






Podremos imprimir en 3D muchas cosas diferentes, y no todas tienen
por qué ser productos finales. Por el contrario, podemos hacer
varias herramientas, plantillas, contenedores … o moldes
de fundición . Esta opción particular es el tema de este
artículo. Te vamos a mostrar cómo fundir materiales como cera o
jabón, en condiciones domésticas, utilizando herramientas fácilmente
disponibles.
Nuestro objetivo es demostrar que la fundición a partir de moldes de
silicona es mucho más fácil de lo que parece a primera vista. Mis
propios intentos incluyeron alguna prueba y error antes de aprender
los métodos correctos. Por lo tanto, espero poder ayudar a otros a
ahorrar algo de material, tiempo y esfuerzo.
Nota: Las imágenes a continuación muestran que
utilicé una hoja de impresión PEI antigua como panel de trabajo. No
tienes por qué usar este mismo material, en mi caso fue algo
accidental; no te arriesgues a dañar tu hoja de impresión 🙂
Material para hacer moldes
Para crear el molde, utilizaremos una goma de silicona de curado por
condensación de dos componentes. En nuestro caso, es un producto
checo local llamado Lukopren N Super ,
pero hay muchos productos similares que probablemente puedes
encontrar disponibles en todo el mundo, por ejemplo, Smooth-on , ACC Silicones , RTV , etc.
Lukopren consta del componente A (ls silicona en sí) y lel
componente B (endurecedor / activador) y endurece a temperatura
ambiente, en aproximadamente 24 horas . El tiempo
de curado se ve afectado por la cantidad de endurecedor y la
temperatura ambiente.
El molde resultante tiene una forma estable y es resistente química
y térmicamente. Puedes usarlo para fundir muchos materiales,
incluidos poliuretano, epóxido, poliéster, yeso, cemento,
cera, aleaciones de bajo punto de fusión o jabón . Este
material de molde es adecuado tanto para moldes pequeños y
detallados como para objetos grandes (es decir, estatuas). No se
necesita bomba de vacío debido a su excelente fluidez y baja
viscosidad. La goma de silicona se puede verter o pintar a cepillo
(con un espesante agregado a la mezcla), aunque hay mejores opciones
para usar con cepillo, como por ejemplo Smooth-on mencionado
anteriormente.
La fundición de metales se describirá en detalle en
un artículo posterior, centrado en la fabricación de joyas y
aplicaciones dentales.
El modelo
Para obtener un molde de calidad, en primer lugar, necesitamos un modelo
maestro de calidad para crear el molde.
