





Le stampanti 3D FFF come la Original Prusa i3 MK3S consentono di stampare modelli interessanti con un ottimo livello di precisione. Ma a volte non è sufficiente. Ci sono oggetti che richiedono una superficie perfettamente liscia e lucida – sia per motivi estetici che funzionali. Con le stampanti 3D SLA non è un compito difficile. Ma per quanto riguarda le stampe 3D FFF? Le linee dei livelli sono di solito piuttosto prominenti. La loro lisciatura può essere ottenuta solo con una corretta post-elaborazione. Potreste averne sentito parlare, o averlo già provato da soli – come levigare le stampe 3D ASA/ABS con i vapori di acetone. Tuttavia, riceviamo ancora molte domande su come rendere lisci i vari materiali. Permetteteci quindi di portarvi nelle nostre istruzioni su come rendere il vostro modello perfettamente liscio e lucido.
La sicurezza prima di tutto:
Prima di tutto, dobbiamo ricordarvi che in tutti i casi di levigatura chimica lavoreremo con solventi organici infiammabili e/o i loro vapori. Vi preghiamo di seguire tutte le precauzioni di sicurezza consigliate per proteggere voi stessi e le persone che vi circondano. Ricordate che lavorate con queste sostanze chimiche a vostro rischio e pericolo. Fate tutto il necessario per evitare il contatto diretto e l’inalazione di sostanze chimiche. Lavorate sempre in aree ben ventilate, il più lontano possibile da oggetti infiammabili e utilizzate dispositivi di protezione come guanti e protezioni per il viso (schermo protettivo o occhiali protettivi). I vapori di acetone tendono ad essere molto intensi e possono causare problemi respiratori.
Come scegliere il materiale corretto
Quando si parla di levigatura chimica, molti utenti probabilmente si ricorderanno dei filamenti ABS o ASA come materiali che possono essere levigati facilmente. Per questo motivo presteremo particolare attenzione a questi materiali. Tuttavia, questo tipo di filamenti non sono gli unici a poter essere levigati fino a un certo livello. Ogni materiale ha un proprio solvente (lo si può trovare nelle tabelle chimiche) che prima o poi levigherà il materiale.
Tuttavia, non tutti i processi sono raccomandati, perché molti solventi oltre ad essere pericolosi in genere, non sono disponibili per la maggior parte delle persone (ad esempio cloroformio, diclorometano, ecc.). Inoltre, la dissoluzione di alcuni filamenti richiede troppo tempo, il che li rende poco pratici per questo tipo di post-elaborazione. Valutiamo diverse combinazioni basilari di filamenti e solventi che sono spesso raccomandati tra i maker e vediamo quali sono i loro vantaggi e svantaggi.

ABS e ASA
I materiali di gran lunga più adatti per la levigatura sono l’ABS e l’ASA in combinazione con l’acetone. Dovreste poter acquistare l’acetone in farmacia o in ferramenta e utilizzarlo nel vostro laboratorio domestico. Il Prusament ASA, nello specifico, può essere levigato facilmente. E usando il metodo corretto otterrete una bella superficie liscia e lucida in poco tempo. Nei paragrafi seguenti dedicheremo maggiore attenzione all’ABS e all’ASA.
PVB
Un altro materiale molto popolare è il PVB (Polivinilbutirrale), poiché è anche facile da usare (come il PLA), non è soggetto a deformazioni e può essere levigato con alcool isopropilico (IPA). Tuttavia, se si utilizzano i vapori IPA per la levigatura (come si farebbe con l’ABS/acetone), il processo potrebbe richiedere fino a diverse ore. Per accelerarlo, occorre applicare l’IPA direttamente sulla superficie delle vostre stampe 3D. È meglio disperderlo proprio come fanno il Polymaker Polysher e lo Zortrax Apoller.

HIPS
HIPS, aka il polistirolo ad alto impatto è generalmente utilizzato come materiale di supporto per le stampe ABS e ASA. Può essere sciolto con d-limonene. Il modo migliore è quello di lavare il modello per 10-20s in limonene e lasciarlo asciugare (potrebbe richiedere diverse ore o addirittura giorni). Curiosamente, il modello avrà sempre l’odore di buccia d’arancia come risultato del lavaggio con d-lemonene. Abbiamo testato che alcune HIPS possono anche essere levigate con acetone (il modo migliore è quello di utilizzare i fumi dell’acetone).

HIPS levigato con acetone (sinistra) e con D-limonene (destra)
PLA
La levigatura del PLA è un po’ più impegnativa. Diverse discussioni su internet offrono molti consigli e trucchi su come farlo. E a quanto pare, molte persone sono riuscite usando alcuni di questi metodi. Il consiglio più frequente è quello di usare il cloroformio. Tuttavia, si tratta di una sostanza chimica pericolosa che può essere ottenuta solo con un permesso speciale che la maggior parte delle persone non otterrà. Anche noi non siamo stati in grado di mettere le mani su questo prodotto chimico, quindi a questo punto non possiamo confermare se funzioni o meno.
Un’altra opzione è quella di utilizzare NaOH (idrossido di sodio alias liscivia). Nemmeno noi possiamo consigliare questo metodo, soprattutto se si intende farlo a casa. È una sostanza pericolosa e di solito, invece di levigare la vostra stampa, molto probabilmente disintegrerà l’oggetto in piccoli frammenti. C’è una piccola possibilità di ottenere un risultato migliore con concentrazioni diverse, ma non possiamo confermarlo. Sarebbero necessari ulteriori test in condizioni di laboratorio.
