





Jak nejspíš víte, s dobře vyladěnou tiskárnou (Original Prusa i3 MK3S) se dají vytisknout předměty se skvělou přesností – ale občas chcete trochu víc. Co třeba tisky s perfektně hladkým a lesklým povrchem? Toho dosáhnete u klasického FFF 3D tisku pouze postprocessingem. Mnozí z vás dozajista mají spoustu praxe ve vyhlazování modelů acetonovými (či jinými) parami. Přesto slýcháme z různých stran prosby o radu, jak správně vyhladit různé druhy materiálů. Právě pro vás je tu náš návod, jak vytvořit modely s krásně hladkým a lesklým povrchem.
Něco o bezpečnosti:
Ze všeho nejdřív musíme zdůraznit, že se ve všech případech vyhlazování výtisků pracuje s hořlavými organickými rozpouštědly, resp. jejich výpary a pracujete na vlastní riziko. Udržujte doporučená bezpečnostní opatření, abyste ochránili sebe i své okolí. Snažte se vyvarovat přímému kontaktu a vdechnutí výparů chemikálií: pracujte v dobře větraném prostoru, co nejdál od hořlavých předmětů a používejte ochranné pomůcky, zejména ochranu rukou (pracovní rukavice) a obličeje (v ideálním případě ochranný štít nebo alespoň brýle). Acetonové výpary silně zapáchají a mohou způsobit respirační problémy.
Volba materiálu
Většina z vás si zřejmě v souvislosti s vyhlazováním plastů vybaví materiál ABS či ASA v kombinaci s acetonem. Proto se budeme věnovat primárně těmto materiálům. Je však dobré si uvědomit, že do jisté míry se dají naleptat všechny druhy filamentů.
K většině typů běžně používaných plastů existuje rozpouštědlo (zjistit se dá podle chemických tabulek rozpustnosti), které dřív nebo později povrch filamentu naleptá. Bohužel to není úplně přímočará práce: u většiny rozpouštědel se jedná o nebezpečné látky, které bývají pochopitelně těžko dostupné (například chloroform, dichlormethan apod.), leptání různých druhů filamentů navíc trvá různě dlouho, takže některé materiály nejsou pro tento typ post-processingu vhodné. Pojďme si raději ukázat několik oblíbených variant, které se mezi tiskaři doporučují. Vysvětlíme si také to, jaké mají výhody či nevýhody.

ABS a ASA
Naprosto nejpoužívanějšími filamenty pro snadné vyhlazení jsou ABS a ASA. Díky snadné dostupnosti acetonu jsou vhodné pro běžné domácí použití. Zejména Prusament ASA se dá acetonem naleptat velmi snadno a při správném postupu vytvoří krásně lesklý a jednolitý povrch. Materiálům ABS a ASA se budeme věnovat podrobněji v druhé polovině článku.
PVB
Druhý, velice populární materiál je PVB (PolyVinyl Butyral). Tiskne se obdobně snadno jako PLA, nekroutí se a lze jej dobře vyhladit v isopropylalkoholu (IPA). Pokud však zvolíte použití výparů obdobně jako u ABS/acetonu, počítejte s tím, že tvorba hladkého povrchu bude trvat klidně několik hodin. Pro rychlejší vyhlazení je potřeba zajistit, aby IPA stékal po povrchu. Ideálně je vhodné ho rozprášit tak, jak to dělá Polymaker Polysher a Zortrax Apoller.

HIPS
HIPS (high-impact polystyrene) se obvykle používá jako materiál pro tvorbu tiskových podpěr u složitých výtisků z ABS/ASA. HIPS se dá vyhladit za pomoci D-limonenu. Nejlepší způsob je vykoupat model 10-20s v limonenové lázni a nechat ho zaschnout (to může trvat několik hodin až dnů). Zajímavé je, že model je po této úpravě cítit po pomerančových slupkách (stejně jako je cítit d-limonen). My jsme si experimentálně ověřili i to, že se HIPS dá vyhladit acetonem (nejlépe v acetonových výparech).

