





Mit FFF-3D-Druckern wie dem Original Prusa i3 MK3S können Sie faszinierende Modelle mit einer sehr guten Genauigkeit ausdrucken. Doch manchmal reicht das nicht aus. Es gibt Dinge, die eine perfekt glatte und glänzende Oberfläche erfordern – entweder aus ästhetischen oder aus funktionalen Gründen. Mit SLA-3D-Druckern ist das keine schwierige Aufgabe. Aber was ist mit FFF-3D-Drucken? Die Schichtlinien sind in der Regel recht deutlich. Sie zu glätten, kann nur durch eine angemessene Nachbearbeitung erreicht werden. Vielleicht haben Sie davon gehört oder es bereits selbst ausprobiert – wie das Glätten von ASA/ABS-3D-Drucken mit Acetondämpfen. Wir erhalten jedoch immer noch viele Fragen dazu, wie verschiedene Materialien geglättet werden können. Lassen Sie uns mal die Anleitung durchgehen, wie Sie Ihr Modell perfekt glatt und glänzend machen können.
Sicherheit geht vor:
Zunächst müssen wir Sie daran erinnern, dass wir in allen Fällen der chemischen Glättung mit entflammbaren organischen Lösungsmitteln und/oder deren Dämpfen arbeiten werden. Bitte befolgen Sie die empfohlenen Sicherheitsvorkehrungen, um sich selbst und die Menschen um Sie herum zu schützen. Erinnern Sie sich daran, dass Sie mit diesen Chemikalien auf eigenes Risiko arbeiten. Tun Sie alles Notwendige, um den direkten Kontakt mit und das Einatmen von Chemikalien zu vermeiden. Arbeiten Sie immer in gut belüfteten Bereichen, möglichst weit entfernt von brennbaren Gegenständen und verwenden Sie Schutzausrüstung wie Handschuhe und Gesichtsschutz (Schutzschild oder Schutzbrille). Acetondämpfe treten in der Regel sehr deutlich auf und können Atembeschwerden verursachen.
Wie man das richtige Material auswählt
Wenn von chemischer Glättung die Rede ist, werden sich viele Anwender wahrscheinlich an ABS- oder ASA-Filamente als Materialien erinnern, die sich leicht glätten lassen. Deshalb werden wir diesen Materialien zum größten Teil widmen. Aber nicht nur diese Arten von Filamenten können bis zu einem gewissen Grad geglättet werden. Jedes Material hat sein eigenes Lösemittel (Sie finden es in Chemietabellen), das das Material früher oder später glättet.
Es wird jedoch nicht jedes Verfahren empfohlen, da viele Lösemittel in der Regel gefährliche Stoffe sind, die für die große Mehrheit der Menschen nicht verfügbar sind (z.B. Chloroform, Dichlormethan, usw.). Außerdem dauert das Auflösen einiger Filamente viel zu lange, was sie für diese Art der Nachbearbeitung unpraktisch macht. Lassen Sie uns einige Grundkombinationen von Filamenten und Lösungsmitteln, die unter den Herstellern oft empfohlen werden, evaluieren und ihre Vor- und Nachteile herausfinden.

ABS und ASA
Die mit Abstand am besten geeigneten Materialien zum Glätten sind ABS und ASA in Kombination mit Aceton. Sie sollten Aceton in Ihrer örtlichen Drogerie oder im Baumarkt kaufen und es in Ihrem Heimarbeitsraum verwenden können. Insbesondere Prusament ASA kann sehr einfach geglättet werden. Mit der richtigen Methode erhalten Sie im Handumdrehen eine schöne glatte und glänzende Oberfläche. In den folgenden Kapiteln werden wir ABS und ASA mehr Aufmerksamkeit widmen.
PVB
Ein weiteres sehr beliebtes Material ist PVB (PolyVinyl Butyral), weil es einfach zu verwenden ist (wie PLA), es nicht zum Verziehen neigt und mit Isopropylalkohol (IPA) geglättet werden kann. Wenn Sie jedoch IPA-Dämpfe zum Glätten verwenden (wie bei ABS/Aceton), kann der Prozess bis zu mehreren Stunden dauern. Um ihn zu beschleunigen, sollte IPA direkt auf die Oberfläche Ihrer 3D-Drucke aufgetragen werden. Es ist besser, es so zu verteilen, wie es der Polymaker Polysher und Zortrax Apoller machen.

HIPS
HIPS, auch bekannt als hochschlagfestes Polystyrol, wird im Allgemeinen als Trägermaterial für ABS und ASA-Drucke verwendet. Es kann mit d-Lemonene aufgelöst werden. Am besten ist es, das Modell für 10-20s in Limonene zu waschen und trocknen zu lassen (dies kann mehrere Stunden oder sogar Tage dauern). Merkwürdigerweise wird das Modell immer nach Orangenschalen riechen, wenn es in d-Limonen gewaschen wird. Wir haben getestet, dass einige HIPS auch mit Aceton geglättet werden können (am besten mit Acetondämpfen).

HIPS geglättet mit Aceton (links) und D-Lemonene (rechts)
PLA
Die Glättung von PLA ist etwas anspruchsvoller. Verschiedene Internet-Diskussionen bieten viele Tipps und Tricks, wie man das macht. Und anscheinend gibt es eine ganze Reihe von Leuten, die es erfolgreich mit einigen der folgenden Methoden geschafft haben. Der häufigste Ratschlag ist die Verwendung von Chloroform. Es ist jedoch eine gefährliche Chemikalie, die nur mit einer Sondergenehmigung erhältlich ist, die die meisten Leute nicht bekommen. Selbst wir waren nicht in der Lage, diese Chemikalie in die Hände zu bekommen, so dass wir zum jetzigen Zeitpunkt nicht bestätigen können, ob sie funktioniert oder nicht.