Il terzo consiglio è l’uso di acetone. I nostri test hanno confermato che tutti i colori del Prusament PLA possono essere incollati perfettamente con l’acetone – funziona come una supercolla. Tuttavia, i nostri tentativi di sciogliere il PLA con l’acetone non possono essere definiti un successo. Abbiamo stampato campioni di quasi tutti i Prusament PLA e li abbiamo esposti ai vapori di acetone. Dopo diverse ore di esposizione, sono diventati un po’ più morbidi, ma neanche lontanamente lisci.
Poi, abbiamo provato ad applicare l’acetone sulla superficie del modello direttamente con un pennello, anche in questo caso senza alcun risultato degno di nota. Infine, abbiamo immerso i modelli in un bagno di acetone, che ha causato lo sbiancamento parziale di diversi filamenti e la distruzione totale di tutti i modelli. Un bagno breve non causerà alcun danno particolare, ma dopo alcune ore (o addirittura giorni), il modello si romperà non solo tra gli strati ma anche in altre direzioni (è causato probabilmente da un effetto chiamato “screpolatura da solvente”). È interessante che gli strati siano rimasti visibili in ogni caso, indipendentemente da ciò che è successo al resto del modello.

Treefrog in PLA immersa nell’acetone per 3 ore e 48 ore
PETG
Si può levigare anche il PETG. Il modo migliore è quello di utilizzare il diclorometano. Il vantaggio principale della lisciatura del PETG è il fatto che il prodotto chimico può essere applicato facilmente con un pennello – non lascia segni sulla superficie e le stampe non si deformano in seguito (come l’ABS o l’ASA). Ma c’è un problema: il diclorometano è un solvente pericoloso come il cloroformio e può essere acquistato solo con un permesso speciale. Questi prodotti chimici dovrebbero essere usati solo da utenti esperti con una protezione adeguata.

Applicazione del solvente
La maggior parte dei solventi può essere applicata in diversi modi, ma noi li abbiamo provati e abbiamo confermato che una delle soluzioni è superiore alle altre: il modo migliore per rendere la vostra stampa uniforme è l’esposizione ai fumi di un solvente.
Applicando il solvente con il pennello, è molto probabile che si consumi molta della sostanza chimica scelta e la superficie non sarà mai perfettamente liscia e lucida. Inoltre si rischia di lasciare segni bianchi sulla superficie. Il modello potrebbe anche iniziare a contorcersi e deformarsi.
Anche immergere una stampa 3D direttamente in un bagno di acetone, ad esempio, non è una buona idea. Introduce vari problemi nella manipolazione dell’oggetto – molto probabilmente lo si toccherà mentre lo si toglie dal bagno e si danneggerà la superficie ammorbidita. Inoltre, il solvente può penetrare all’interno del modello e causare danni ancora maggiori. Non solo, ma di solito è difficile stimare il corretto tempo di immersione, quindi alla fine è più probabile che si rovini il bagno con la plastica disciolta. Gli oggetti a base di ABS/ASA trattati in questo modo tendono a deformarsi molto.
Costruzione della scatola di levigatura
A questo punto, abbiamo deciso di utilizzare i vapori di solvente per levigare le nostre stampe. Per riuscirci, dovremo costruire una vera e propria scatola. Dovrebbe avere diversi parametri base:
Per prima cosa, decidiamo quali sostanze chimiche intendiamo utilizzare e scegliamo un materiale adatto per la scatola. Non dovreste usare un contenitore in ABS per la levigatura con acetone o in PETG per la levigatura con diclorometano, perché si dissolverebbero rapidamente. Poiché l’ASA/acetone è la combinazione più utilizzata, abbiamo scelto un contenitore trasparente in PP (polipropilene) acquistabile da IKEA. E’ bene avere a disposizione diversi contenitori di diverse dimensioni per i vari modelli per risparmiare l’acetone e rendere il processo un po’ più veloce.