HIPS vyhlazený acetonem (vlevo) a D-limonenem (vpravo)
PLA
Vyhlazení PLA je tak trochu oříšek. V různých diskuzích na internetu se objevuje několik rad, jak vyhladit PLA a zřejmě se najde celá řada lidí, která to umí a praktikuje. Nejčastější radou je použití chloroformu. Ten se však dá získat pouze se speciálním povolením, které zřejmě většina lidí nemá. Ani my nemáme chloroform k dispozici, jeho funkčnost tedy nemůžeme potvrdit ani vyvrátit.
Druhá rada, se kterou jsme se setkali je použití NaOH (hydroxid sodný, neboli louh). To však nemůžeme doporučit, zejména pokud se jedná o domácí použití. Nám se při rychlém pokusu výtisk nenaleptal, místo toho se rozpadl na drobné piliny. Avšak nevylučujeme, že s různými koncentracemi by se mohlo dosáhnout lepšího výsledku. Zde by bylo vhodné provést delší testování v laboratorních podmínkách. Každopádně opět zdůrazňujeme, že experimenty s hydroxidem sodným v domácích podmínkách nedoporučujeme.
Třetí radou je aplikace acetonu. Sami jsme si ozkoušeli, že acetonem se dá Prusament PLA všech barev skvěle lepit, protože funguje jako vteřinové lepidlo. Vyhlazení je však věc jiná – PLA filamenty se dají acetonem naleptat jen částečně nebo špatně. Vytiskli jsme si vzorky téměř všech barev Prusamentu a vystavili je acetonovým výparům. Ani po několika hodinách expozice se ani jeden z modelů nevyhladil, některé pouze trochu změkly. Zkusili jsme tedy aplikovat aceton přímo štětcem, avšak opět bez kýženého výsledku. Nakonec jsme zkusili vložit modely přímo do acetonové lázně. Výsledkem bylo částečné odbarvení některých filamentů a nevratné zničení modelů. Při krátkém ponoru do acetonu se neděje nic, ale při koupání v lázni po dobu několika hodin (až dní) dojde k rozpraskání modelu nejen mezi vrstvami, ale i v jiných směrech. Praskání zřejmě způsobilo tzv. “krakelování” [anglicky crazing], neboli mikroskopické rozpraskání povrchu. Zajímavé je, že takto poničené modely měly stále stejně viditelné tiskové vrstvy.

PLA rosnička v acetonové lázni po 3 hodinách a 48 hodinách expozice
PETG
Dokonce i PETG se dá vyhladit, nejvhodnější je pro tento účel dichlormethan. Výhoda leptání PETG spočívá v tom, že se dá chemikálie snadno aplikovat štětcem, nezanechává mapy a nemá tendence se kroutit jako ABS či ASA. Má to však jeden zásadní háček – dichlormethan je podobně jako chloroform nebezpečné rozpouštědlo a je dostupný pouze s patřičným povolením. S takovými látkami by měli pracovat pouze proškolení pracovníci s použitím adekvátní ochrany.

Způsoby aplikace rozpouštědla
Většina rozpouštědel se dá nanést na vytisknutý objekt několika způsoby, ale sami jsme si ověřili, že optimální je jen jeden: naleptání ve výparech vybraného rozpouštědla (nejčastěji acetonu).
Při nanášení štětcem budete mít pravděpodobně podstatně vyšší spotřebu rozpouštědla, povrch nikdy nebude perfektně hladký, navíc riskujete, že se vám na povrchu modelu vytvoří bílé mapy, nebo se model značně zkroutí (kombinace ASA/ABS a aceton).
Ponoření do lázně není vhodné kvůli obtížné manipulaci s objektem – téměř jistě se ho dotknete při vyndávání z lázně, čímž poškodíte lesklý povrch. Navíc vám může rozpouštědlo zatéci dovnitř do modelu a napáchat více škody než užitku. Vhodná doba koupání modelu se také těžko odhaduje a téměř určitě si znečistíte celou lázeň rozpuštěným plastem. Modely z ABS/ASA ponořené do acetonové lázně navíc mají tendenci se silně kroutit.