Diseñar un modelo de este tipo podría ser tedioso y requerir
bastante paciencia y atención al detalle, especialmente si somos
nuevos en las aplicaciones de modelado 3D. Puede omitir esta parte
por completo simplemente descargando un modelo listo de una base de
datos de Internet, como www.prusaprinters.org
.
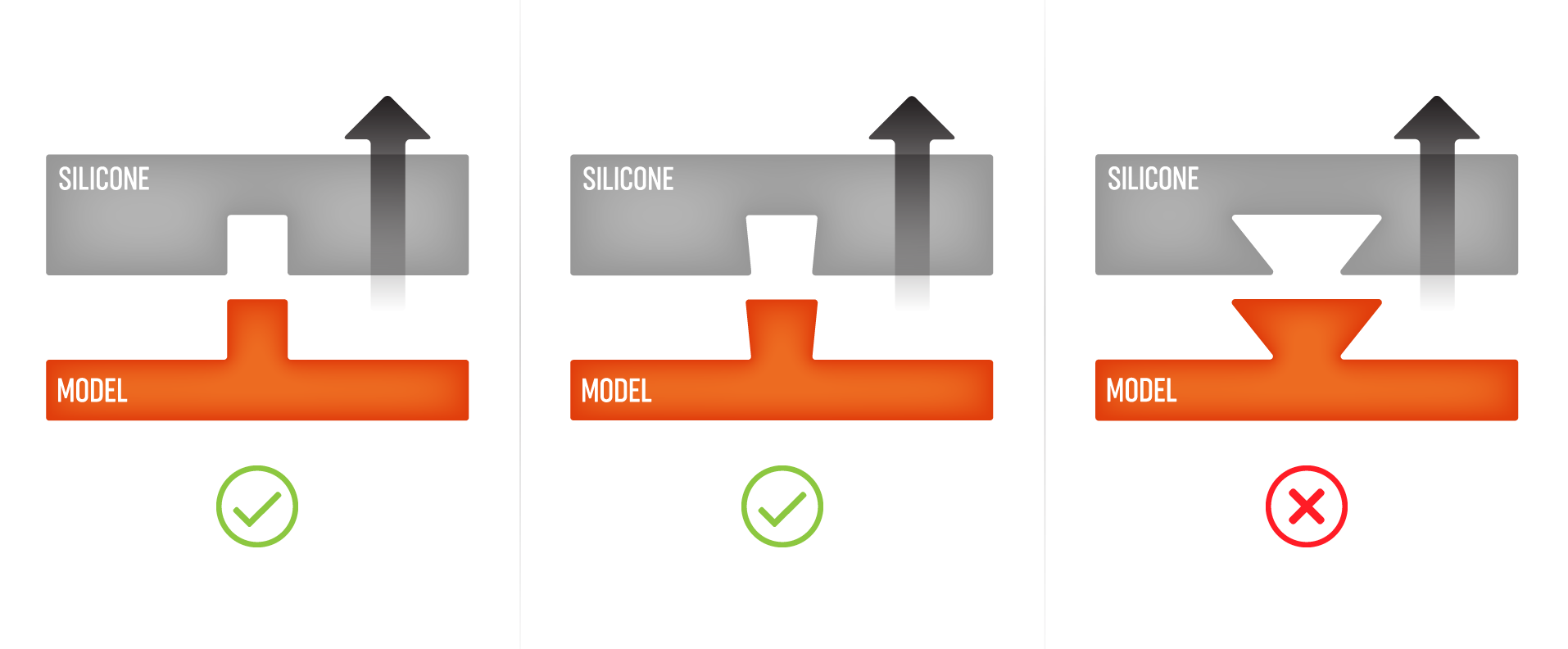
Tenga cuidado con los llamados voladizos: contornos del modelo que
tienen un ángulo más pronunciado (90 °) contra el plano de
separación del molde. En otras palabras, si observa un molde
directamente desde arriba, debería poder ver toda la
superficie interna , sin nada oculto «detrás de una
esquina». Estos voladizos podrían causar que el modelo maestro o el
modelo final se atasquen en el molde. Afortunadamente, una de las
grandes ventajas de la goma de silicona es su elasticidad: cederá un
poco cuando lo doblemos y giremos para sacar el modelo terminado.
Esto significa que podríamos permitirnos cierto nivel de voladizos.
El modelo moldeado correctamente debería aparecer casi
espontáneamente, después de presionar suavemente el molde.
Si usamos un método de fundición a cera perdida con resina
calcinable, no tenemos que preocuparnos por los voladizos en
absoluto, porque no sacamos el modelo, sino que éste se destruye
dentro del molde.
Para la fabricación de moldes de caucho de silicona, cualquier
material no poroso es adecuado para un modelo maestro. Esto
significa que puedes usar impresiones 3D de filamento o resina. Las
capas de impresión no son un problema (en términos de eliminación
del molde), pero serán visibles en el molde final, por supuesto. Eso
significa que la impresión con resina es la más adecuada
: utiliza la impresora Original Prusa
SL1 .
Para la fundición a la cera perdida, hay resinas de fundición
especiales disponibles, que pueden fundirse o calcinarse
completamente del molde. También se incluirá más información sobre
este método en un artículo próximo.
El modelo maestro impreso en 3D es mucho más prescindible que uno
hecho a mano. En el peor de los casos, si lo dañamos de alguna
manera durante nuestro primer intento de fabricación de moldes,
siempre podríamos imprimirlo de nuevo.
Inspecciona a fondo la superficie del modelo maestro antes de usarlo
para hacer moldes. ¡Trata cualquier pequeña mancha, rasguño, trozos
de soporte o incluso huellas dactilares! De lo contrario, todos
estos defectos de la superficie se copiarán en el modelo final.