Eine andere Option ist die Verwendung von NaOH (Natriumhydroxid alias Lauge). Auch diese Methode können wir nicht empfehlen, besonders wenn Sie beabsichtigen, sie zu Hause durchzuführen. Es handelt sich um eine gefährliche Substanz, die in der Regel, anstatt Ihren Druck zu glätten, das Objekt höchstwahrscheinlich in kleine Fragmente zerlegt. Es besteht eine kleine Chance, mit verschiedenen Konzentrationen ein besseres Ergebnis zu erzielen, aber das können wir nicht bestätigen. Es wären mehr Tests unter Laborbedingungen erforderlich.
Der dritte Ratschlag ist die Verwendung von Aceton. Unsere Tests haben bestätigt, dass sich alle Farben von Prusament PLA mit Aceton perfekt verkleben lassen – es funktioniert wie ein Sekundenkleber. Unsere Versuche des Auflösens von PLA mit Aceton können jedoch kaum als erfolgreich bezeichnet werden. Wir haben von fast jedem Prusament PLA Muster gedruckt und sie Acetondämpfen ausgesetzt. Nach mehreren Stunden Exposition wurden sie etwas weicher, aber nicht einmal annähernd glatt.
Dann haben wir versucht, Aceton mit einem Pinsel direkt auf die Oberfläche des Modells aufzutragen, wiederum ohne nennenswertes Ergebnis. Schließlich haben wir die Modelle in ein Acetonbad getaucht, was ein teilweises Ausbleichen mehrerer Filamente und die totale Zerstörung aller Modelle zur Folge hatte. Ein kurzes Bad verursacht keine besonderen Schäden, aber nach einigen Stunden (oder sogar Tagen) reißt das Modell nicht nur zwischen den Schichten, sondern auch in andere Richtungen (dies wird wahrscheinlich durch einen Effekt verursacht, der „Lösungsmittelkrausen“ genannt wird). Es ist interessant, dass die Schichten in jedem Fall sichtbar blieben, egal, was mit dem Rest der Modells geschah.

PLA-Baumfrosch 3 Stunden und 48 Stunden in Aceton gebadet
PETG
Man kann auch PETG glätten. Am besten mit Dichlormethan. Der Hauptvorteil des Glättens von PETG ist die Tatsache, dass die Chemikalie leicht mit einem Pinsel aufgetragen werden kann – sie hinterlässt keine Spuren auf der Oberfläche und die Drucke verdrehen sich danach nicht (wie ABS oder ASA). Aber es gibt einen Haken: Dichlormethan ist ebenso wie Chloroform ein gefährliches Lösungsmittel und kann nur mit Sondergenehmigung gekauft werden. Diese Chemikalien sollten nur von erfahrenen Anwendern mit entsprechendem Schutz verwendet werden.

Anwendung der Lösemittel
Die meisten Lösemittel können auf verschiedene Weise angewendet werden, aber wir haben sie ausprobiert und konnten bestätigen, dass eine Lösung über den anderen steht: Der beste Weg, Ihren Druck glatt zu machen, ist, ihn einem Lösemitteldampf auszusetzen.
Das Auftragen des Lösemittels mit einem Pinsel verbraucht höchstwahrscheinlich viel von der gewählten Chemikalie, und die Oberfläche wird nie vollkommen glatt und glänzend sein. Außerdem riskieren Sie, weiße Flecken auf der Oberfläche zu hinterlassen. Das Modell könnte sich auch zu verdrehen und zu verziehen beginnen.
Einen 3D-Druck direkt in z.B. ein Acetonbad zu versenken, ist ebenfalls keine gute Idee. Es führt zu verschiedenen Problemen bei der Handhabung des Objekts – Sie werden es höchstwahrscheinlich berühren, wenn Sie es aus dem Bad nehmen, und die aufgeweichte Oberfläche beschädigen. Außerdem kann das Lösungsmittel ins Innere Ihres Modells eindringen und noch mehr Schaden anrichten. Darüber hinaus ist es normalerweise schwierig, die richtige Eintauchzeit abzuschätzen, so dass Sie am Ende wahrscheinlich eher das Bad mit gelöstem Kunststoff verderben werden. Auf diese Weise behandelte ABS/ASA-basierte Objekte neigen dazu, sich stark zu verdrehen.
Glättungskasten-Konstruktion
Zu diesem Zeitpunkt haben wir beschlossen, dass wir Lösungsmitteldämpfe verwenden müssen, um unsere Drucke zu glätten. Um dies zu tun, müssen wir eine richtige Box bauen, um erfolgreich zu sein. Sie sollte einige grundlegende Parameter haben:
Entscheiden wir zunächst, welche Chemikalien wir verwenden wollen, und wählen wir ein geeignetes Material für den Kasten aus. Sie sollten keinen Kasten aus ABS für die Acetonglättung oder PETG-Kasten für die Glättung mit Dichlormethan verwenden, da sie sich schnell auflösen würden. Da ASA/Aceton die am häufigsten verwendete Kombination ist, entschieden wir uns für eine transparente Aufbewahrungsbox aus PP (Polypropylen), die bei IKEA erhältlich ist. Es ist gut, mehrere Boxen in verschiedenen Größen für verschiedene Modelle zu haben, um Aceton einzusparen und den Prozess ein wenig zu beschleunigen.

