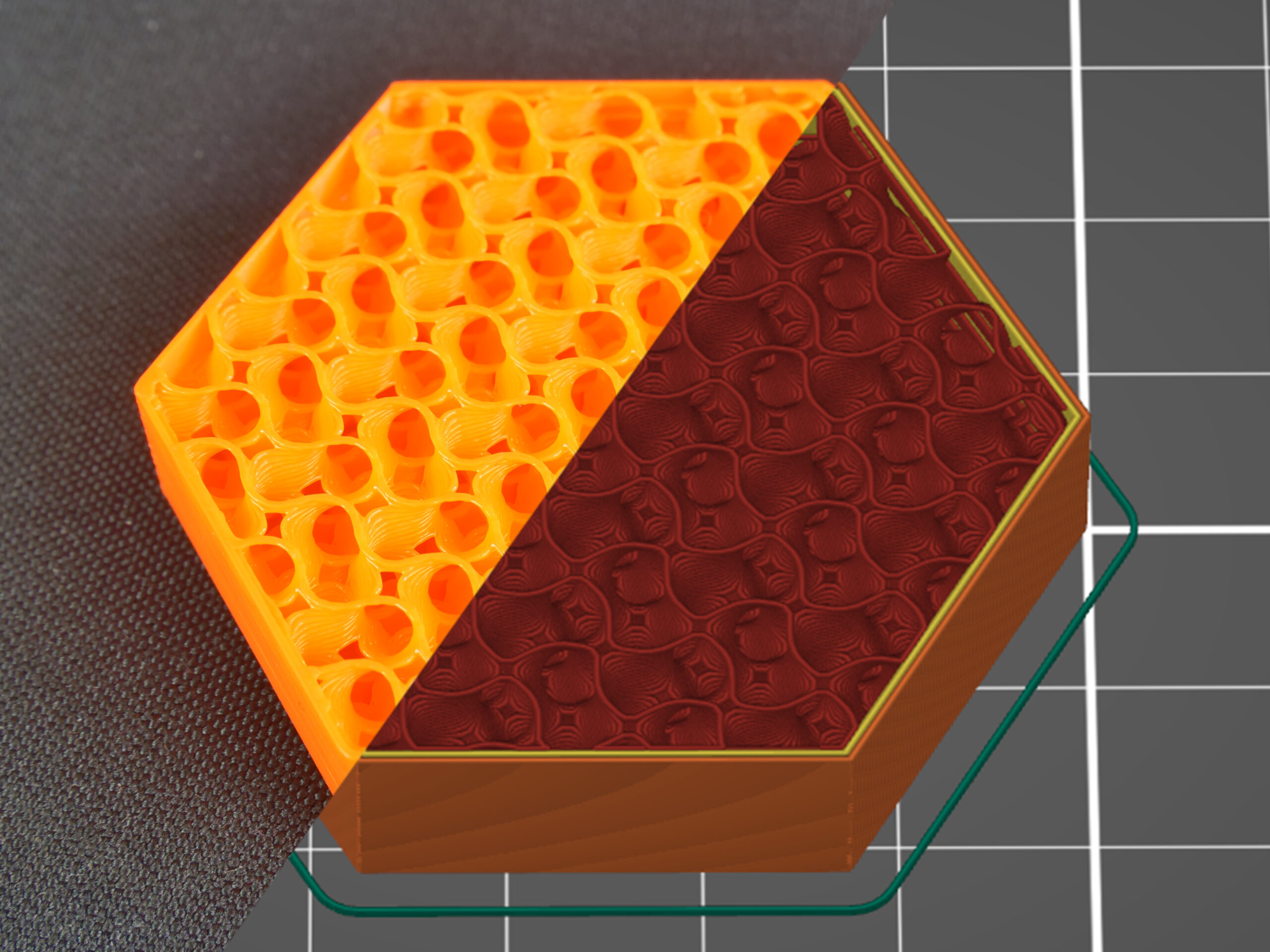
Nido d’ape 3D
Il Nido d’ape 3D stampa dei quadrati e ottagoni, piccoli e grandi, per creare delle colonne il spessore aumenta e diminuisce periodicamente. Anche questo riempimento non ha percorsi con linee incrociate sullo stesso layer, però, a causa dei percorsi di stampa, si creano dei piccoli spazi tra le linee. Il consumo del materiale e il tempo di stampa è leggermente peggiore rispetto alla trama a Nido d’ape semplice.

Giroide
Il Giroide è il nostro preferito ed è tra i migliori tipi di riempimento. È una delle poche strutture 3D che forniscono un grande supporto in ogni direzione. Inoltre è stampato relativamente veloce, risparmia materiale, non ha linee incrociate sullo stesso strato e ha un ottimo aspetto. La speciale forma di questo riempimento permette di riempirlo di resina epossidica o di un altro liquido.