Preparación final para la fabricación del molde.
Antes de hacer el molde real de dos partes, necesitamos diseñar su plano
de división . Cortaremos el canal de vertido y las
rejillas de ventilación en el molde más tarde antes del moldeo.
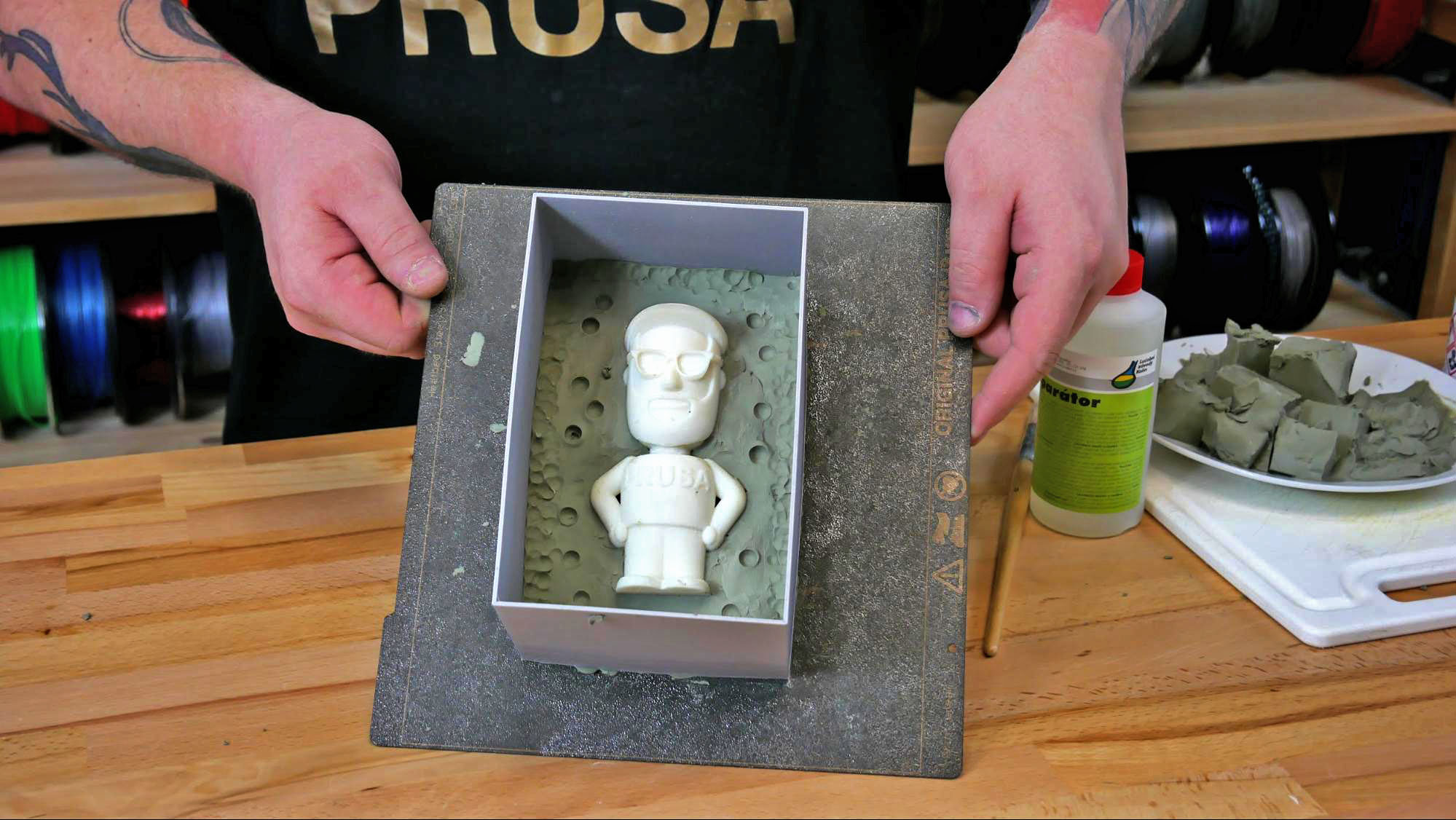
El plano de división se creará de la siguiente manera: empuja el
modelo maestro dentro de la plastilina hasta el nivel del plano de
división deseado (no tiene que ser estrictamente horizontal, por
supuesto).