Konstrukce vyhlazovacího boxu
Nejlepším způsobem je zcela jasně vystavení hotového modelu výparům rozpouštědla. Pro to je ale potřeba si sestavit vhodnou „vyhlazovací“ nádobu. Ta by měla mít několik základních parametrů:
V první řadě je nutné si uvědomit, jaká rozpouštědla v ní budeme používat a podle toho zvolit materiál, ze kterého je nádoba vyrobena. Logicky nebude příliš moudré použít nádobu z ABS pro leptání acetonem či nádobu z PETG pro vyhlazování dichlormethanem. Jelikož nejčastěji k vyhlazení používáme kombinaci ASA a aceton, zvolili jsme pro stavbu našeho jednoduchého vyhlazovacího boxu průhlednou PP (polypropylenovou) krabici z IKEA. Vyplatí se mít více krabic různých rozměrů pro efektivní a rychlé vyhlazení rozličných velikostí modelů.

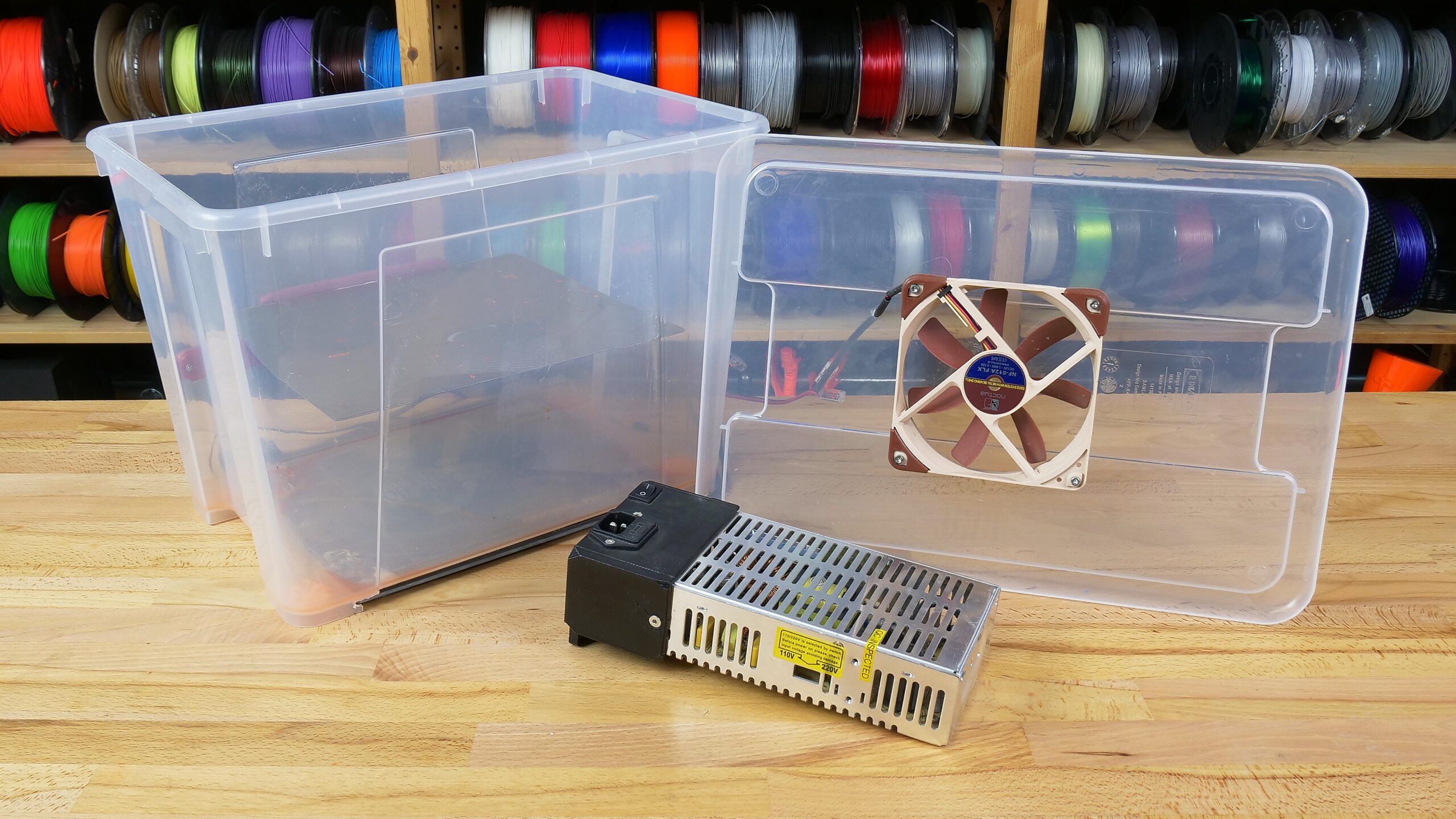
Příklad vyhlazovacího boxu: vyvýšená platforma (například stará poškozená tisková podložka) je nutný prvek, elektronika je volitelná a doporučená jen pro zkušené uživatele!