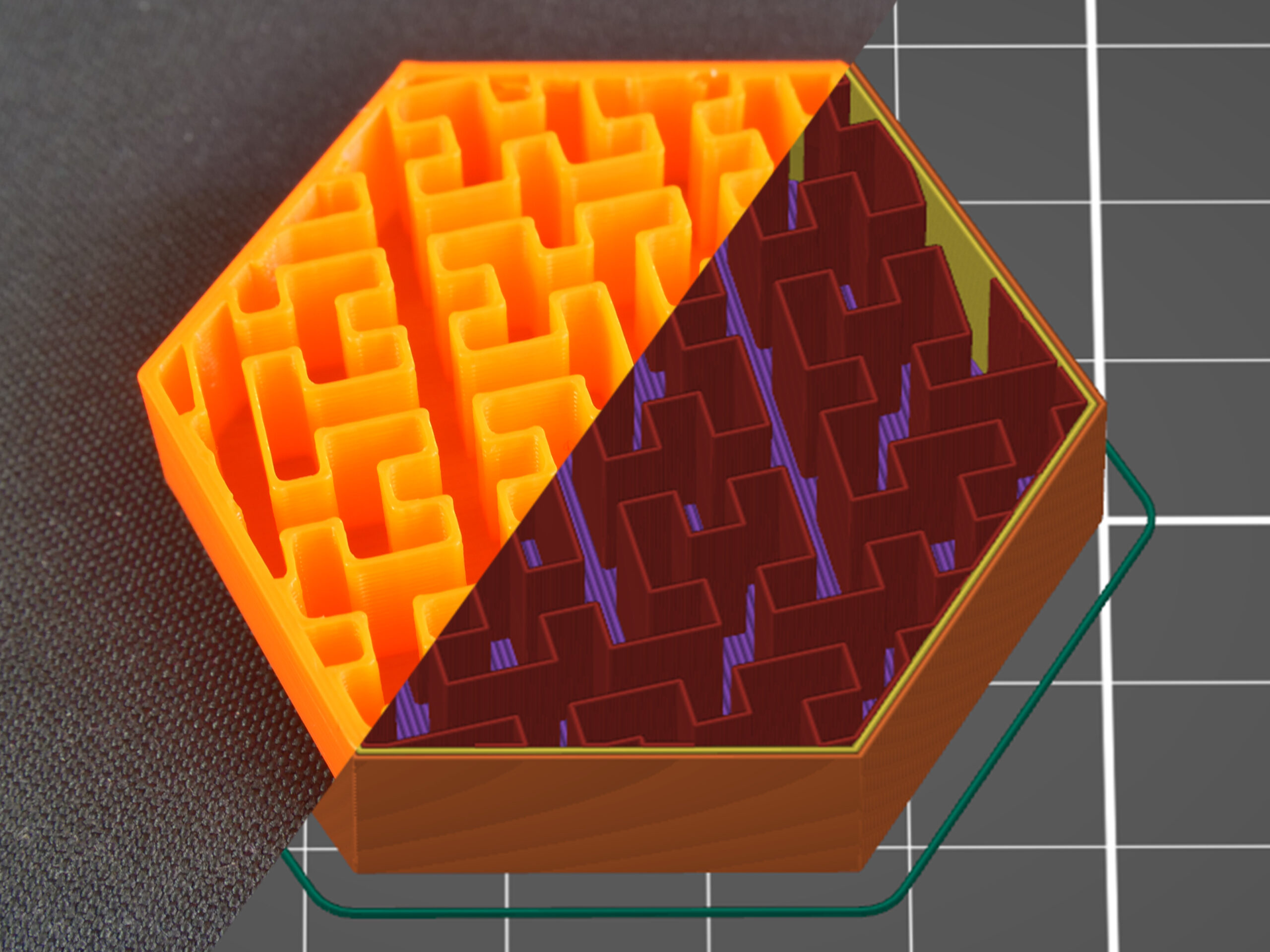
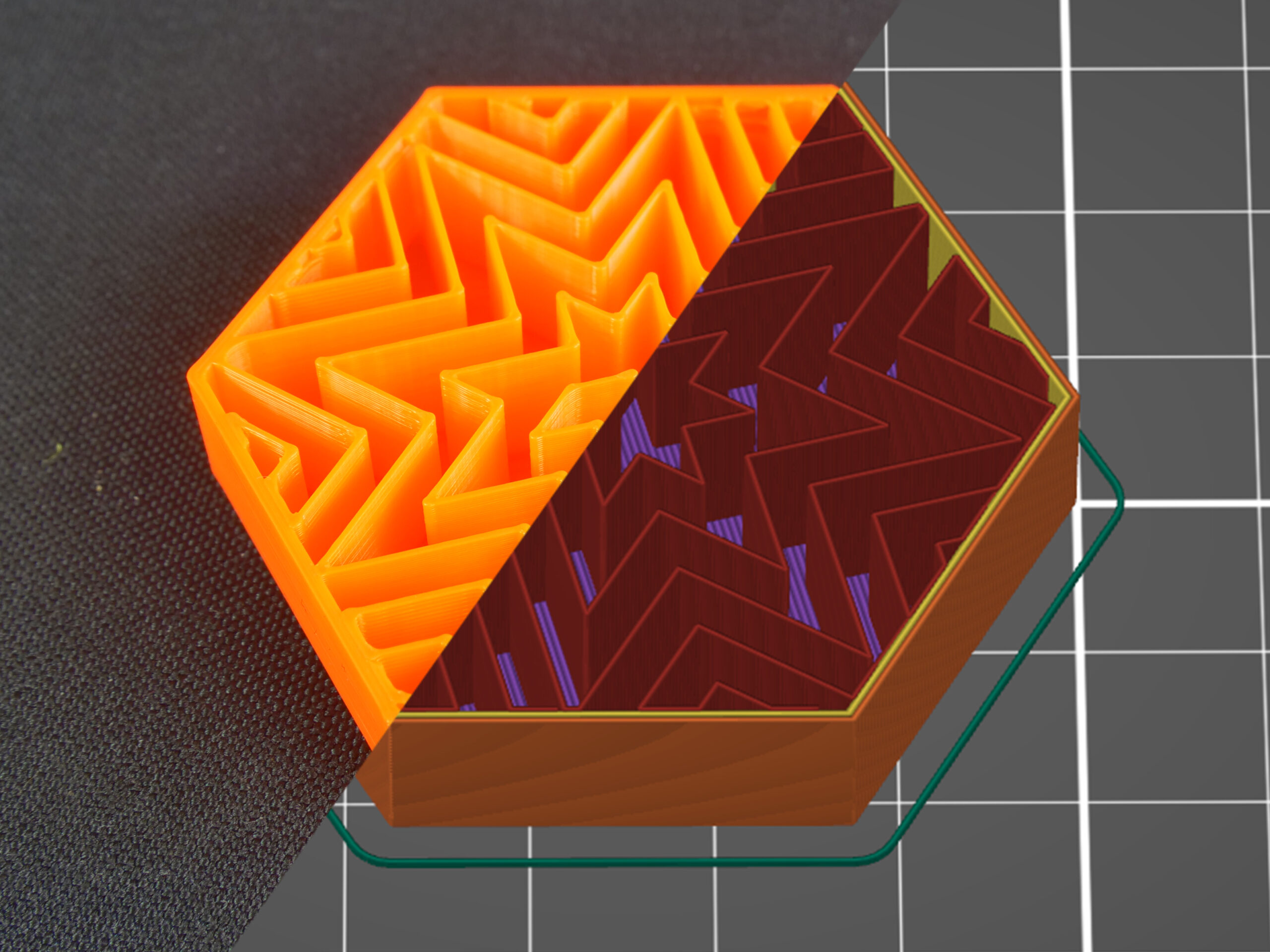
Curva di Hilbert
La curva di Hilbert crea un labirinto rettangolare dentro al modello. Il vantaggio principale è il suo aspetto fuori dal comune, inoltre può essere facilmente riempito con resina epossidica o altro liquido – il modello è suddiviso in diverse grandi cavità, invece di un certo numero di piccole “bolle”. Lo svantaggio principale di questo riempimento è l’aumento del tempo di stampa, che si colloca a metà strada tra il riempimento a nido d’ape e quello rettilineo. Il consumo di materiale della curva di Hilbert è simile a quello del rettilineo.