Para poder alinear correctamente ambas mitades del molde más tarde,
crea las llamadas marcas de registro
.

Estas podrían ser agujeros simples hechos con un mango de cepillo,
ranuras talladas, cualquier cosa que altere la superficie lisa, lo
que podría hacer que las mitades del molde se deslicen.
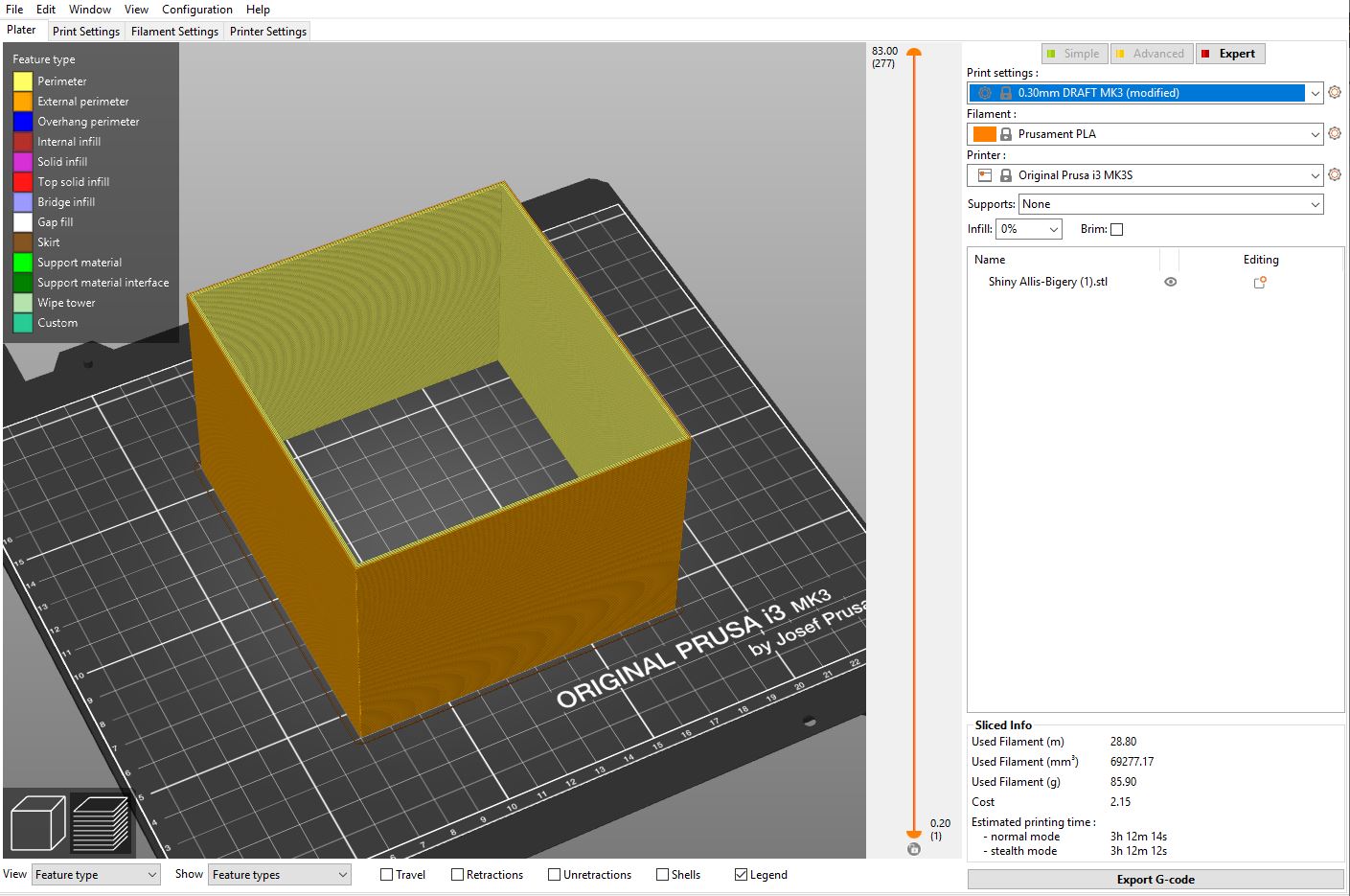
También tenemos que crear una carcasa externa, que mantendrá la
silicona líquida en el interior y evitará que se vierta sobre toda
la mesa. Después de explorar algunos callejones sin salida con
ladrillos de Lego o varios bloques unidos con una pistola de
pegamento, encontramos una solución simple, limpia, pero no tan
obvia (hmm …): la imprimimos en 3D en la Original Prusa i3 MK3S
:). La pared de 4 perímetros perimetrales hizo que la carcasa fuera