Nejběžnějším a nejbezpečnějším způsobem je umístění papírových ubrousků namočených v acetonu okolo modelu. To funguje skvěle pro drobné modely. Vyhlazování velkých modelů je ale trochu obtížnější: acetonové výpary se drží většinou u dna a vyhlazení tak není konzistentní po celém povrchu modelu. Existují však metody, se kterými se dají udělat krásně hladké i velké modely. První doporučená a nejbezpečnější metoda je použití profesionálních vyhlazovacích stanic, jako je například Polymaker Polysher nebo Zortrax apoller. Tyto přístroje pracují při nízkých teplotách, rovnoměrně rozprašují rozpouštědlo a vytváří tak krásně lesklý povrch. Jejich nevýhodou je vysoká cena.
Existuje ještě jedna (levná) metoda, se kterou se dají modely vyhladit rovnoměrně – zahřátím acetonu. Ale pozor, tato metoda je nebezpečná a nelze víc zdůraznit, že pokud se rozhodnete zahřívat aceton, děláte to na vlastní riziko. Dělejte to co nejdál od hořlavých předmětů, používejte ochranné pomůcky (obličejový štít, rukavice apod.) a vždy mějte krabici pod dohledem. Dodržování bezpečnosti je v tomto případě naprosto zásadní. Pokud si nejste jisti, použijte studenou metodu nebo si kupte profesionální vyhlazovací stanici. Jistota je jistota.
Pokud jsme vás ještě neodradili bezpečnostními opatřeními, pojďme si projít seznam doporučených součástek. Jak jsme už řekli, budeme zahřívat acetonovou lázeň, s tím se pojí také zvyšování objemu výparů. Pokud se v uzavřené (utěsněné) nádobě objeví zdroj vznícení, může dojít k explozi. Myslete na to, že krabice nesmí být utěsněna, aby nedošlo k nárůstu tlaku uvnitř. Jako víko doporučujeme použít lehký plastový plát bez zámků (pouze ležící na krabici) s několika drobnými otvory pro bezpečné unikání výparů acetonu. Za žádných okolností nepoužívejte krabici vybavenou gumovým těsněním nebo zámky!
Do krabice je potřeba umístit kovovou podložku tak, aby byla alespoň několik centimetrů nad dnem. Na tuto podložku se budou umisťovat modely. Vyvýšená musí být proto, aby modely nebyly v přímém kontaktu s tekutým acetonem. Nám se osvědčilo použití staré poškozené tiskové podložky, která se dá jednoduše vyjmout i s vyhlazenými modely.
Další věc, která zlepší vlastnosti vyhlazovacího boxu, je ventilátor. Ten samozřejmě není nutný, ale výrazně zlepší efektivitu vyhlazování, protože zajišťuje cirkulaci vzduchu uvnitř krabice. Bez ventilátoru hrozí varianta, že se vám výtisk naleptá u paty příliš, zatímco vrchní část bude mít stále viditelné vrstvy. Ventilátor je vhodné umístit na spodní část víka krabice, tak aby byl uprostřed a foukal vzduch přímo na modely. I zde má být bezpečnost na prvním místě: větráček musí fungovat perfektně, měl by být bez viditelného poškození, pokud ho chcete umístit do krabice. Poškozená elektronika může vytvořit jiskru, která dokáže zapálit acetonové výpary. Pokud si nejste jisti kvalitou ventilátoru, nepoužívejte ho!