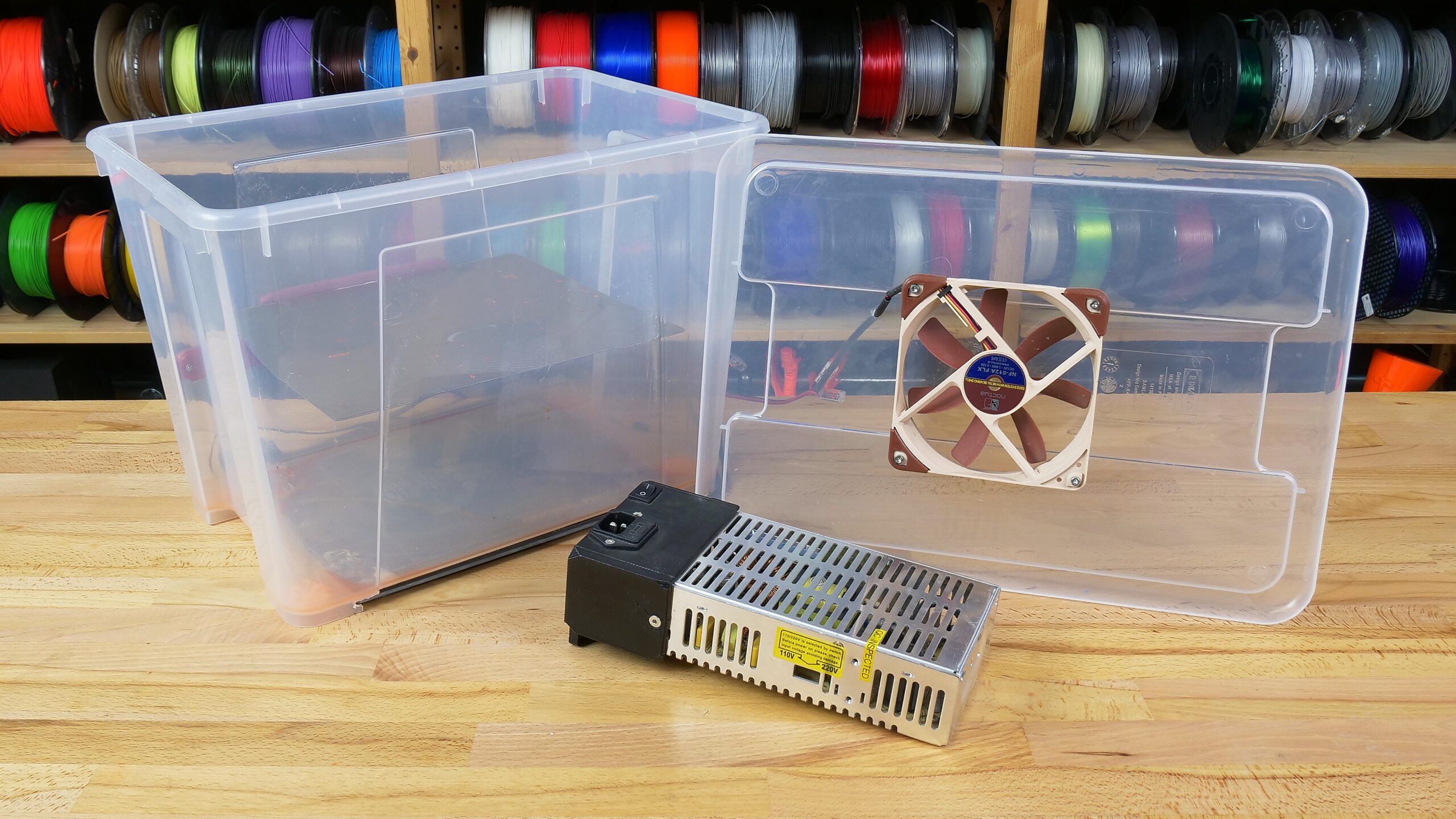
Beispiel für eine Glättungsbox: Eine erhöhte Plattform (altes und beschädigtes Stahlblech funktioniert gut) ist notwendig Die Elektronik ist optional und sollte nur von erfahrenen Benutzern verwendet werden!
Das gebräuchlichste und sicherste Verfahren ist es, mit Aceton getränkte Servietten oder Toilettenpapierstücke unter und um das Modell zu legen. Dies funktioniert gut bei winzigen Modellen. Bei größeren Modellen wird dies jedoch sehr viel schwieriger, da der Glättungseffekt möglicherweise nicht über die gesamte Oberfläche gleichmäßig ist – z.B. kann der untere Teil glatter sein als der obere Teil. Natürlich gibt es einige Methoden, mit denen dies auch bei größeren Modellen funktionieren kann. Erstens ist die empfehlenswerteste und sicherste Methode eine professionelle Glättungsstation zu verwenden, wie z.B. Polymaker Polysher oder Zortrax apoller. Diese Maschinen arbeiten bei niedrigen Temperaturen, verteilen das Lösemittel gleichmäßig und erzeugen ein schönes glänzendes Aussehen. Die Kehrseite der Glättstationen ist ihr hoher Preis.
Es gibt noch eine weitere (und billige) Methode, um jedes Modell gleichmäßig glatt zu machen – und das ist die Erwärmung des Acetons. Aber seien Sie sich bewusst, dass diese Methode gefährlich ist, und wir können dies nicht noch mehr betonen – Wenn Sie sich entscheiden, das Aceton zu erwärmen, tun Sie dies auf eigene Gefahr. Tun Sie es so weit wie möglich von allem Brennbaren entfernt, tragen Sie Schutzausrüstung (Gesichtsschutz, Handschuhe usw.) und überprüfen Sie immer die Box (bleiben Sie auf Abstand und beobachten Sie es immer). Die Arbeit in einer sicheren Umgebung ist absolut unerlässlich – das können wir nicht genug betonen. Wenn Sie sich nicht sicher sind, wenden Sie die Kaltmethode an oder kaufen Sie eine professionelle Glättungsstation. Vorsicht ist besser als Nachsicht!
Wenn Sie sich von unseren Sicherheitswarnungen nicht entmutigen lassen, sehen wir uns die Liste der empfohlenen Hardware an. Wie wir schon sagten, werden wir das Acetonbad aufheizen. Seine Dämpfe nehmen an Volumen zu, und wenn es in der versiegelten Box eine Zündquelle gäbe, könnte es zu einer Explosion kommen. Bitte denken Sie daran, dass die Box nicht perfekt abgedichtet sein darf, um einen Druckaufbau im Inneren zu verhindern. Wir empfehlen, eine leichte Kunststoffplatte ohne Verschluss zu verwenden (die einfach auf der Schachtel liegt) und ein paar winzige Löcher in den Deckel zu machen, damit Acetondämpfe entweichen können. Unter keinen Umständen sollte eine Box mit Gummiisolierung und irgendeiner Art von Verriegelung verwendet werden!