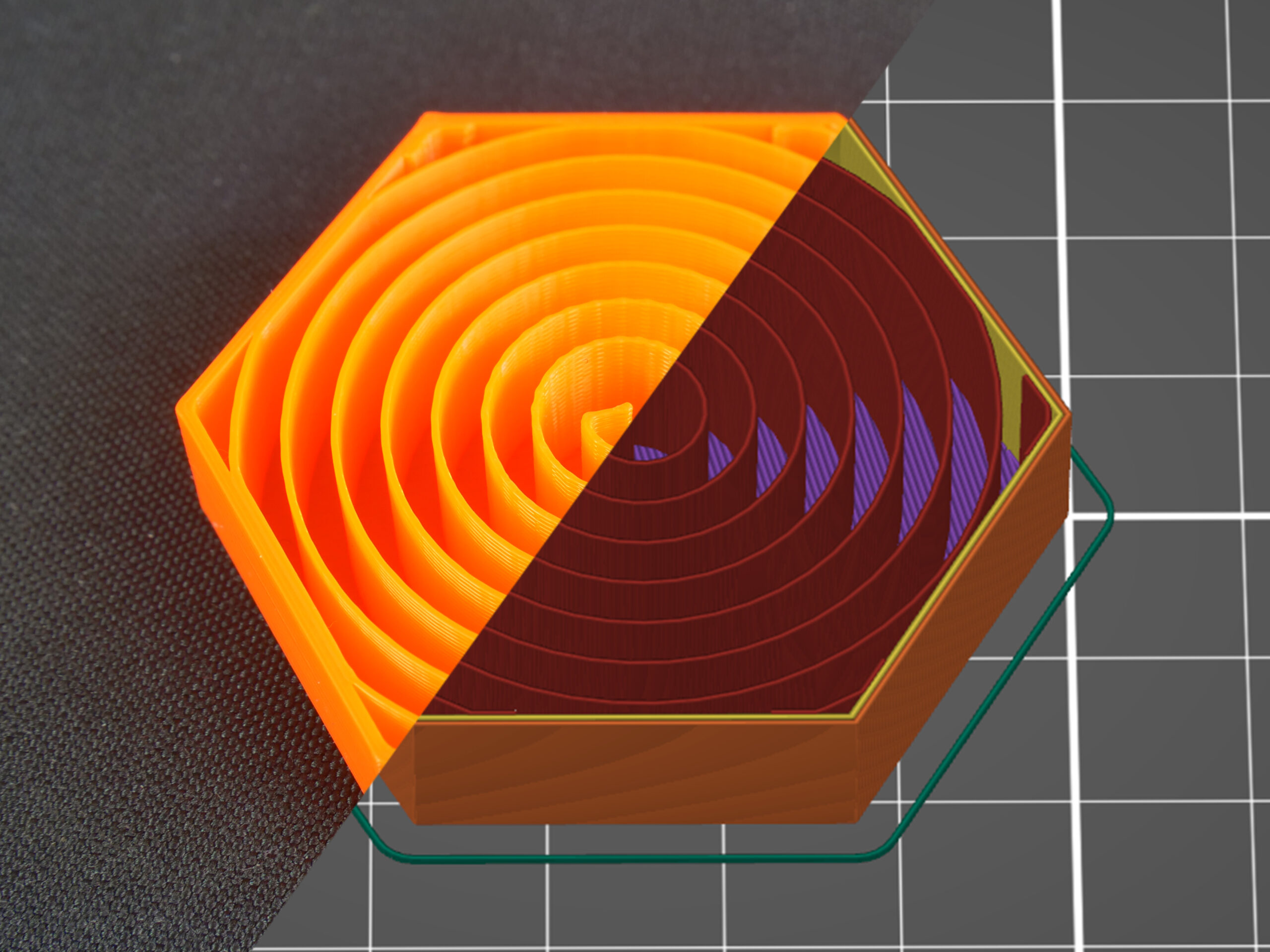
Corde di Archimede
Nuovamente, questo riempimento concentrico a spirale permette un facile riempimento con liquidi. Questa semplice forma fa risparmiare tempo e materiale (paragonato al riempimento rettilineo). In modo simile al riempimento concentrico, le Corde di Archimede aiutano la flessibilità del modello se si stampa con materiale flessibile.
Spirale a ottagramma
La Spirale a ottagramma permette di riempire facilmente l’oggetto con dei liquidi grazie ai larghi compartimenti realizzati. La Spirale a ottagramma aiuta anche con la flessibilità di certi modelli. Ma soprattutto è usato per