





Die Oberfläche von 3D-Drucken ist in der Regel nicht perfekt glatt. Wenn die Düse die Umfänge und die feste Füllung zieht, bleiben kleine Lücken und Grate zwischen den Werkzeugweglinien sichtbar. Wenn Ihr Modell jedoch flache Bereiche parallel zum Druckbett aufweist, können Sie diese mit Bügeln glätten.
Wie funktioniert das Bügeln?
Bügeln glättet flache Oberseiten durch Ausführen einer speziellen zweiten Füllphase in der gleichen Schicht.
Wenn die heiße Düse über die soeben gedruckte Oberschicht fährt, glättet sie jeglichen Kunststoff, der sich möglicherweise aufgerollt hat. Die Düse extrudiert auch eine kleine Menge Filament, um etwaige Löcher in der oberen Oberfläche zu füllen. Der Abstand zwischen den einzelnen Bügeldurchgängen beträgt normalerweise einen Bruchteil des Düsendurchmessers. Das bedeutet, dass die Düse mehrmals über dieselbe Stelle fährt. Das Bügeln erfolgt in einem festen Winkel von 45 Grad im Vergleich zur ersten Phase der normalen oberen Füllung, da dieser Ansatz bessere Ergebnisse erzielt.

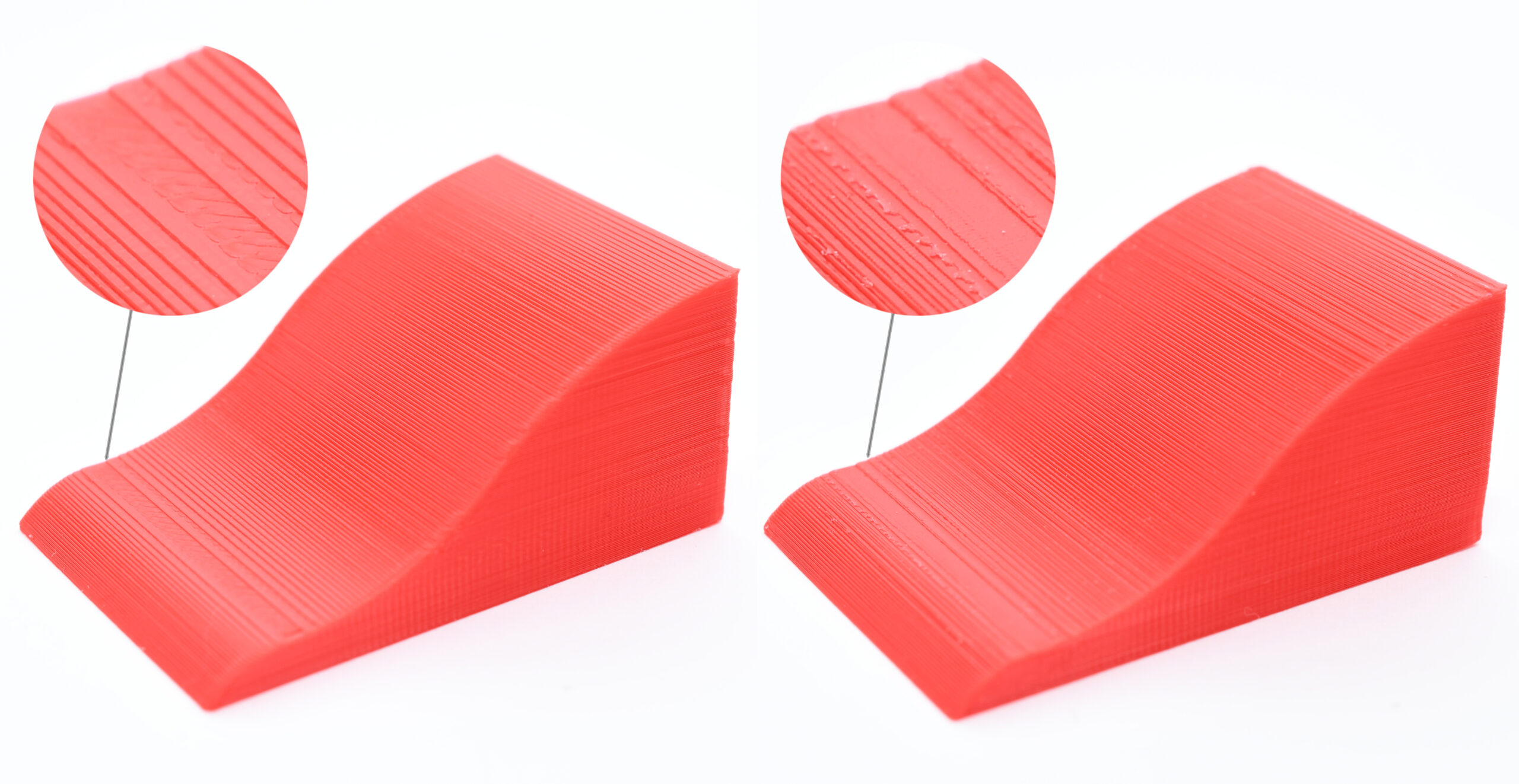
Makrovergleich von Bügeln AUS (links), Bügeln EIN (rechts)
PrusaSlicer 2.3
Zum Zeitpunkt der Veröffentlichung dieses Artikels ist PrusaSlicer 2.3 als öffentliche Beta-Version verfügbar. Sie können ihn von unserem GitHub herunterladen.
Geschichte
Die Idee des Bügelns wurde erstmals 2016 von dem spanischen Benutzer „Neotko“ im Ultimaker-Gemeinschaftsforum vorgeschlagen. Neotko entwickelte als Prototyp das „Neosanding“ – ein Glätten von Oberflächen in Simplify3D durch Ausführen einer zweiten Infill-Phase bei gleicher Druckhöhe mit Null oder einer winzigen Extrusionsrate senkrecht zum ersten Infill-Lauf. Das „Neosanding“ wurde später von Ultimaker in ihren Cura-Slicer integriert. Kisslicer integrierte das „Bügeln“ mit einer kleinen Drehung: Die zweite Phase verläuft nicht senkrecht zur ersten Phase, sondern bei 45 Grad, was Jonathan, der Autor von Kisslicer, validierte, um bessere Ergebnisse zu erzielen. Für PrusaSlicer haben wir Neotkos „Neosanding“ bei 45 Grad wie im Kisslicer implementiert.