Legen Sie eine Metallplatte in die Box und stellen Sie sicher, dass sie sich mindestens einige Zentimeter (1-2 Zoll) über dem Boden befindet. Diese dient als Grundplatte für geglättete Modelle. Die Platform muss angehoben werden, um einen direkten Kontakt der Modelle mit Aceton zu vermeiden. Wir haben festgestellt, dass ein altes Druckerstahlblech das beste Glättungspad ist. Wir können problemlos damit arbeiten, ohne die Modelle zu berühren.
Eine weitere Sache, die Ihre Box brauchen könnte, ist ein Ventilator. Er ist ein optionales Teil, aber er wird die Effektivität durch eine verbesserte Dampfzirkulation wirklich verbessern. Ohne einen Ventilator könnten Ihre Modelle an der Unterseite zu weich werden, aber sichtbare Schichten auf der Oberseite könnten bestehen bleiben. Das Gebläse sollte an der Unterseite des Deckels angebracht werden, damit der Luftstrom direkt auf die Modelle gerichtet ist. Nochmals: Sicherheit geht vor: Der Ventilator sollte einwandfrei funktionieren, wenn Sie sich entscheiden, ihn in die Box zu legen. Beschädigte Elektronik kann Funken verursachen und die Dämpfe entzünden. Wenn Sie sich über die Qualität des Ventilators unsicher sind, benutzen Sie ihn nicht!
Der zweite optionale Teil ist ein Heizkissen. Durch die Erwärmung wird die Luft im Inneren besser mit Acetondämpfen gesättigt und der gesamte Prozess beschleunigt. Wenn Sie keine Lust haben, ein Heizkissen zu konstruieren, können Sie die Box auch auf eine warme (nicht heiße!) Oberfläche stellen (sonnenerwärmtes Pflaster, Druckerheizbett usw.). Enthusiasten können jedoch ihre eigene integrierte Heizung bauen. Bevor Sie versuchen, ein Heizelement hinzuzufügen, denken Sie daran, dass die Heizung außerhalb des Kastens platziert werden muss! Es ist keine gute Idee, eine Heizung in ein Acetonbad einzubauen!
Wir wiederholen uns, aber eine Erinnering schadet nicht: Seien Sie vorsichtig mit brennbaren organischen Lösungsmitteln, die beim Glätten verwendet werden! Lassen Sie die Box nicht unbeaufsichtigt, wenn der Prozess läuft! Wir benutzen eine Glättungsbox mit einem Noctua-Lüfter und einem Heizbett aus dem MK3S seit vielen Monaten regelmäßig und wir haben keine Probleme festgestellt. Wir empfehlen dennoch, angemessene Vorsicht walten zu lassen!
Menge des Acetons, Zeit und Temperatur
Es ist Zeit, die Glättungsbox zu testen! Es kann einige Zeit dauern, bis Sie das perfekte Gleichgewicht von Einwirkzeit, Temperatur und Acetonmenge gefunden haben. Für unseren Aufbau liegt die beste Temperatur des Heizbettes ca 80°C, mit etwa 5 mm Aceton an der Unterseite und 20 Minuten Einwirkzeit. Denken Sie jedoch daran, dass Sie Ihren Druck regelmäßig überprüfen müssen: Wenn Sie ihn zu lange exponieren, kann er sich irreversibel verformen.

Das Modell kann nach dem Glätten mehrere Stunden lang ziemlich weich bleiben. Denken Sie daran, bevor Sie es aus der Schachtel nehmen. Sie können die erweichte Oberfläche leicht beschädigen, indem Sie sie einfach nur berühren. Es kann sich solide anfühlen, wenn Sie es sanft berühren, aber täuschen Sie sich nicht. Es ist besser, das Modell auf dem Pad zu belassen und es zusammen mit diesem aus der Box zu nehmen. Nehmen Sie das Pad mit Ihren Modellen und legen Sie es in eine trocken-saubere Schachtel und lassen Sie die Modelle mindestens einige Stunden (oder sogar einen ganzen Tag) ruhen. Auf diese Weise stellen Sie sicher, dass keine Fingerabdrücke auf der Oberfläche sichtbar sind und keine Staubpartikel darauf hängen bleiben.
Seien Sie nicht überrascht, wenn Sie wenige Tage später feststellen, dass das Modell nach Aceton riecht. Es dauert einige Zeit, bis die Chemikalie vollständig verdunstet ist.