scopi estetici e per il supporto del layer superiore. Il consumo di materiale è simile alle Corde di Archimede, ma il tempo di stampa è leggermente più lungo.
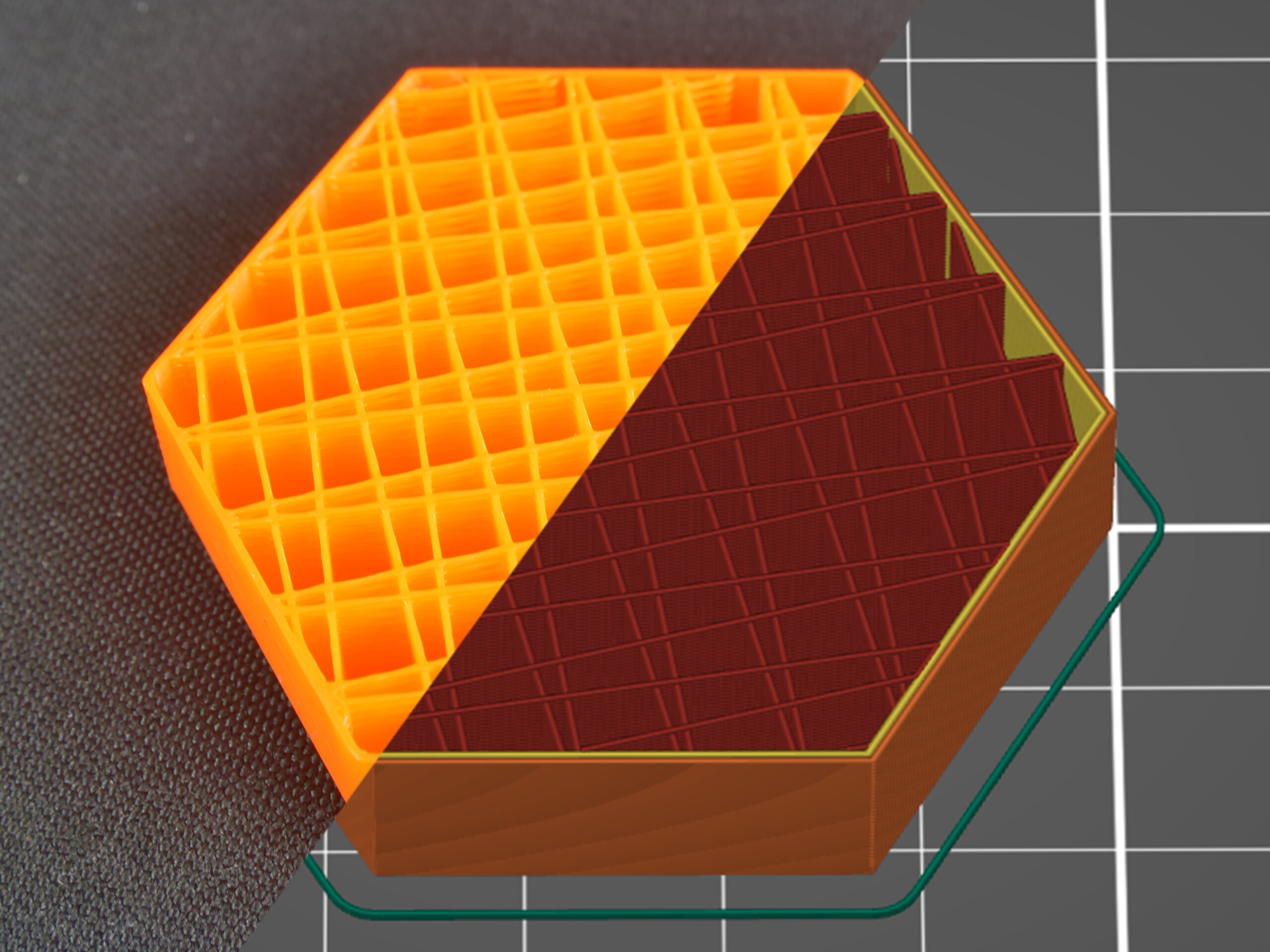
Adattivo Cubico
Il riempimento Adattivo cubico funziona sullo stesso principio del cubico: Consiste in cubi orientati verso il basso, dove le linee si incrociano in un unico strato. Ma c’è un grande vantaggio: a differenza del riempimento cubico semplice, questo schema rende il riempimento più denso verso i bordi del modello, lasciando grandi cavità nel mezzo. Il consumo del materiale è circa ¼ inferiore rispetto al riempimento rettilineo.