Wann soll gebügelt werden
Das Bügeln ist nützlich für Drucke mit flachen Oberflächen, wie Namensschilder, Logos, Abzeichen, Schachteln, Deckel, usw.
Es kann auch nützlich sein, wenn Sie zwei Teile zusammenkleben möchten und die Oberflächen so flach wie möglich sein müssen, damit der Spalt zwischen ihnen minimiert wird.
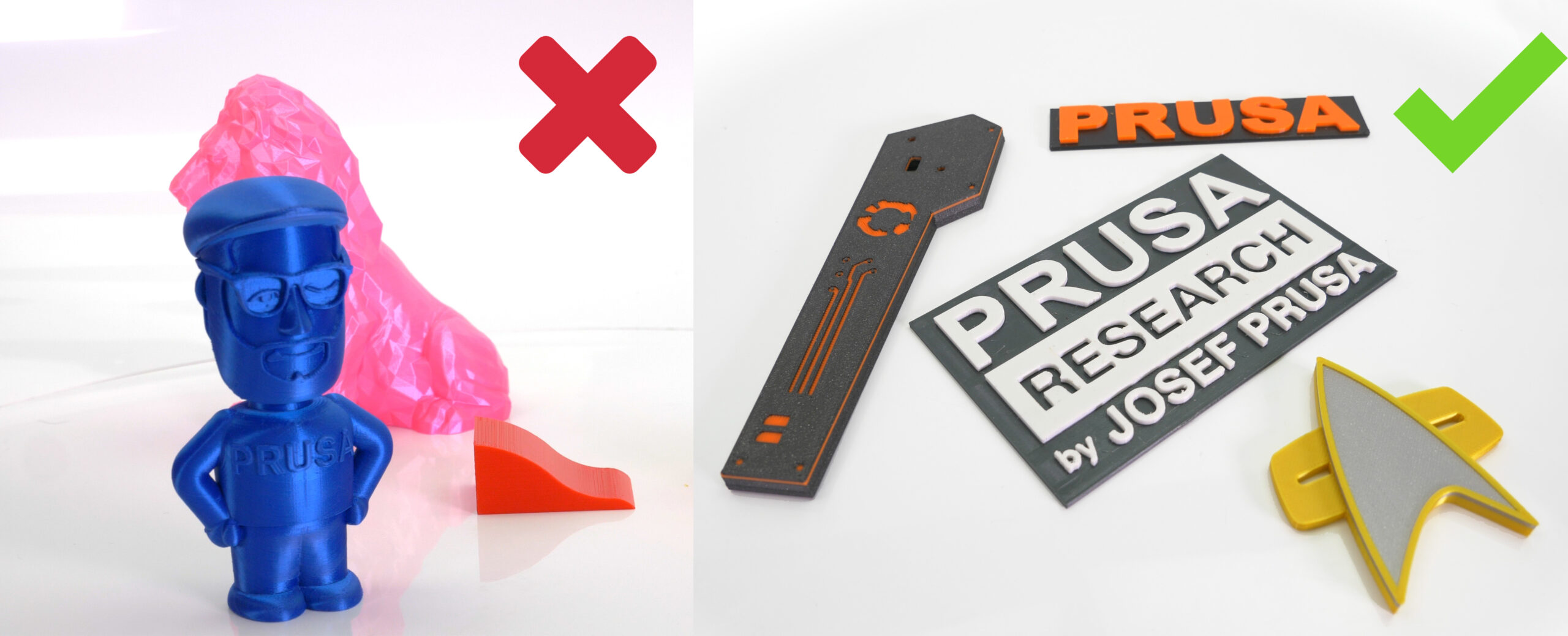
Bügeln ist nicht nützlich für runde Objekte, Figuren und organische Formen im Allgemeinen. Es ist auch nicht nützlich für Objekte, die zwar flache Bereiche haben, aber diese flachen Bereiche nicht parallel zum Druckbett ausgerichtet sind. Abgesehen davon wird das Bügeln beim Drucken solcher Modelle keine wesentlichen negativen Auswirkungen haben. Es wird nur die Druckzeit unnötig verlängern.
Bügeln hat wenig bis gar keine Auswirkungen auf nicht-flache Oberflächen, Bügeln aus (links), Bügeln an (rechts)