Auswahl der geeigneten Modelle
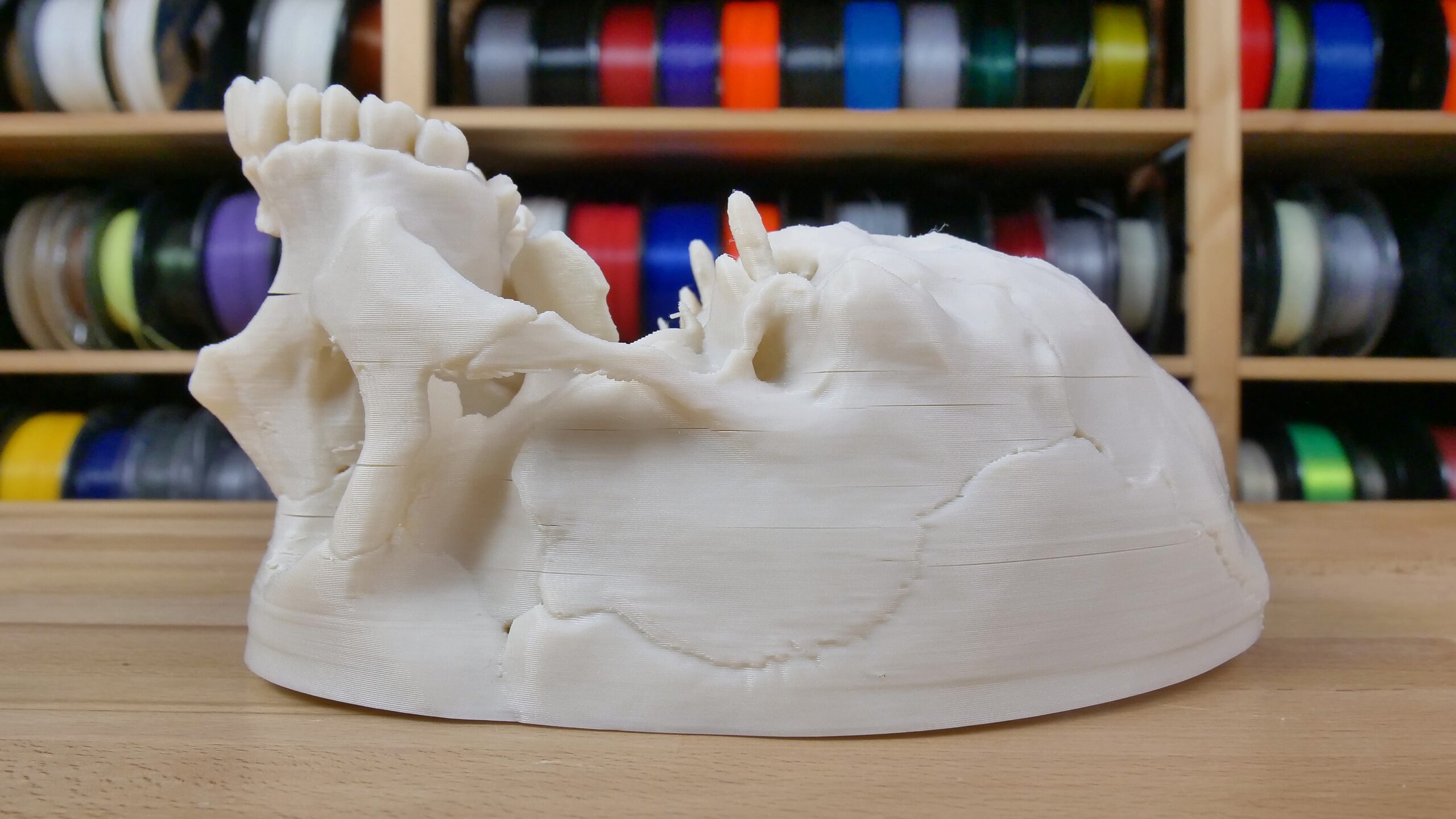
Nicht jedes Modell ist für die Acetonglättung geeignet. Winzige und komplexe Strukturen sind in der Regel nicht gut, da sie meist ihre Details verlieren und/oder sich zu verformen beginnen. Dies gilt auch für große und flache Modelle: Dieses Medkit beispielsweise wird sich nach der Glättung in Acetondämpfen früher oder später verformen. Außerdem neigen ASA und ABS dazu, sich während des Druckvorgangs zu verziehen, wenn sich der Drucker nicht in einem Gehäuse befindet.
Tipp: Wenn Sie kein Gehäuse haben, stellen Sie die Schürze im PrusaSlicer ( Druckeinstellungen/Schürze und Rand) auf die höchstmögliche Anzahl von Lagen ein (9999). Dies wird helfen, ein Mikroklima zu schaffen und Verformungen stark zu reduzieren.
Auch die Schichthöhe ist ein enormer Faktor. Je niedriger Ihre Schichthöhe ist, desto besser wird der Glättungsprozess. Versuchen Sie, mit variabler Schichthöhe zu experimentieren, um die besten Ergebnisse zu erzielen.
Es ist gut, ein Gehäuse für ASA-Drucke zu verwenden, um Verformungen zu reduzieren

Dünne Teile neigen nach dem Glätten zum Verdrehen und können unbrauchbar werden.
Funktionelle (mechanische) Teile sind für das Glätten mit Aceton nicht geeignet. Das Verfahren kann ihre Abmessungen und Formen (insbesondere scharfe Kanten) verändern, und es wird ihre mechanischen Eigenschaften nicht verbessern – es ist nur ästhetisch.
Ein bisschen Testen
Wir dachten, dass Sie der Vergleich verschiedener ABS- und ASA-Filamente interessieren könnte. Wir haben zwei Musterobjekte (3Dbenchy und ein Schaf) mit 10 verschiedenen Filamenten gedruckt und mit Acetondämpfen geglättet. Und die Ergebnisse unterscheiden sich – sehr.