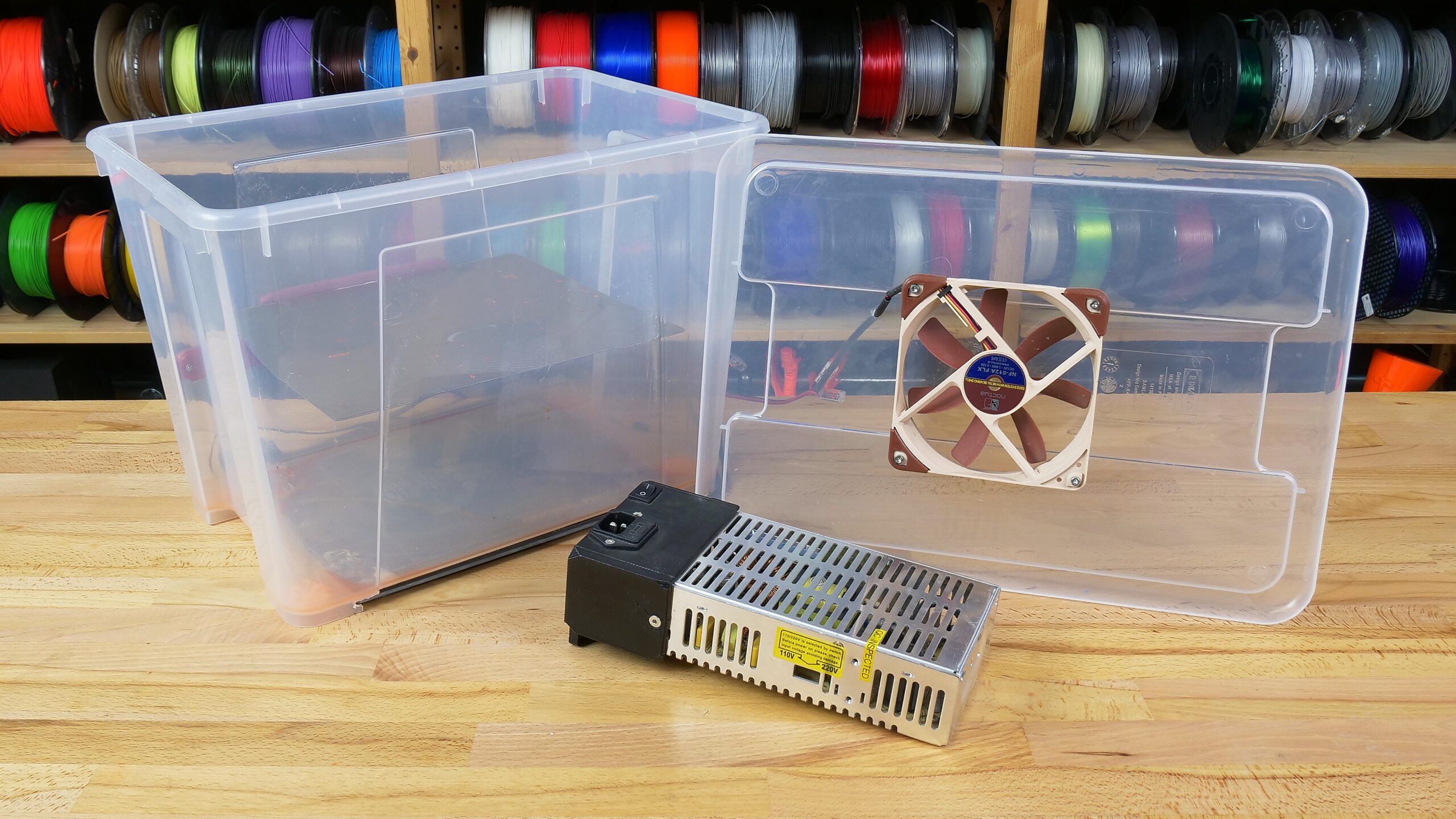
Esempio di smoothing box: È necessaria una piattaforma rialzata (una lastra d’acciaio flessibile vecchia o danneggiata funziona bene). L’elettronica è opzionale e andrebbe usata solo da utenti esperti!
La pratica più comune e sicura è di posizionare dei fazzoletti o dei pezzi di carta igienica imbevuta di acetone attorno al modello. Questo funziona bene per i modelli piccoli. Tuttavia, con i modelli più grandi, diventa molto più impegnativo, perché l’effetto levigante potrebbe non essere uniforme su tutta la superficie – per es. la parte bassa potrebbe essere più levigata della parte superiore. Naturalmente, ci sono alcuni metodi che possono far sì che questo funzioni anche con modelli più grandi. In primo luogo, il metodo più raccomandato e più sicuro è di ottenere una stazione di levigatura professionale, come ad esempio Polymaker Polysher o Zortrax apoller. Queste macchine lavorano a basse temperature, disperdono il solvente in modo uniforme e creano un bel look lucido. Lo svantaggio delle stazioni di levigatura è il loro prezzo elevato.
C’è un altro metodo (ed economico) per rendere ogni modello omogeneo – e cioè il riscaldamento dell’acetone. Ma sappiate che questo metodo è pericoloso e non possiamo sottolinearlo mai abbastanza – se decidete di riscaldare l’acetone, lo fate a vostro rischio e pericolo. -Farlo il più lontano possibile da qualsiasi oggetto infiammabile, indossare dispositivi di protezione (schermo facciale, guanti, ecc.) e controllare sempre il contenitore (stare a distanza e osservarlo sempre). Lavorare in un ambiente sicuro è assolutamente essenziale – non potremo mai sottolinearlo abbastanza. Se non ne siete sicuri, usate il metodo a freddo o comprate una stazione di levigatura professionale. Meglio prevenire che curare!
Ora, se non vi scoraggiano le nostre avvertenze di sicurezza, vediamo l’elenco dell’hardware consigliato. Come abbiamo detto, riscalderemo il bagno di acetone. I suoi fumi aumenteranno di volume e se ci fosse una fonte di accensione nella scatola sigillata, potrebbe causare un’esplosione. Si prega di tenere presente che il contenitore non deve essere perfettamente sigillato per evitare l’accumulo di pressione all’interno. Si consiglia di utilizzare una leggera piastra di plastica senza serrature (appena appoggiata sopra la scatola) e di praticare un paio di piccoli fori nel coperchio per favorire la fuoriuscita dei fumi dell’acetone. In nessun caso si deve usare un contenitore con isolamento in gomma e qualsiasi tipo di serratura!
Posizionare una piastra metallica all’interno del contenitore e assicurarsi che sia almeno qualche centimetro (1-2 pollici) sopra il fondo. Questo servirà come piastra di base per i modelli lisciati. La piattaforma deve essere rialzata per evitare il contatto diretto dei modelli con l’acetone. Abbiamo trovato una vecchia lamiera d’acciaio per stampanti che è la migliore piastra di levigatura. Possiamo lavorarci facilmente, senza toccare i modelli.