Vergessen Sie nicht, dass einige Modelle verkehrt herum gedruckt werden können. Die auf die Bauplatte gedruckte untere Schicht ist in der Regel noch glatter als eine gebügelte obere Schicht. Und Sie können eine Textur in den Druck eindrucken, je nachdem, welches Druckblech Sie verwenden.
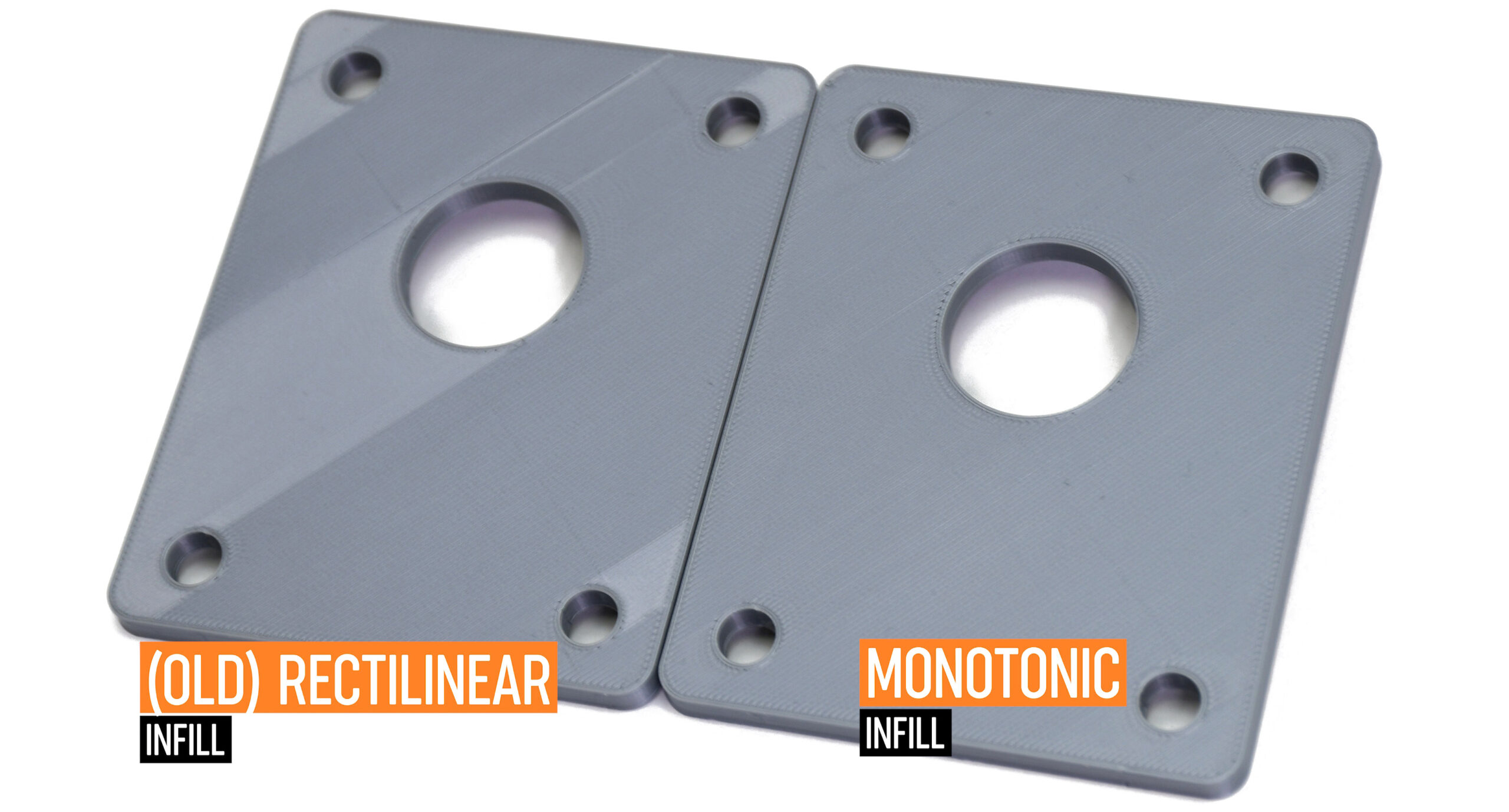
Verwendung in Kombination mit der monotonen Füllung
Die monotone Füllung ist ein weiteres Merkmal, das die Qualität der Deckschichten verbessert. Es handelt sich im Wesentlichen um die gute alte geradlinige Füllung mit modifizierter Bahnplanung – sie wird immer nur in eine Richtung extrudiert (z.B. von links nach rechts). Verwenden Sie sie in Kombination mit Bügeln, um die besten Ergebnisse zu erzielen. Bei Original-Prusa-Profilen ist die monotone Füllung bereits als Standard für die oberen und unteren Schichten eingestellt.
Nachteile
Der Hauptnachteil ist verlängerte Druckzeit, da die zweite Phase der oberen Ausfüllung mit sehr geringem Abstand zwischen den Bügellinien durchgeführt wird. Sie können in der Vorschau sehen, wie viel Druckzeit für das Bügeln aufgewendet wird.