Hier ist unsere Liste der getesteten Marken und Materialien: Fiberology ABS, Filament PM ASA, ABS, ABS-T, Gembird ABS, Hatchbox ABS, Nebula ABS 702, Prusament ASA, Spectrum ASA 275

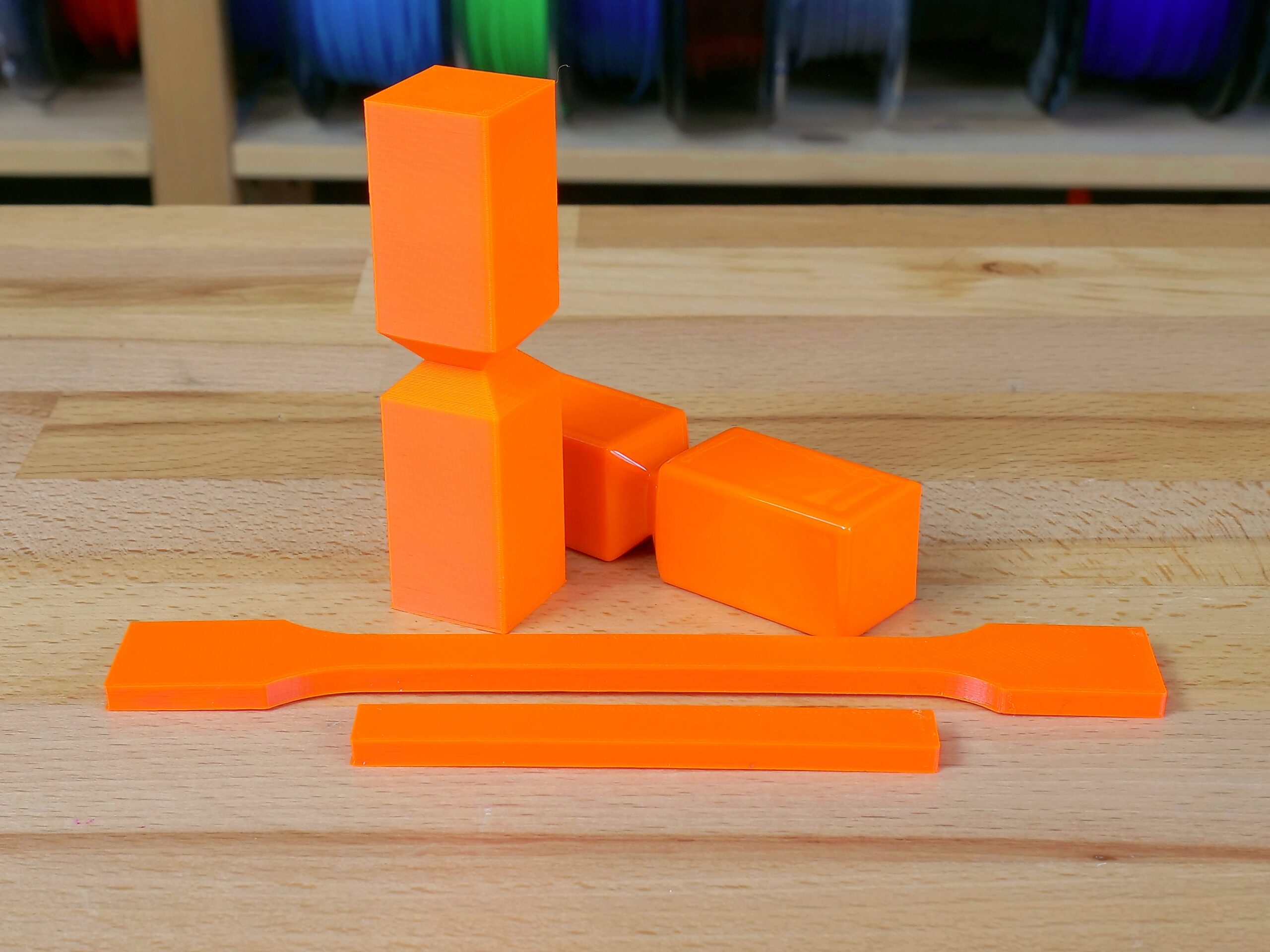
Am leichtesten (am schnellsten) zu glätten war unser Prusament ASA Prusa Orange. Für dieses Filament waren 15-20 Minuten Einwirkzeit mehr als ausreichend, und das Ergebnis war eine schöne glänzende Oberfläche. Die meisten anderen Filamente konnten mit wenigen Ausnahmen nach etwas längerer Zeit (20-40 Minuten) geglättet werden: ABS-T von Filament PM (grün) und Spectrum ABS 275 (blau) hatten auch nach einer Stunde Einwirkzeit deutlich sichtbare Schichten. Mit längerer Zeit begannen sich diese Modelle zu verformen, aber die Schichten blieben sichtbar. In ähnlicher Weise waren die Schichten auf grauem ASA von Filament PM (viertes von rechts) sichtbar. Interessant war jedoch die Tatsache, dass die wahrgenommene Schichtsichtbarkeit nur durch das Pigment verursacht wurde – die Oberfläche war in der Tat so klar wie ein Spiegel.