Un’altra cosa di cui potreste aver bisogno è un ventilatore. È una parte opzionale, ma migliorerà veramente l’efficacia grazie ad una migliore circolazione dell’aria. Senza un ventilatore, i vostri modelli potrebbero diventare troppo morbidi nella parte inferiore, ma possono rimanere degli strati visibili nella parte superiore. Il ventilatore dovrebbe essere posizionato sul lato inferiore del coperchio, in modo che il flusso d’aria sia diretto proprio sui modelli. Di nuovo, la sicurezza prima di tutto: Il ventilatore dovrebbe funzionare perfettamente se si decide di metterlo all’interno della scatola. L’elettronica danneggiata può causare scintille e accendere i fumi. Se non siete sicuri della qualità della ventola, non usatela!
La seconda parte opzionale è un supporto riscaldato. Il riscaldamento satura l’aria all’interno con fumi di acetone e accelera l’intero processo. Se non avete voglia di costruire un supporto riscaldato, potete anche posizionare la scatola/contenitore su una superficie tiepida (non calda) (un pavimento caldo, un piano riscaldato per stampante, ecc.). Tuttavia, gli appassionati possono costruire il proprio riscaldamento integrato. Prima di provare ad aggiungere un elemento riscaldato, ricordate che il riscaldamento deve essere posizionato all’esterno della scatola! Non è una buona idea inserire un elemento riscaldante all’interno del bagno di acetone!
Ci stiamo ripetendo, ma ribadirlo non fa mai male: fate attenzione ai solventi organici infiammabili utilizzati nel processo di levigatura! Non lasciate la scatola incustodita quando il processo è in corso! Stiamo usando regolarmente da molti mesi una scatola di levigatura con una ventola Noctua e un piano di riscaldamento dell’MK3S e non abbiamo riscontrato alcun problema. Tuttavia, raccomandiamo comunque di esercitare la dovuta cautela!
Quantità di acetone, tempo e temperatura
È il momento di testare la smoothing box! Potrebbe volerci un po’ di tempo prima di trovare il perfetto equilibrio tra tempo di esposizione, temperatura e quantità di acetone. Per il nostro setup, la migliore temperatura del piano riscaldante è di circa 80°C , con circa 5 mm di acetone nella parte inferiore e 20 minuti di esposizione. Tuttavia, tenete presente che è necessario controllare regolarmente la vostra stampa: Se la si espone troppo a lungo, può deformarsi in modo irreversibile.

Il modello può restare abbastanza morbido per diverse ore dopo la levigatura. Ricordarlo prima di toglierlo dalla scatola. Si può facilmente danneggiare la superficie ammorbidita semplicemente toccandola. Potrebbe sembrare solida se la toccate delicatamente, ma non illudetevi. È meglio lasciare il modello sul supporto e rimuoverlo dalla scatola con esso. Prendete il supporto con i vostri modelli e mettetelo in una scatola pulita a secco e lasciate i modelli riposare per alcune ore (o anche per un giorno intero). In questo modo, vi assicurerete che non ci siano impronte digitali visibili sulla superficie e che non vi siano impigliate particelle di polvere.