Il riempimento Adattivo cubico funziona affinando quelle celle di un Octree, che contengono un qualsiasi oggetto triangolare. Ad ogni linea di riempimento vengono aggiunti ulteriori ancoraggi. Questo rende il riempimento più robusto e stabilizza il flusso di estrusione all’inizio di una linea di riempimento. Fondamentalmente, questo riempimento diventa automaticamente più o meno denso, a seconda della distanza dalla parete più vicina. Questo è particolarmente utile per stampe di grandi dimensioni con un grande volume interno. Il risultato è un tempo di stampa più breve e un minore consumo di filamenti, pur mantenendo un ottimo supporto per gli strati superiori e proprietà meccaniche simili.
Supporto cubico
Il riempimento a supporto cubico funziona in maniera simile al tipo precedente ma con una differenza: la densità del riempimento aumenta solo sull’asse Z. La sua funzione primaria è di supportare i layer superiori risparmiando più materiale possibile, ma non migliora alcuna qualità meccanica del modello. Il consumo di materiale e il tempo di stampa di questo riempimento è decisamente il più basso tra tutti i riempimenti supportati.

Tipi di riempimento layer superiore (e inferiore)
La modifica del riempimento non termina con la scelta del tipo di riempimento per le parti interne dell’oggetto. È anche possibile cambiare i tipi di riempimento per i layer superiore e inferiore per ottenere dei risultati interessanti. Questi possono essere regolati nella scheda Impostazioni di stampa/Riempimento/Trama riempimento superiore (e inferiore). Tuttavia, cambiare il tipo di riempimento superiore e inferiore influenza principalmente l’aspetto e non migliora le proprietà meccaniche del modello.
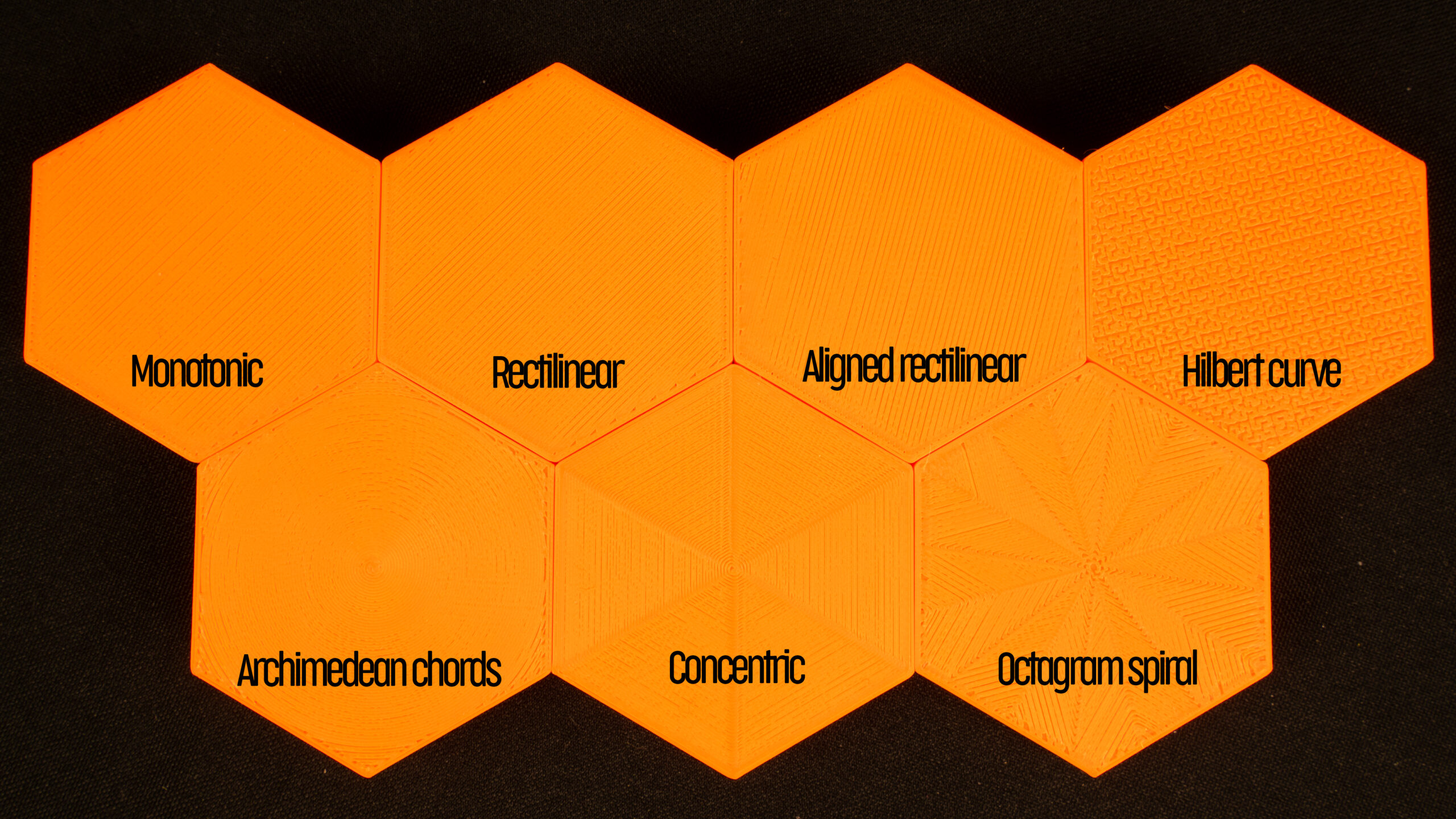
Tutti e sette i tipi di riempimento superiore (inferiore) stampati con un flusso all’80% per evidenziare la trama.
Rettilineo
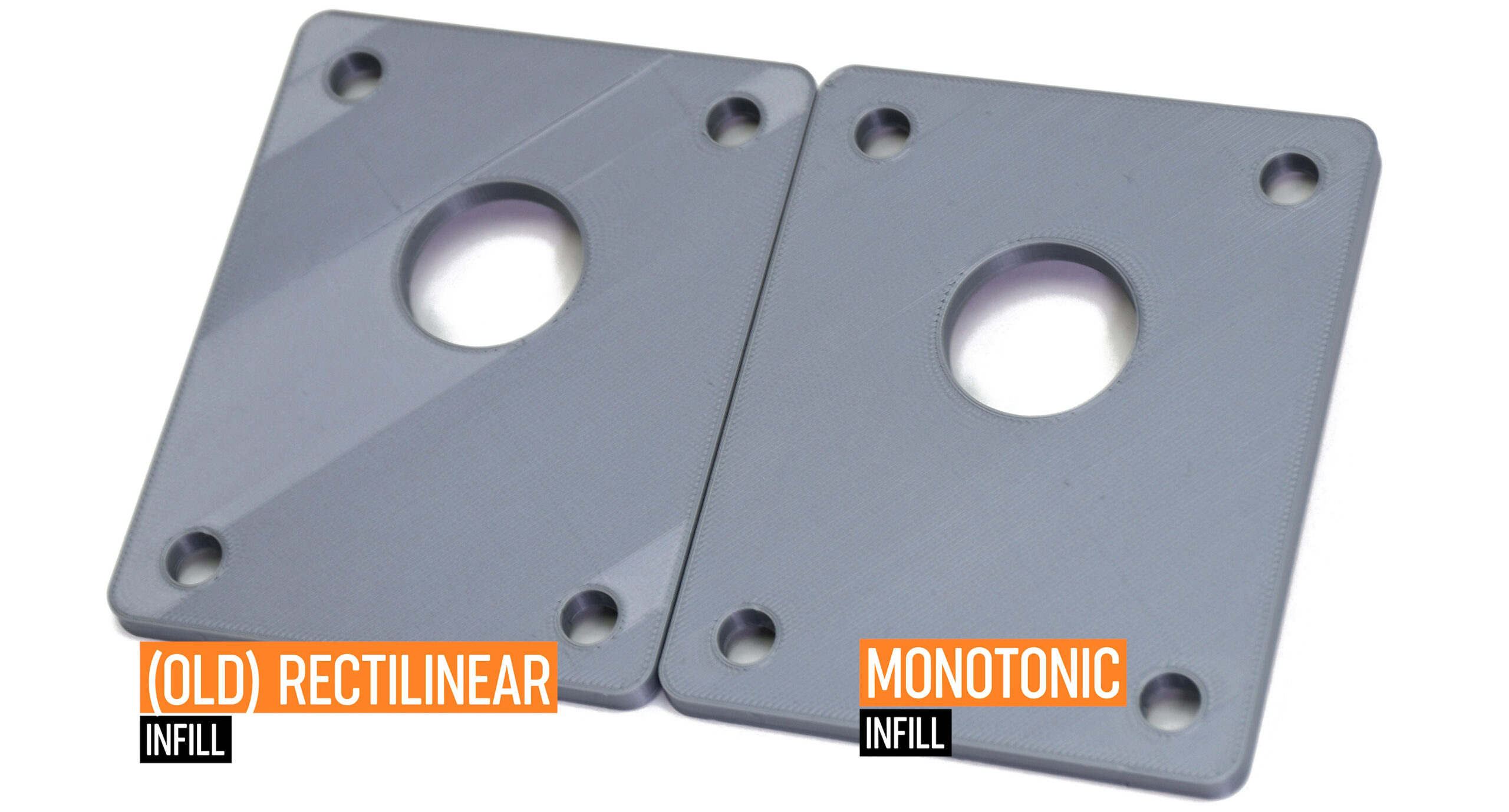
Nuovamente, questo è il tipo di riempimento superiore più comune (e semplice). Il percorso di stampa è orientato a zig-zag per l’intero layer. Tuttavia, questo è il tipo di riempimento più semplice che non fornice alcun vantaggio in alcun modo (vedere riempimento Monotonico).