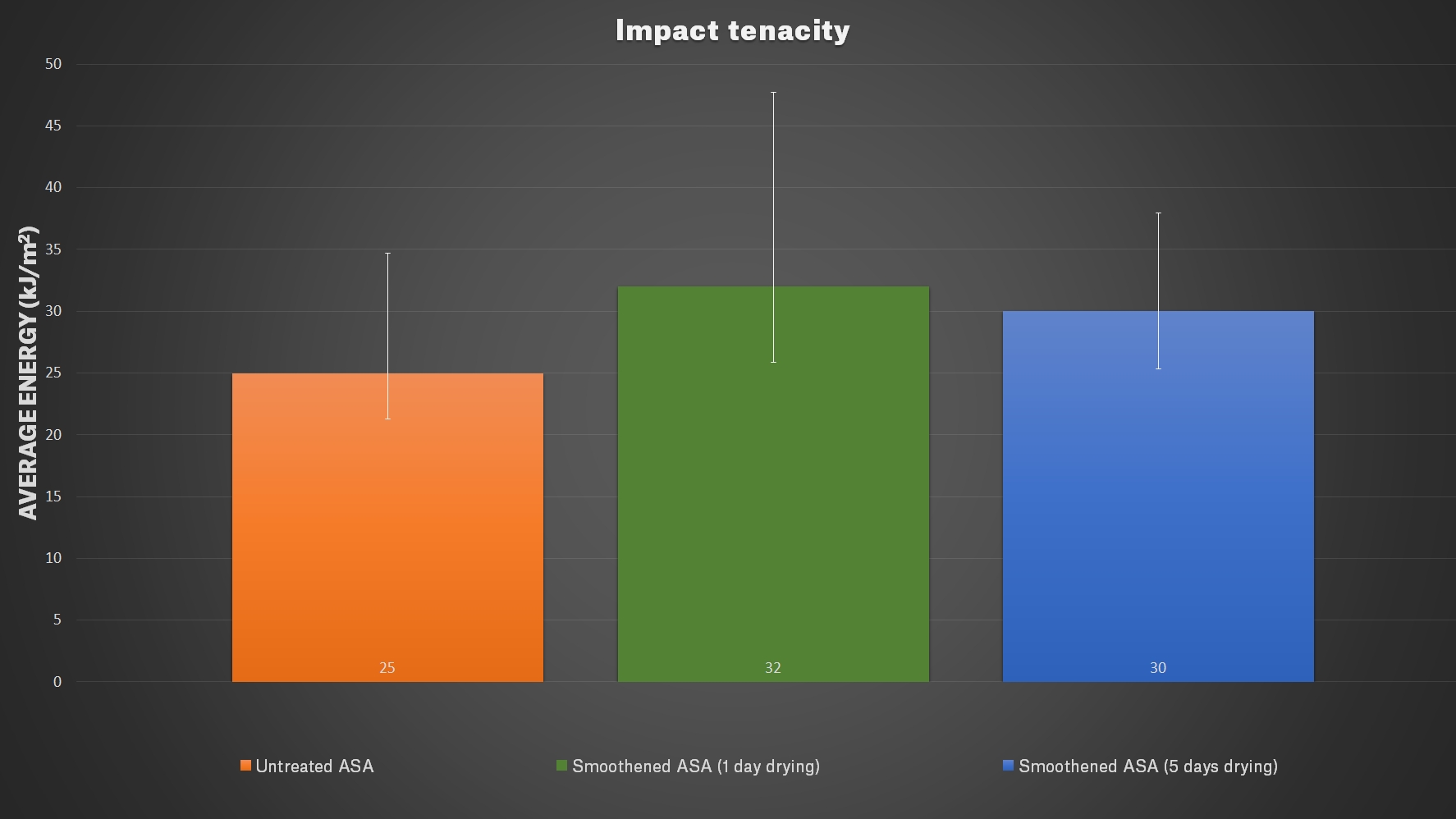
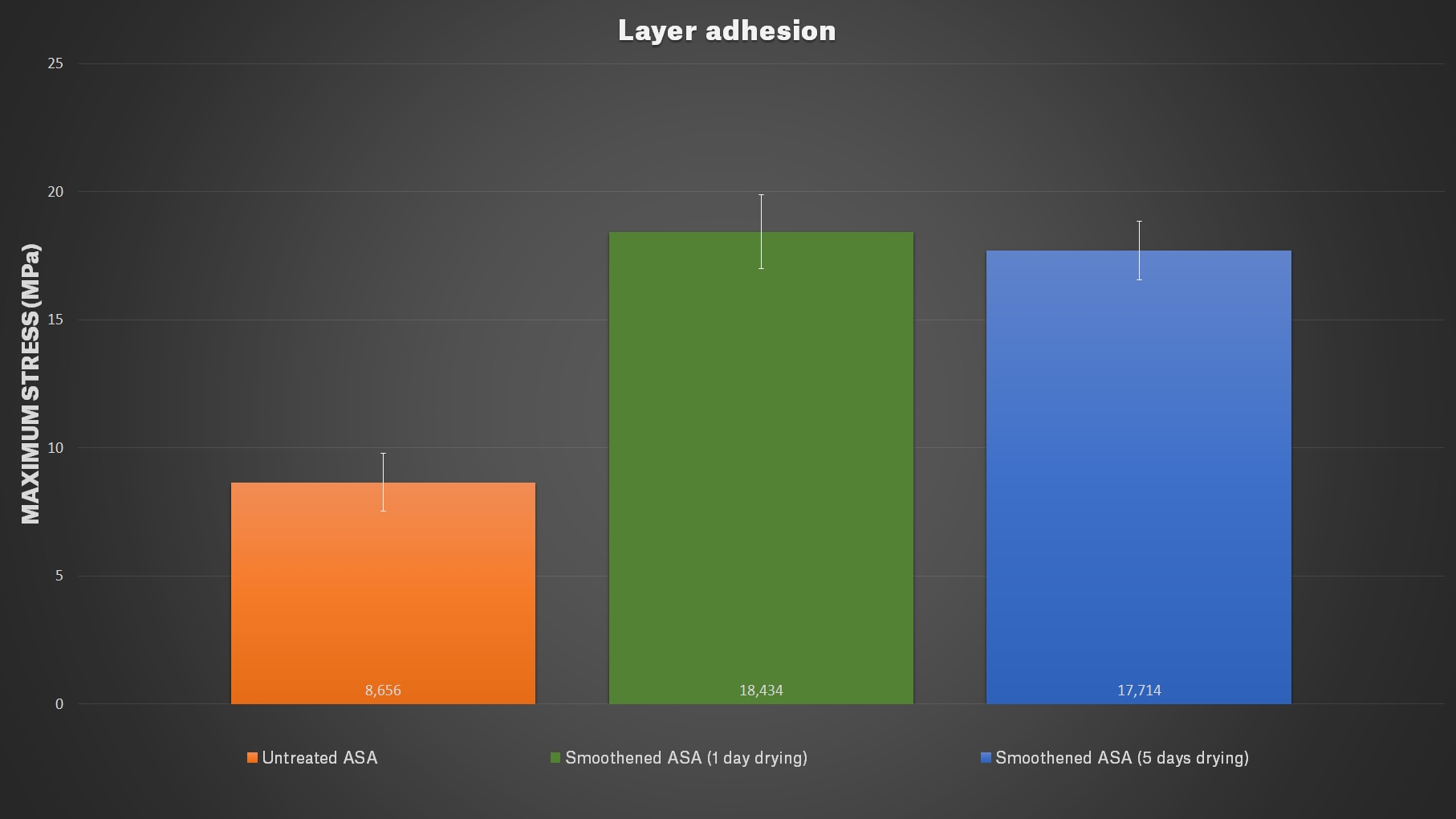
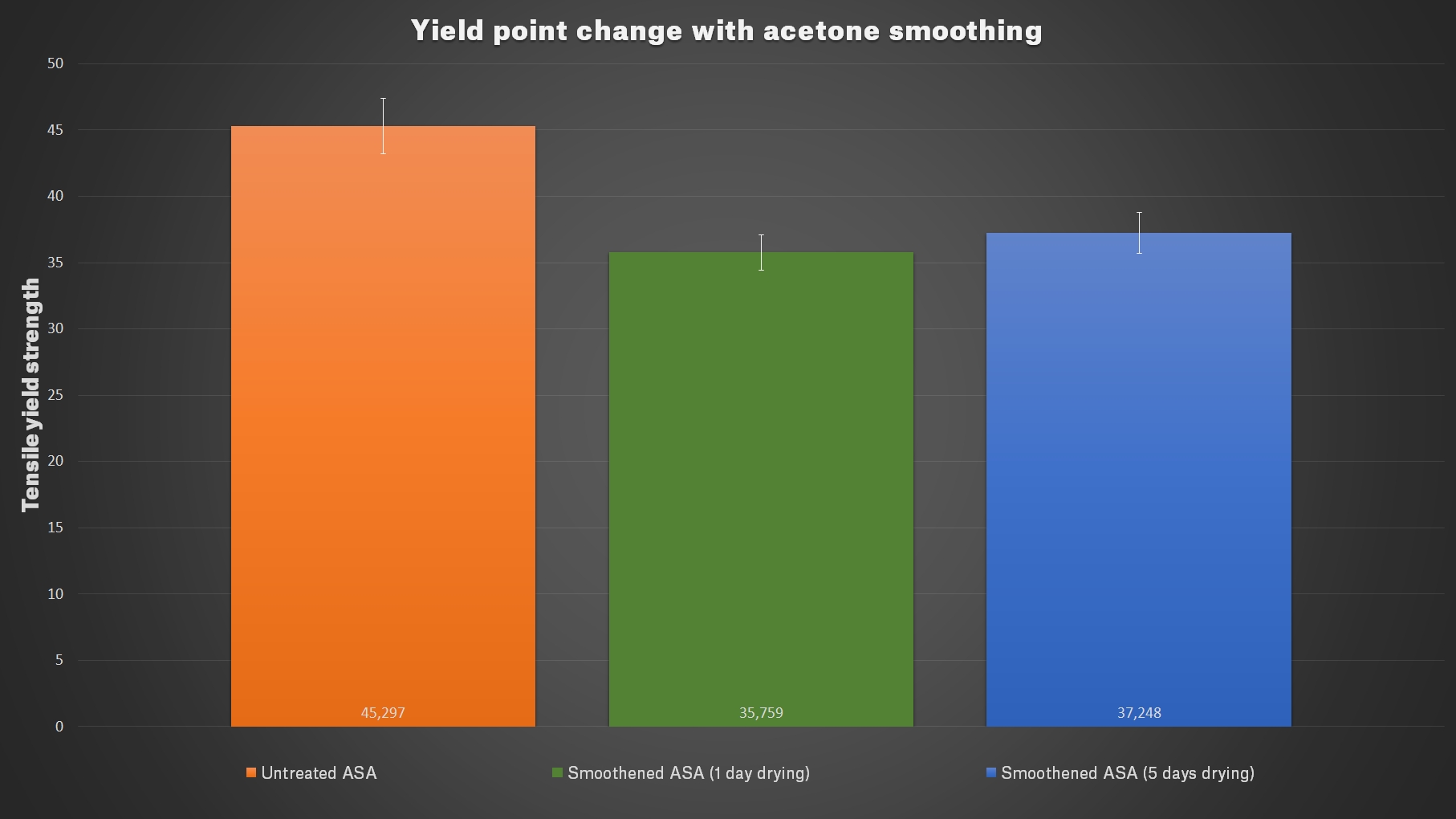
Schließlich haben wir einige physikalische Eigenschaften unseres Prusament ASA Orange getestet. Wir interessierten uns für den Unterschied zwischen unbehandelten und geglätteten Objekten. Wir druckten 60 Testobjekte für den Charpy-Pendelversuch, 30 Musterobjekte für den Zugversuch und 15 Objekte für den Schichthaftungstest. Zwei Drittel aller Modelle wurden 30 Minuten lang mit Aceton behandelt. Die geglätteten Modelle wurden in zwei Chargen aufgeteilt, eine wurde einen Tag und eine zweite fünf Tage lang getrocknet. Dann testeten wir sie auf dieselbe Weise, wie wir es in unserem Glühartikel taten.