Bei Objekten einheitlicher Größe (etwa Würfelform) verlängert sich die Druckzeit durch Bügeln um etwa 10-20%.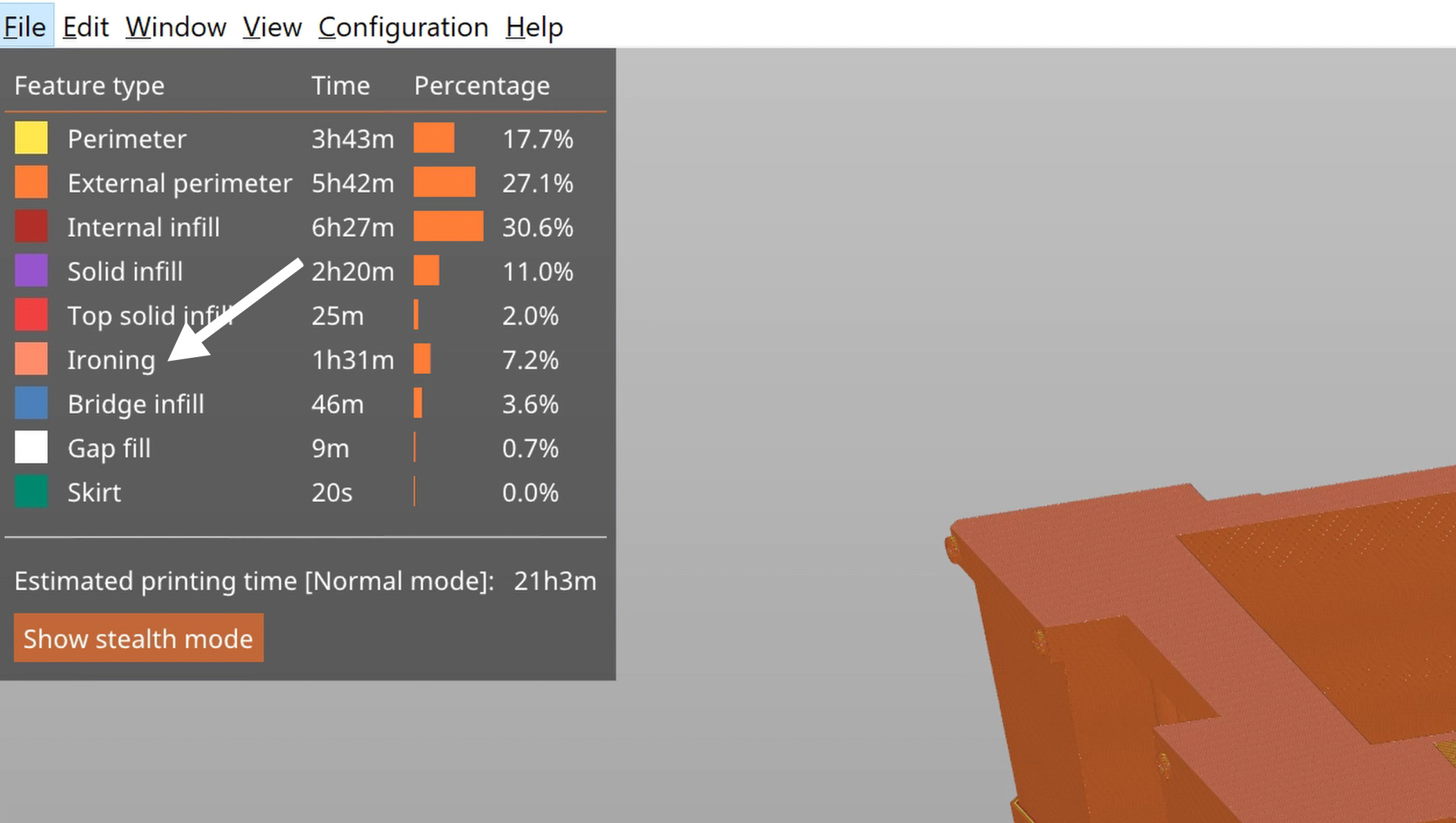
Bei Drucken, die nur wenige Millimeter hoch sind, kann das Bügeln die Druckzeit jedoch ganz erheblich steigern.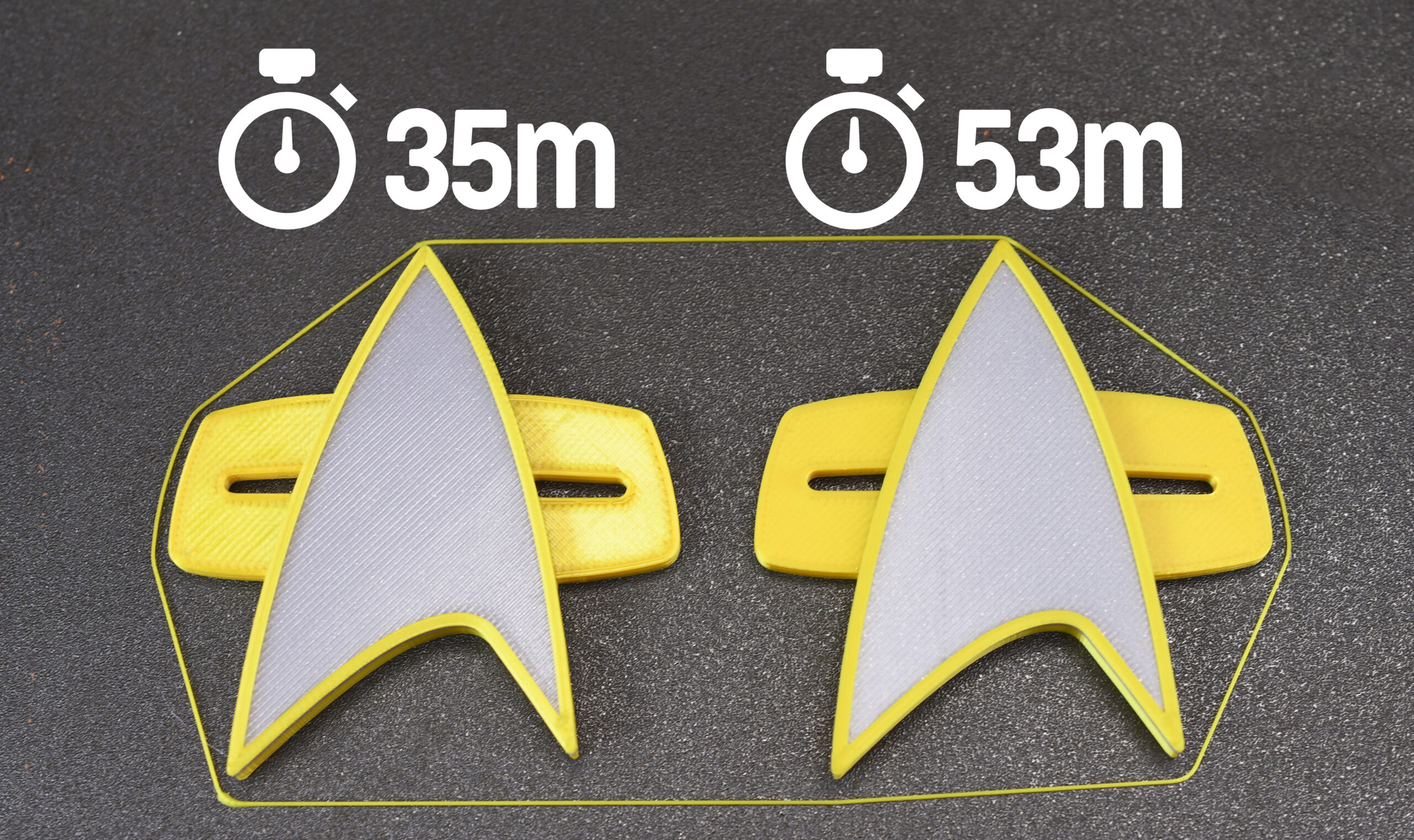
Wenn Sie eine große Oberfläche bügeln, kann es bei einigen Maschinen zu Hitzekriechen und schließlich zu einem verstopften Hotend kommen, weil das Extrudieren während des Bügelns sehr klein und langsam ist. Dies kann vor allem beim Drucken mit PLA aufgrund seiner niedrigen Temperaturbeständigkeit ein Problem darstellen. Das Risiko ist bei sommerlichen Hitzewellen erhöht.
Ein weiterer Nachteil ist, dass die Kanten etwas unscharf oder weniger scharf sind. Der Bügelwerkzeugweg ist für eine kleine Extrusion geplant, aber die Düse ist physisch immer noch gleich groß, so dass etwas Kunststoff über die Kante ausbluten wird.