lo suficientemente resistente.
Todo el espacio interior, es decir, las paredes internas de la
carcasa, la superficie de la arcilla de modelar y el modelo maestro,
deben cubrirse con un agente de desmoldeo , de lo
contrario, más tarde, no podremos retirar el modelo maestro del
molde.
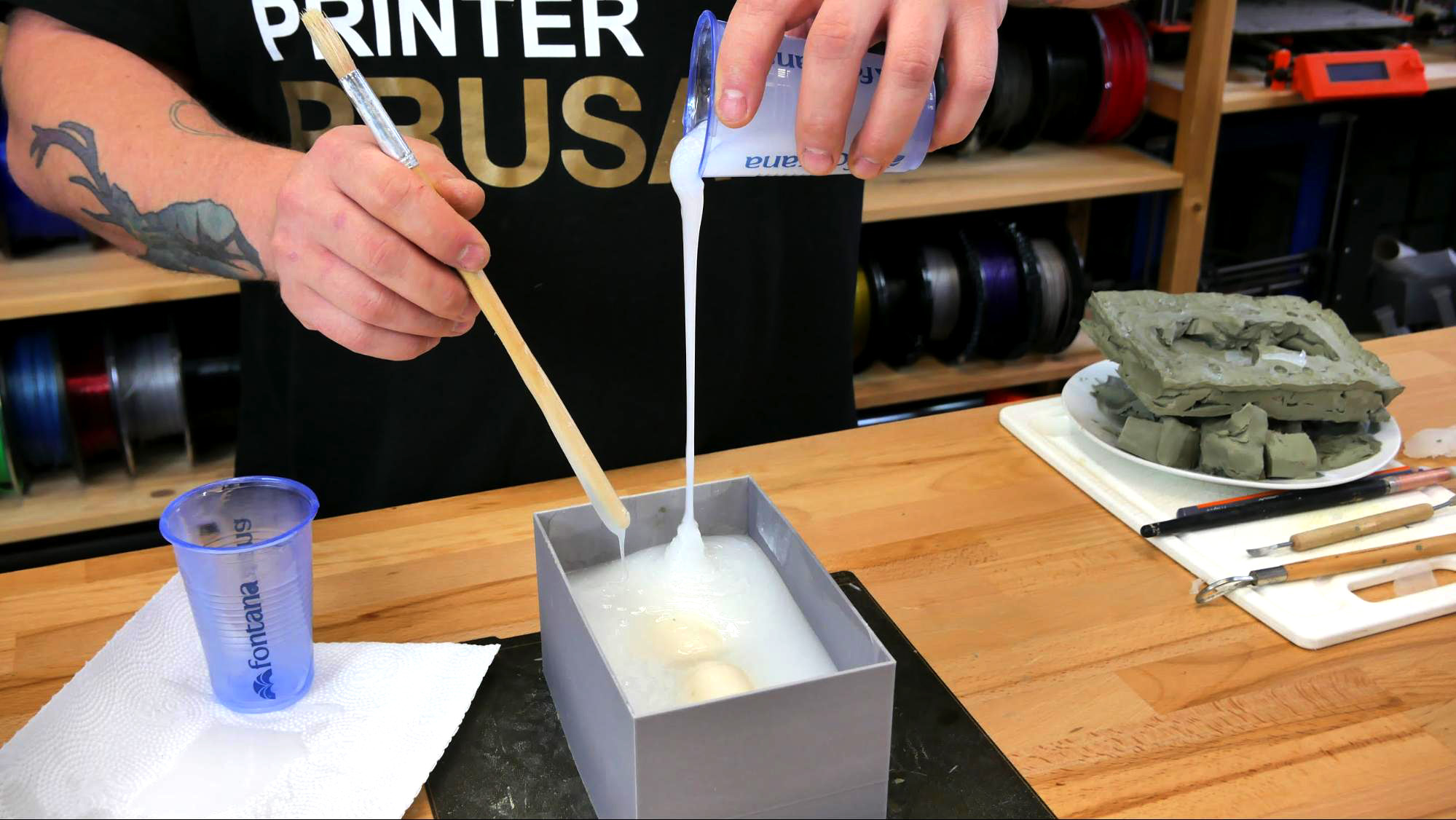
Ahora, creamos la mitad inferior del molde. Vierte la mezcla de
silicona con endurecedor / activador agregado (de acuerdo con las
instrucciones) en la esquina de la carcasa desde
una altura suficiente (al menos 10 cm / 4 «). Deja que la
silicona se extienda y llene todos los rincones y grietas por sí
sola.
Deja que la silicona cure adecuadamente, luego retira la mitad
inferior del molde de la carcasa y limpia cuidadosamente toda la
arcilla de modelar.