Die Ergebnisse zeigten uns, dass geglättete Modelle eine etwas bessere Zähigkeit aufweisen als die unbehandelten und zudem eine mehr als doppelt so hohe Schichthaftung aufweisen. Andererseits war bei der Prüfung der Zugfestigkeit die Kraft, bei der das Material reißt, bei geglätteten Teilen etwas geringer als bei unbehandelten.
Wie Sie sehen, ist das Glätten mit Aceton keine Raketenwissenschaft. Mit einigen einfachen Vorrichtungen können Sie es sogar in Ihrer Garage oder Werkstatt ohne Schwierigkeiten zum Funktionieren bringen. Fahren Sie also fort und geben Sie Ihren Modellen das professionelle Aussehen, das sie verdienen 🙂 Vergessen Sie nur nicht die Sicherheit! Benutzen Sie stets Schutzausrüstung, arbeiten Sie in gut belüfteten Räumen und lassen Sie Ihre Glättbox nicht unbeobachtet. Wir sind wirklich neugierig auf Ihre Kreationen, also vergessen Sie nicht, uns die Fotos und Ihre eigenen Tipps und Tricks zum Glätten mitzuteilen. Und wie immer – Viel Spaß beim Drucken!
Du musst angemeldet sein, um einen Kommentar abzugeben.