Monotonico
La trama di riempimento monotonico riempie il layer superiore (e/o inferiore) con linee parallele, simile al tipo rettilineo. Tuttavia, questo riempimento funziona con una pianificazione avanzata del percorso. Diversamente dal rettilineo, questo riempimento viene sempre stampato da sinistra a destra e mai in verso contrario. Questo semplice sistema permette di ottenere un riempimento omogeneo senza brutte creste. Queste di solito compaiono con altri riempimenti quando i percorsi da sinistra a destra si incontrano con quelli da destra a sinistra. Questo metodo apparentemente semplice è sorprendentemente difficile da implementare. Abbiamo usato la variante Ant Colony System descritta da Raad Salman.
Allineato rettilineo
Questo schema di riempimento funziona in modo simile al riempimento rettilineo, ma gli ultimi layer in cima alle superfici superiori sono allineati nella stessa direzione. Questo può aiutare a creare un motivo omogeneo di strati superiori per modelli che hanno strati superiori in diverse altezze (immaginate un modello di scalinata).
Concentrico
Il modello di riempimento concentrico copia le forme perimetrali. Se si stampa un cilindro, esso crea dei cerchi concentrici sulla parte superiore del modello.
Curva di Hilbert
Si tratta per lo più di un riempimento estetico. Se è stampato all’interno, la curva Hilbert crea forme rettangolari, mentre lo strato superiore assomiglia più a un cesto di vimini. Alcuni dicono che assomigli a un “verme”. Questo riempimento aumenta notevolmente il tempo di stampa a causa della forma complessa.
Corde di Archimede
Lo strato superiore di corde archimedee è stampato a spirale. Questo riempimento può far risparmiare tempo nella stampa di alcuni modelli.
Spirale a ottagramma
Anche in questo caso, questo riempimento è descritto sopra. È buono principalmente per scopi estetici, ma a causa della sua forma complessa prolunga il tempo di stampa.
Impostazioni avanzate
PrusaSlicer permette di regolare le trame di riempimento ancora più a fondo! Se si passa in modalità Avanzata o Esperto, nella scheda riempimento saranno disponibili molte più impostazioni. Diamo un’occhiata a tutte le impostazioni relative ai riempimenti, indipendentemente dal fatto che sia in modalità Avanzata o Esperto:
Lunghezza dell’ancoraggio del riempimento
Il riempimento solitamente è collegato ai perimetri tramite il così detto ancoraggio, che consiste in una breve linea di un ulteriore perimetro (interno) che funge da linea di riempimento. Il valore della lunghezza dell’ancoraggio del riempimento indica quanti millimetri di questo ancoraggio collegheranno il riempimento e i perimetri. Se si imposta questo valore a 0, il riempimento verrà stampato in maniera indipendente dai perimetri. Impostare un valore più elevato per stampare un ancoraggio che si comporterà come riempimento. L’ancoraggio del riempimento aiuta ad aumentare l’integrità del modello e la robustezza.
Lunghezza massima dell’ancoraggio del riempimento
Questo valore imposta la lunghezza massima dell’ancoraggio che collega il riempimento con i perimetri.
Stiratura
La stiratura crea una superficie superiore liscia sul piano orizzontale – i percorsi del filamento diventano quasi invisibili. Come funziona? L’ugello caldo passa sulla superficie una volta in più, ma con un flusso di filamento minimo. Attivare o disattivare la stiratura, e/o scegliere il tipo di stiratura (tutte le superfici superiori, solo la superficie più alta, tutte le superfici solide) dovrebbe bastare per la maggior parte degli utenti. Tuttavia, alcuni potrebbero volere mettere a punto il flusso o la spaziatura tra le passate di stiratura. Il flusso è impostato come percentuale collegata alla normale altezza layer, la spaziatura tra le passate di stiratura indica quanto devono essere lontane tra loro le linee parallele percorse dell’ugello. Questi parametri sono impostati ai valori ottimali, ma è possibile sperimentare se lo si desidera o se non si è soddisfatti.

Se si aumenta il flusso, si rischia che rimangano sulla superficie dei rimasugli di materiale. Inoltre, i percorsi dell’ugello potrebbero rimanere visibili. Un flusso inferiore, invece, lascerà visibili gli ultimi percorsi dello strato a causa della mancanza di materiale che riempie gli spazi vuoti.