Druhým volitelným doplňkem je vyhřívané dno krabice. Zahřátím lépe nasytíte vzduch uvnitř krabice acetonovými parami a výrazně urychlíte celý proces. Vyhřívané dno se dá snadno nahradit umístěním krabice na teplé (ne horké!) povrchy (sluncem zahřátá dlažba, zapnutá tisková podložka apod.), ale šikovní bastlíři si mohou vytvořit své vlastní topné těleso. Pokud se do něčeho takového pustíte, nezapomeňte, že vyhřívání musí být umístěno vně krabice! Rozhodně není dobrý nápad vkládat topné těleso dovnitř lázně s acetonem!
Opět připomínáme, že se při vyhlazování zahřívají hořlavá organická rozpouštědla! Mějte sestavu neustále pod dohledem! My jsme si sice ověřili, že správně zapojený funkční Noctua ventilátor nezapálí hořlavou směs, ani zahřátá tisková podložka pod krabicí, ale i tak za bezpečnost neručíme.
Množství acetonu, potřebný čas, teplota
Pokud už máte sestavenou svou vlastní vyhlazovací nádobu, můžete se pustit do testování. Nečekejte perfektní výsledky ihned, je potřeba chvilku experimentovat, než najdete optimální nastavení. Nám se nejlépe osvědčilo, když jsme pod krabicí zahřáli podložku na 80 °C, na dno nalili souvislou, několik mm vysokou vrstvu acetonu a vyčkali cca 20 minut. Mějte ale na paměti, že výtisk musíte hlídat a pravidelně kontrolovat. Pokud ho vystavíte rozpouštědlu příliš dlouho, začnou se vám na některých místech bortit stěny, jinde se naopak začnou nafukovat, čímž se model nenávratně zničí.

Pamatujte i na to, že model po vyhlazení zůstává nějakou dobu měkký. Musíte vyčkat několik hodin, než opět ztvrdne. Do té doby na něj nesahejte – každý dotyk na něm bude vidět. Může se vám zdát, že model je dostatečně tvrdý, a to i při letmém dotyku. Zdání však klame a při delším či silnějším úchopu se krásně hladký povrch snadno poničí. Raději nechte výtisk na podložce, dokud řádně nevytvrdne, pak ho jednoduše sloupněte. V ideálním případě umistěte čerstvě vyhlazené modely i s podložkou do nějakého suchého, čistého boxu. Tak je ochráníte před nechtěným dotykem, navíc se vám do měkkého povrchu modelu neusadí prachové částice.
Nelekněte se, když zjistíte, že i po pár dnech je výtisk cítit nepříjemným chemickým zápachem – aceton totiž uvnitř objektu nějakou dobu zůstává a je cítit i několik dní po vyhlazení, než kompletně zaschne (vytěká).
Výběr modelů
Při vyhlazování acetonem je vhodné si zvolit i správné modely. Drobné a složitě strukturované díly nebývají příliš vhodné, protože se vám mohou slít detaily či zkroutit některé tenké části modelu. Něco podobného také platí pro velké, ploché modely. Například tato lékárnička se po vyleptání acetonem ve všech případech dřív nebo později zkroutí. ASA a ABS se navíc kroutí už při tisku, pokud nemáte tiskárnu v uzavřeném boxu.
Tip: Pokud nemáte uzavřený box tiskárny, nastavte si v PrusaSliceru obrys (nastavení tisku/obrys a límec) na nejvyšší možný počet vrstev (9999). I takto malá tepelná izolace může zabránit kroucení tisku.
Dalším viditelným parametrem je výška vrstvy. Čím menší výšku vrstvy použijete, tím lépe a rychleji se vám vrstvy slijí dohromady. Vyplatí se experimentovat také s variabilní výškou vrstvy, aby se vrchní části kulatých modelů pěkně slily dohromady.