Wir würden es nicht gerade als Nachteil bezeichnen, aber glänzende Oberflächen werden auch etwas matter werden.
Bügeleinstellungen
Bügeln ist im einfachen Modus nicht verfügbar, wechseln Sie also in den Fortgeschrittenen- oder Expertenmodus. Um das Bügeln für alle Modelle auf der Bauplatte einzuschalten, wählen Sie Druckeinstellungen – Infill – Bügeln – Bügeln aktivieren.
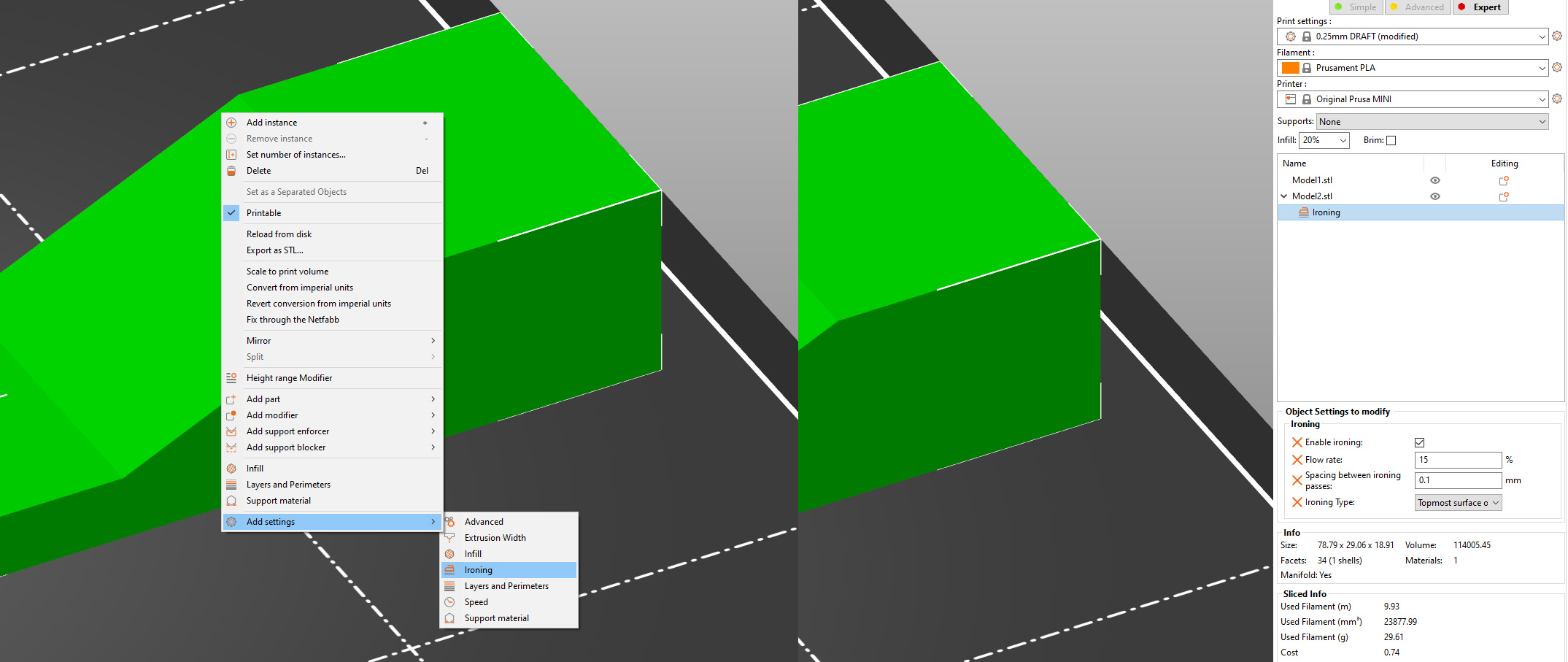
Wenn Sie das Bügeln nur für ein ausgewähltes Modell einschalten wollen, müssen Sie sich im Expertenmodus befinden. Klicken Sie mit der rechten Maustaste auf ein Modell und wählen Sie Einstellungen hinzufügen – Bügeln aus dem Kontextmenü. Kreuzen Sie Bügeln aktivieren an, optional können Sie auch die restlichen Bügeleinstellungen auswählen, um sie für einzelne Objekte anzupassen. Sie können nun die Bügeleinstellungen für dieses Modell über das rechte Bedienfeld ändern.