La Spaziatura tra i passaggi di stiratura ha una grande incidenza anche sulla visibilità dello strato superiore. Per renderlo un po’ più facile da immaginare, lo confronteremo con uno spazzaneve. Supponiamo che si utilizzi solo una parte della lama dello spazzaneve per pulire la neve – essa rimuoverà una certa quantità di neve e pulirà anche la parte spazzata della strada. Tuttavia, se si affonda l’intera lama dello spazzaneve nella neve e si va avanti, si creerà una pista, ma rimarrà un eccesso di neve alle spalle.
Per maggiori informazioni sulla stiratura, è disponibile il nostro articolo precedente.
Riduzione dei tempi di stampa
PrusaSlicer offre due modi per risparmiare tempo e materiale. La prima opzione è quella di combinare il riempimento ogni X layer. Il valore predefinito è impostato a 1, dove ogni layer perimetrale viene stampato con un layer di riempimento (1 = rapporto di 1 strato di riempimento per 1 strato perimetrale). Aumentando il valore a 2 (rapporto 2:1) verrà stampato un layer di riempimento (a seconda dell’altezza layer) per ogni due layer perimetrali. Ma bisogna tenere presente che questo valore non può essere aumentato all’infinito. PrusaSlicer consente di impostarlo molto alto, ma solo il massimo valore fisicamente possibile sarà scritto nel gcode. Per essere precisi: se si usa un ugello da 0,4 mm e un’altezza dello strato di 0,15 mm, lo slicer non permetterà di stampare uno strato di riempimento meno spesso di uno ogni due strati perimetrali. Altrimenti il riempimento verrebbe stampato nello spazio vuoto. Ma se si stampa con un’altezza dello strato di 0,05 mm (ugello da 0,4 mm), è possibile combinare il riempimento ogni 6 strati (l’altezza massima dei layer è 0.3mm).
La seconda opzione per risparmiare tempo (e materiale) è quella di stampare il riempimento solo dove necessario. Ad esempio, se si stampa una sfera, questa funzione creerà una colonna di riempimento solo al centro per supportare eventuali sporgenze. Lo svantaggio principale di questa funzione è la bassa resistenza agli urti a causa della mancanza di riempimento in alcuni modelli.
Avanzate
Queste impostazioni di riempimento sono robe veramente avanzate e la maggior parte degli utenti di stampa 3D non ne avrà minimamente bisogno. Tuttavia, potrebbero esserci casi speciali in cui è necessario regolarle, quindi diamo un’occhiata al loro funzionamento:
Riempimento solido ogni X layer può tornare utile quando si vuole aumentare la robustezza del modello (anche se aumentare il numero dei perimetri funziona meglio) o per dividere l’interno in molteplici cavità che possono tornare utili se si vuol far galleggiare l’oggetto in acqua. Questa funzione fa sì che venga semplicemente stampato un riempimento solido a intervalli regolari.
Angolo riempimento ruota la trama ad un angolo.
Area soglia riempimento solido è utile soprattutto per le parti piccole e complesse. Con questa impostazione, è possibile scegliere quanto grandi o piccole devono essere le cavità del modello per essere riempite con un riempimento al 100%. Questo può aiutare a rendere le parti sottili più resistenti.
L’Angolo Bridge è calcolato automaticamente da PrusaSlicer. Se si lascia a 0°, PrusaSlicer sceglierà il valore migliore. Tuttavia, è possibile modificarlo manualmente se lo si desidera. Stampare con un angolo di bridge a 180° equivale a stampare con un angolo a 0°.
La funzione Retrai solo se si attraversa un perimetro può ridurre un po’ il tempo di stampa e aumentare l’integrità del riempimento. Disattivare le retrazione aumenterà lo sgocciolamento del filamento che non sarà comunque visibile (sarà nascosto dentro al modello). Le retrazioni rimarranno attive per i perimetri.
Riempimento prima dei perimetri potrebbe tornare utile nella stampa delle sporgenze dove i perimetri non hanno alcun appiglio. Tuttavia, il riempimento potrebbe avere un impatto negativo sulla qualità della superficie esterna. Il secondo utilizzo di questo metodo è con MMU2S, quando i colori vengono puliti per ottenere risultati migliori: il colore viene spurgato nel riempimento e il perimetro viene stampato con un colore pulito.
E questo conclude il nostro approfondimento sulle trame di riempimento. Offriamo i nostri profili PrusaSlicer testati internamente con valori ottimizzati, che dovrebbero funzionare per la maggior parte degli utenti. Tuttavia, se avete la sensazione che le vostre stampe non siano al 100% al top, o volete sperimentare un po’, non abbiate paura di modificare i valori. Un buon modo per confrontare i vostri risultati è quello di stampare una serie di modelli campione e controllare come i valori modificati influenzano il risultato. Se volete migliorare nell’hobby della stampa 3D, è consigliabile sperimentare con i riempimenti – i modelli possono diventare più belli, più durevoli, o potete anche scoprire nuovi usi, perché alcuni dei riempimenti, ad esempio, migliorano le capacità di galleggiamento dei modelli stampati. Quindi andate avanti, divertitevi e come sempre: Buona stampa!
Devi essere connesso per inviare un commento.