Cuando el molde y el modelo maestro estén completamente limpios,
cúbrelos nuevamente con un agente desmoldante para que la mitad
superior del molde no se adhiera a la inferior. Una vez más, vierte
la mezcla de silicona y crea el resto del molde.

Ahora el molde está completo y podemos quitar el modelo maestro y
dejarlo a un lado.
El material de fundición se vierte en el molde a través de un canal
de vertido . Su tamaño es crucial para la calidad del
moldeo (a menos que usemos un método de moldeo centrífugo). Para la
mayoría de los materiales, excepto el metal, debe tener al menos 3-5
cm (2 ”) de largo. Para materiales con peor fluidez, como yeso,
concreto o cera, el canal debe tener al menos 3 cm (1.2 ”) de ancho,
de lo contrario, 1 cm (0.5”) de ancho debería ser suficiente.

También debes cortar al menos una ventilación de aire
para permitir que el aire escape más rápido del molde. Tales
respiraderos deben colocarse siempre sobre el punto donde el canal
de vertido se encuentra con la cavidad del modelo, y también en cada
lugar donde se puedan formar bolsas de aire. Es característico de un
procedimiento de fundición correcto, que todas las salidas de aire
también están completamente fundidas (llenas de material fundido).

Proceso de fundición
Tenemos un molde completo que incluye canal de vertido y salidas de
aire. Ten en cuenta que el molde puede reutilizarse varias
veces , puedes obtener hasta 30-50 piezas, dependiendo de
qué tan detallados sean los contornos.
Ahora es el momento del vertido en sí. Una vez más, utilizamos
el agente desmoldante para cubrir las superficies
internas del molde; asegúrate de que sea realmente minucioso, de lo
contrario, el yeso podría adherirse al molde. Verteremos jabón
y cera .
Para la fundición de jabón, primero debemos licuar el material calentándolo
. Puedes usar un microondas normal con ajustes máximos, durante
aproximadamente un minuto (depende de la potencia del microondas y
del material de jabón exacto que uses). Para estar seguro,
recomendamos verificar la situación cada 30 segundos.
Pega ambas mitades del molde firmemente juntas. Vierte el material
caliente lentamente en el molde.


Se solidificará en aproximadamente 1-3 horas, dependiendo de la
temperatura ambiente (podrías guardarlo en la nevera para acelerar
las cosas).


El mismo proceso podría usarse para fundir cera para velas, el único
paso adicional es cortar un surco para la mecha de la vela, en el
extremo opuesto del canal de vertido.

Inserta la mecha y vierte la cera (nuevamente, derretida usando
microondas) en el molde.
La cera se solidifica más rápido que el jabón y está lista para
extraerse del molde en aproximadamente 30-60 minutos (nuevamente,
dependiendo de la temperatura ambiente). Asegúrate de llenar
completamente el canal de vertido , ya que la cera tiende
a contraerse mientras se enfría.
Conclusión
La fabricación de moldes no es un proceso difícil, te permite
multiplicar fácilmente sus impresiones en 3D, utilizando diversos
materiales. ¡Incluso podrías comenzar una línea de producción a
corto plazo!
Entonces, buena suerte con tu hobby y, como siempre, ¡felices
impresiones!

Lo siento, debes estar conectado para publicar un comentario.