Non sorprendetevi se il modello odora di ancora di acetone dopo qualche giorno. Ci vuole un po’ di tempo perché il prodotto chimico evapori completamente.
Scelta dei modelli idonei
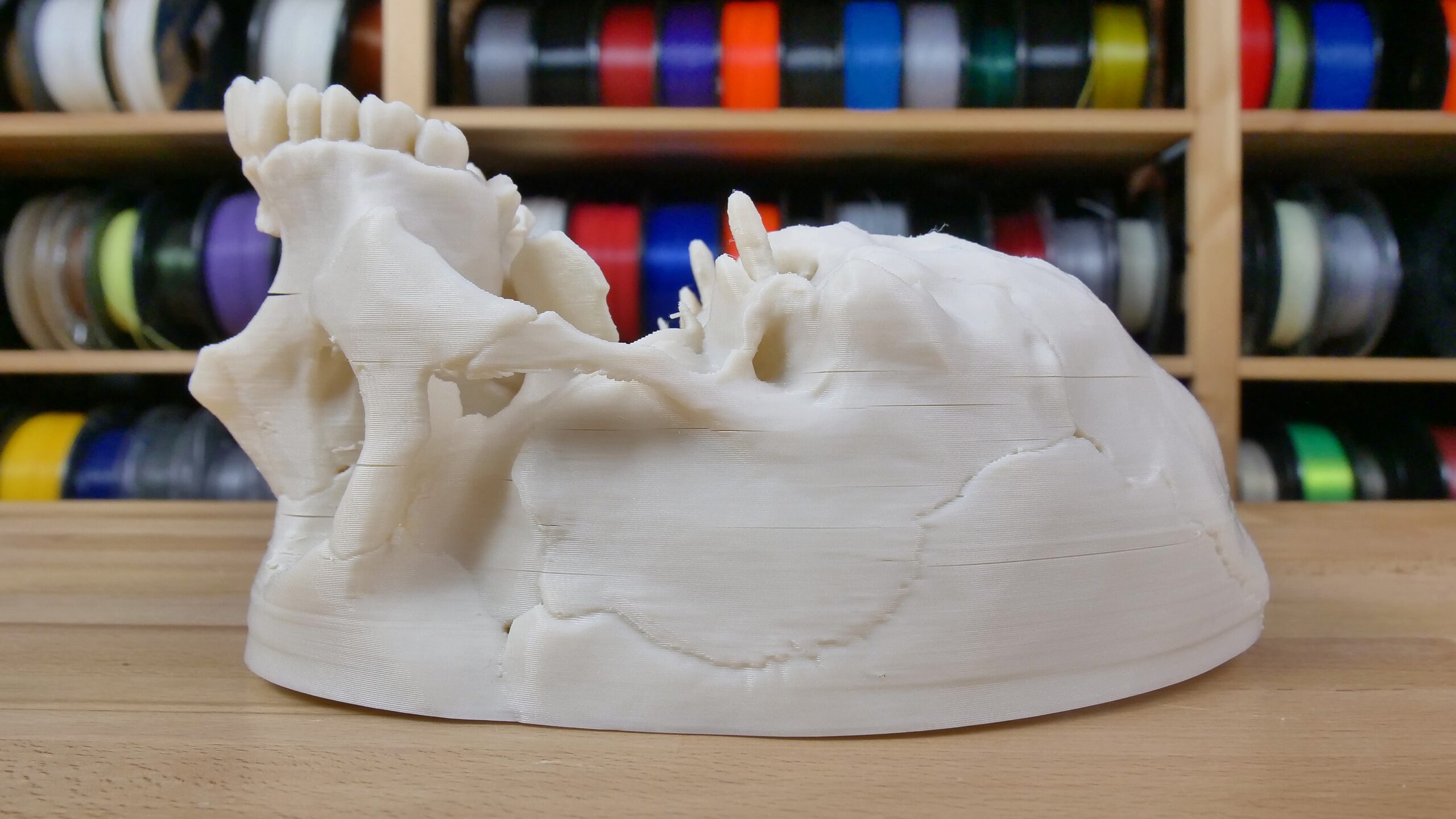
Non tutti i modelli sono adatti per la levigatura con acetone. Le strutture minuscole e complesse di solito non vanno bene perché di solito perdono i loro dettagli e/o iniziano a deformarsi. Questo vale anche per i modelli grandi e piatti: per esempio, questo medkit prima o poi si deforma dopo essere stato levigato nei vapori di acetone. Inoltre, ASA e ABS tendono a deformarsi durante il processo di stampa se non si ha la stampante all’interno di un contenitore (enclosure).
Suggerimento: se non si dispone di una enclosure, impostare lo skirt in PrusaSlicer (Impostazioni di stampa/skirt e brim) sul numero più alto possibile di strati (9999). Questo aiuterà a creare un microclima e a ridurre molto la deformazione.
Anche l’altezza degli strati è un fattore importante. Più bassa è l’altezza dello strato, migliore è il processo di lisciatura. Provate a sperimentare con l’altezza variabile degli strati per ottenere i migliori risultati.
E’ bene utilizzare un contenitore per le stampe ASA per ridurre la deformazione

Le parti sottili tendono a torcersi dopo la levigatura e possono diventare inutilizzabili.
Le parti funzionali (meccaniche) non sono adatte per la levigatura con acetone. Il processo può modificarne le dimensioni e le forme (soprattutto gli spigoli vivi) e non migliorerà le loro proprietà meccaniche – è solo estetico.
Un po’ di test
Abbiamo pensato che potreste essere interessati al confronto tra vari filamenti ABS e ASA. Abbiamo stampato due oggetti di prova (3Dbenchy e una pecora) con 10 diversi filamenti e levigati con vapori di acetone. E i risultati variano – parecchio.
Ecco il nostro elenco di marche e materiali testati: Fiberology ABS, Filament PM ASA, ABS, ABS-T, ABS-T, Gembird ABS, Hatchbox ABS, Nebula ABS 702, Prusament ASA, Spectrum ASA 275

Il più facile (il più veloce) da levigare è stato il nostro Prusament ASA Prusa Orange. Per questo filamento, 15-20 minuti di esposizione sono stati più che sufficienti e il risultato è stato una bella superficie lucida. La maggior parte degli altri filamenti è stata levigata dopo un tempo un po’ più lungo (20-40 minuti), con poche eccezioni: ABS-T di Filament PM (verde) e Spectrum ABS 275 (blu) avevano strati chiaramente visibili anche dopo un’ora di esposizione. Con il passare del tempo questi modelli hanno iniziato a deformarsi, ma gli strati sono rimasti visibili. Allo stesso modo, i layer erano visibili su ASA grigio di Filament PM (quarto da destra). Tuttavia, quello che era interessante, era il fatto che la visibilità percepita degli strati era causata solo dal pigmento – la superficie era infatti chiara come uno specchio.