Der Bügeltyp Alle Oberseiten ist standardmäßig ausgewählt. Die Düse bügelt die oberste Schicht jeder Fläche (die letzte Schicht jedes flachen Bereichs).
Wenn Sie den Bügeltyp auf Nur oberste Fläche umschalten, wird nur die allerletzte Schicht des Objekts gebügelt. Das bedeutet, dass im Falle eines geprägten Textes (parallel zum Druckbett ausgerichtet) die Düse nur die Oberseite der Buchstaben bügelt, nicht aber den Zwischenraum zwischen den Buchstaben.
Sie können auch Modifikatoren verwenden, um das Bügeln nur für einen ausgewählten Teil eines Modells einzuschalten. Prüfen Sie unsere Dokumentation für ein Schritt-für-Schritt-Tutorial.
Verschiedene Materialien
Was die Einstellungen betrifft, so unterscheiden sie nicht wirklich zwischen verschiedenen Materialien. Das Bügeln funktioniert jedoch je nach verwendetem Filament leicht unterschiedlich.
PLA bügelt sehr schön, allerdings neigt es am meisten zum Hitzekriechen (hängt von Ihrem Drucker und der Umgebungstemperatur ab).
PETG bügelt gut, aber es besteht ein erhöhtes Risiko, dass zusätzliche Fäden an der Düse kleben bleiben. Dieses Plastik kann sich an der Düse ansammeln, dunkel werden, wenn es überhitzt wird, und schließlich am Druck haften bleiben. Dasselbe gilt für FLEX, aber viel ausgeprägter.
ASA bügelt unglaublich gut und erzeugt superglatte Oberflächen.
Als wir versuchten, WOOD FILLED-Filamente zu bügeln, erzielten wir keine sehr guten Ergebnisse. Aber Ihre Erfahrungen können variieren.
Kalibrierung
Wenn Sie einen Original Prusa-Drucker verwenden, müssen Sie nur das Bügeln einschalten. Wir haben bereits alle Werte für Sie getestet und eingestellt. Darüber hinaus ist bei vielen Community-Profilen, die im PrusaSlicer enthalten sind, das Bügeln bereits eingestellt.
Wenn Sie das Bügeln mit einer individuell angepassten Maschine verwenden möchten, müssen Sie mit dem Bügelfluss, der Geschwindigkeit und den Linienabständen experimentieren. Vergewissern Sie sich, dass Sie sich im Expertenmodus befinden, sonst werden Sie diese Werte nicht sehen. Das Bügeln ist sehr empfindlich für eine genaue Extruderkalibrierung. In der oberen Schicht, die nicht gebügelt wird, sind zu kleine und glänzende Rillen sichtbar. Zu viel und der überschüssige Kunststoff wird von der Düse an die Ränder der oberen Fläche gezogen. Das Kalibrieren ist also eine Frage von Versuch und Irrtum.
Schlussfolgerung
Bügeln ist ein großartiges Hilfsmittel, mit dem Sie Modelle wie Abzeichen oder Logos glätten können. Es funktioniert so gut, dass Sie vielleicht sogar Probleme haben zu erkennen, welcher Teil des Modells auf die Bauplatte gedruckt wurde und welcher Teil mit dem Bügeln geglättet wurde 🙂
Denken Sie jedoch daran, dass es die Druckzeit verlängert und dass es für Figuren und andere organische Formen nicht geeignet ist. Es ist also nicht etwas, das Sie die ganze Zeit eingeschaltet lassen sollten.
Die Bügelfunktion hat schon in der letzten Alpha super funktioniert. Nahezu unglaublich. Ich habe sie aber nur mit der 0,4mm Düse getestet, der Test mit 0,6mm steht noch aus.
Material war PETG, da bei meinem neuen Mini bislang arge Haftungsprobleme mit PLA bestehen. Der Kundendienst ist schon dabei, mir zu helfen…