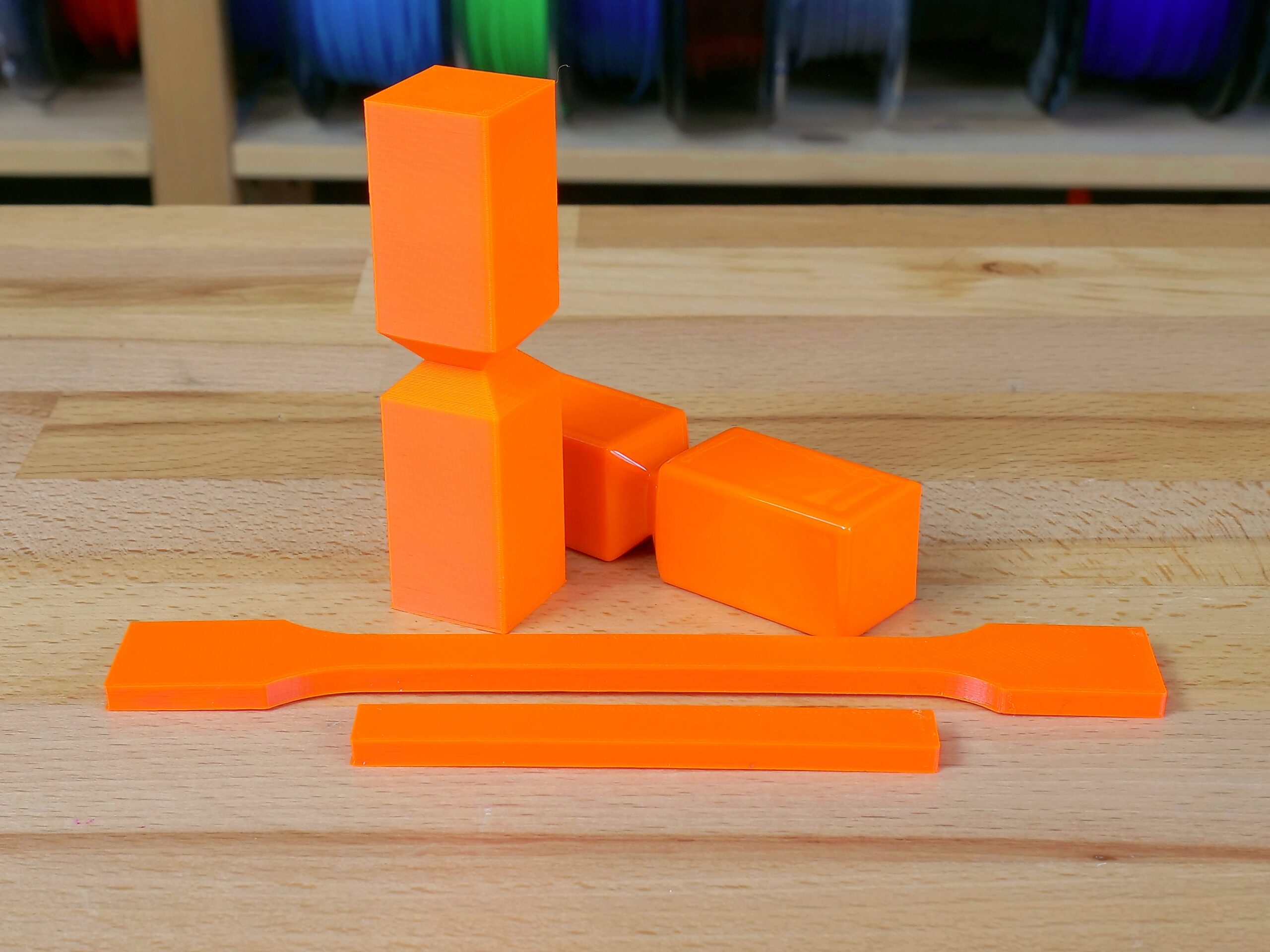
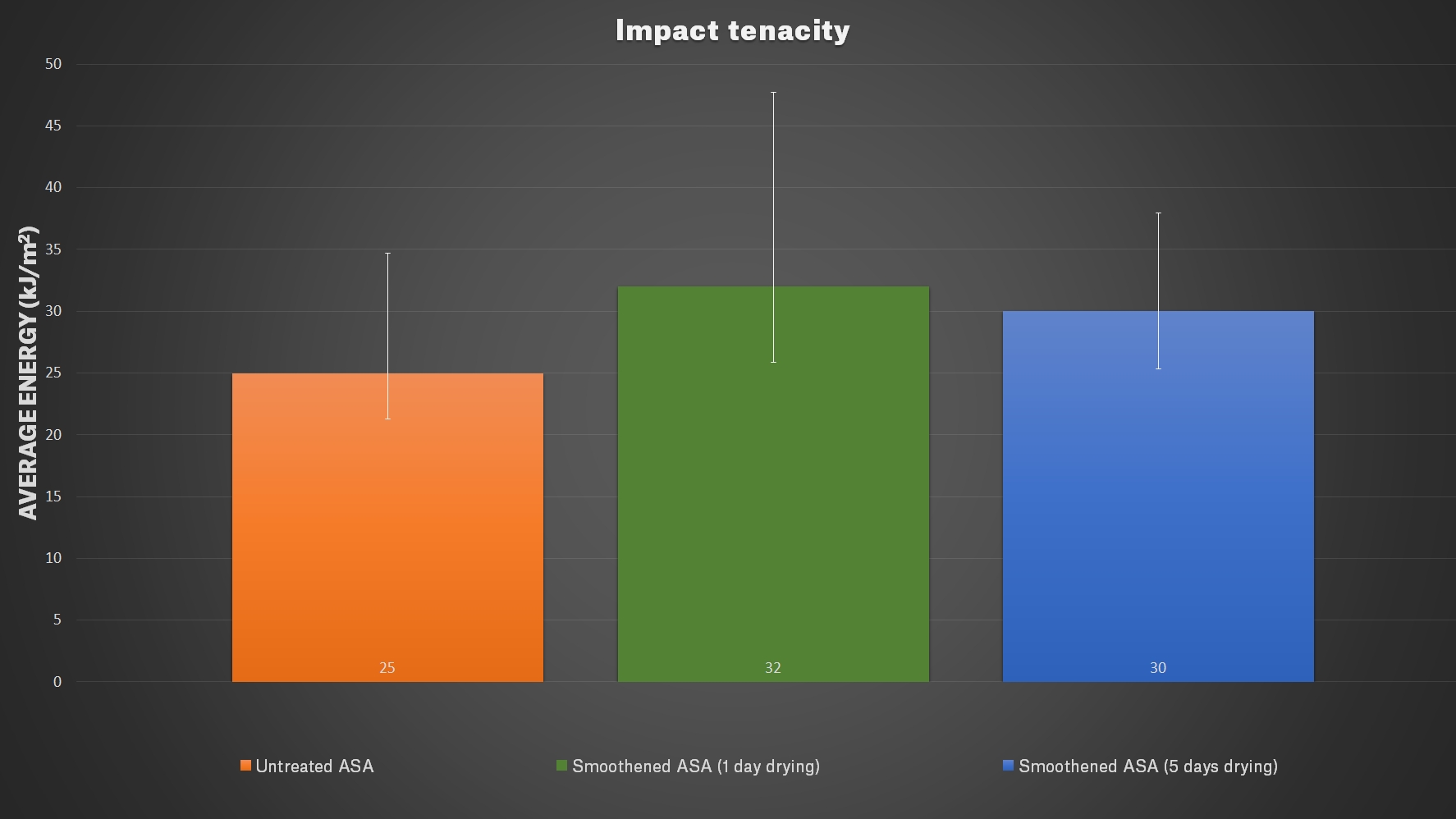
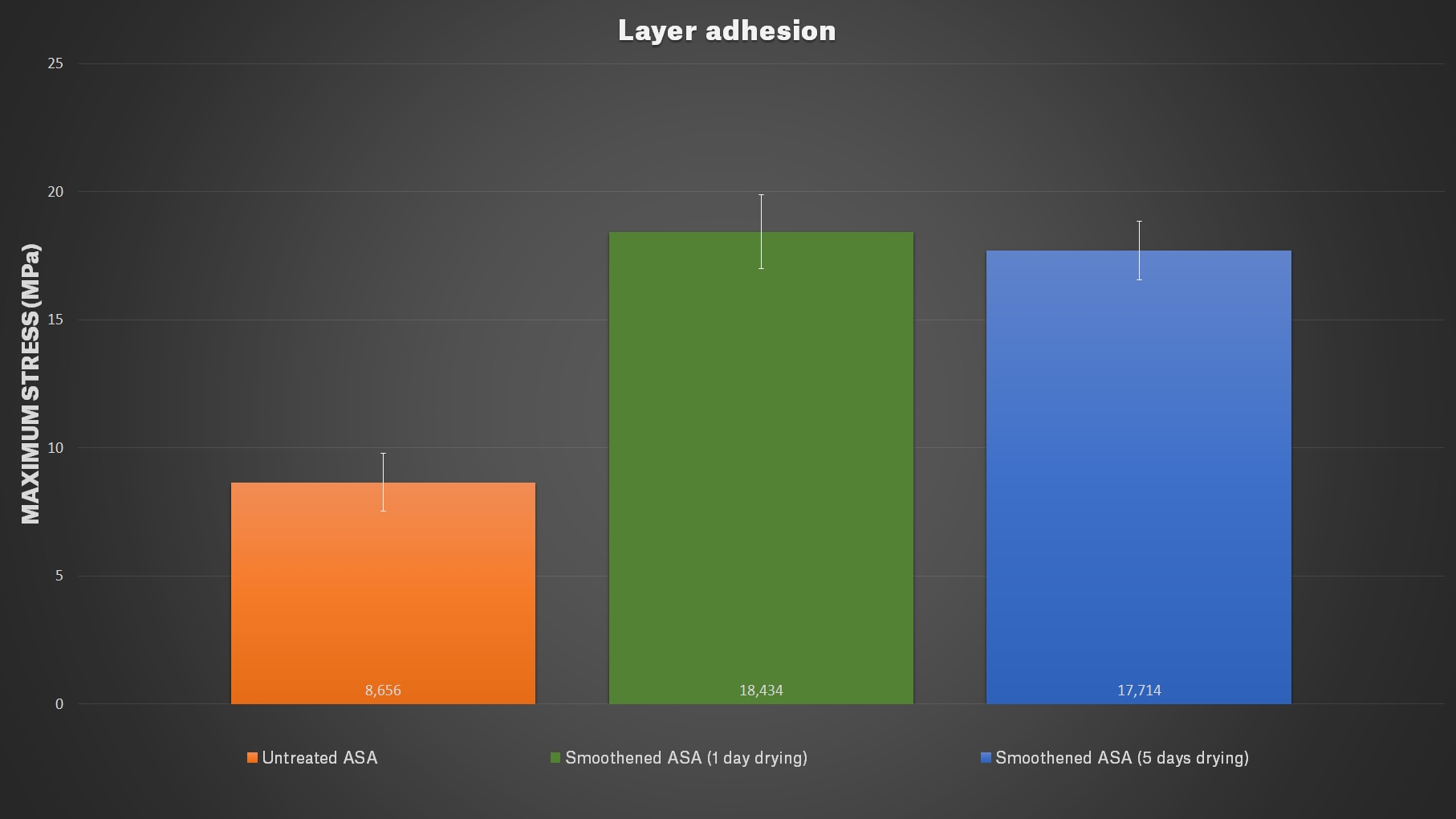
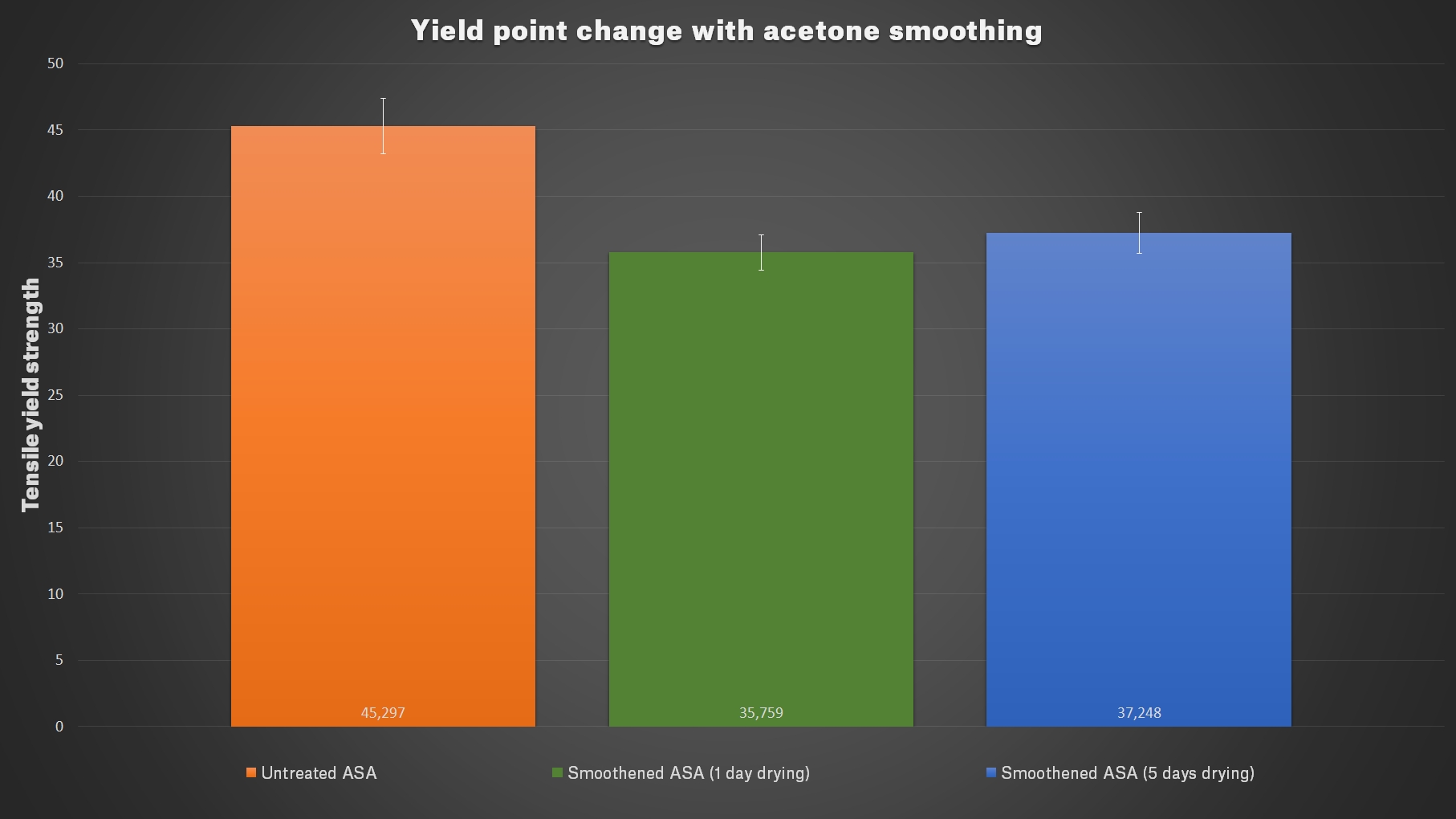
Infine, abbiamo testato alcune proprietà fisiche del nostro Prusament ASA Orange. Eravamo interessati alla differenza tra oggetti non trattati e oggetti levigati. Abbiamo stampato 60 oggetti di prova per il test del pendolo di Charpy, 30 oggetti campione per il test di trazione e 15 oggetti per il test di adesione allo strato. Due terzi di tutti i modelli sono stati trattati con acetone per 30 minuti. I modelli levigati sono stati divisi in due lotti, uno è stato asciugato per un giorno e il secondo per cinque giorni. Poi abbiamo testato nello stesso modo in cui abbiamo fatto nel nostro articolo sulla ricottura.
I risultati ci hanno mostrato che i modelli levigati hanno una tenacia leggermente migliore rispetto a quelli non trattati, oltre ad avere un’adesione dello strato più che doppia rispetto a quelli non trattati. D’altra parte, con i test di resistenza alla trazione, le forze di strappo erano un po’ più basse per le componenti levigate.
Come potete vedere, la levigatura con acetone non è ingegneria missilistica. Con diversi semplici gadget è possibile farlo funzionare anche in garage o in officina senza problemi. Quindi andate avanti e date ai vostri modelli il look professionale che meritano 🙂 Ma non dimenticate la sicurezza! Utilizzate sempre dispositivi di protezione, lavorate in spazi ben ventilati e non lasciate la vostra scatola di levigatura senza supervisione. Siamo davvero curiosi di vedere le vostre creazioni, quindi non dimenticate di condividere le foto e i vostri consigli e trucchi sulla levigatura. E come sempre – Buona stampa!
Devi essere connesso per inviare un commento.