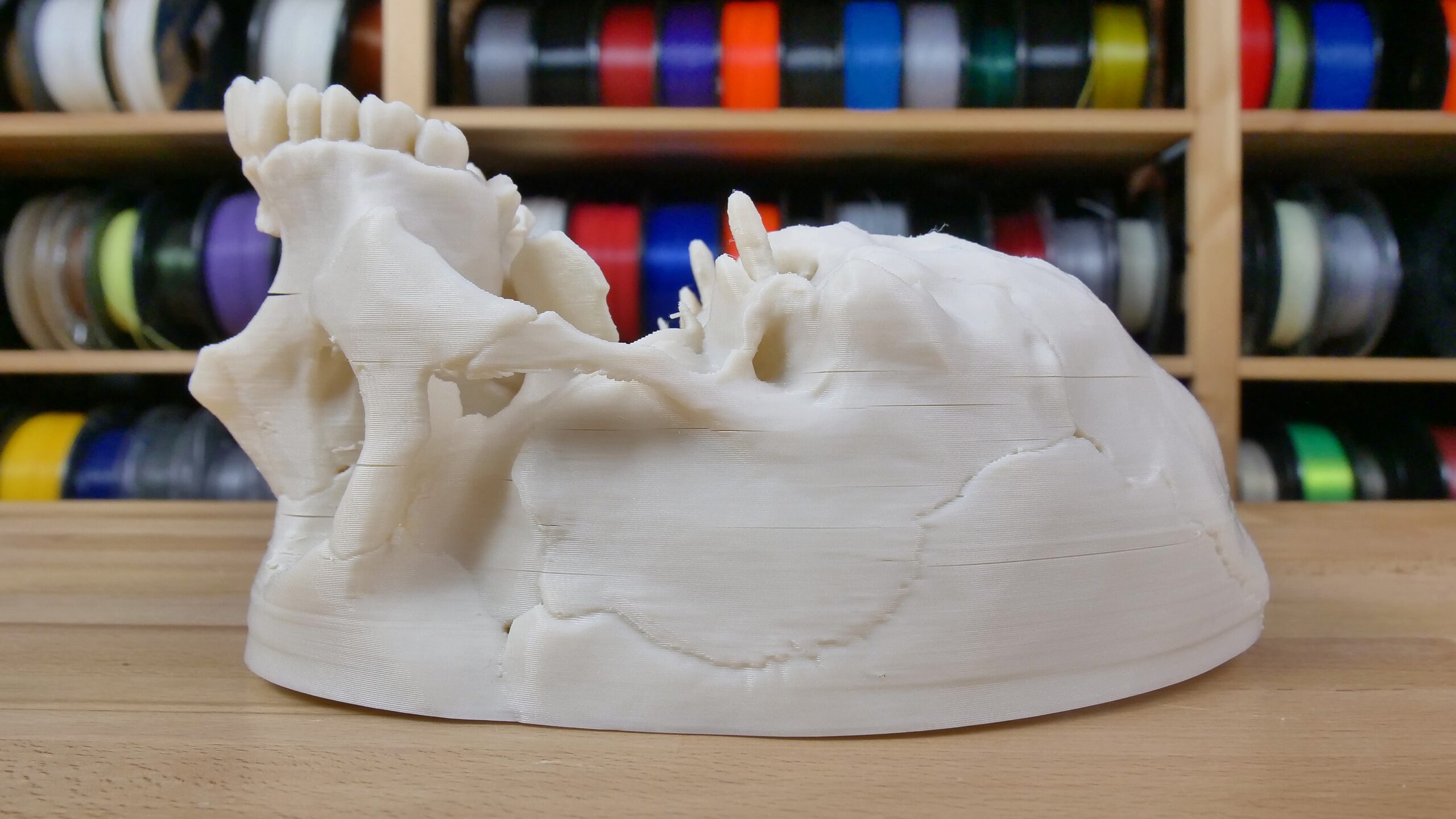
Pro tisk z ASA je vhodné použít enclosure, jinak hrozí silné kroucení a praskání ve směru vrstev

Tenké díly se po vyleptání acetonem zkroutí a mohou být nepoužitelné
Funkční díly také není dobré vyhlazovat v acetonu. Naleptáním se jim mohou změnit rozměry a tvar (hlavně ostré hrany), navíc se jim nezlepší touto metodou pevnost – jedná se pouze o estetickou záležitost.
Trocha testování na závěr
Napadlo nás, že by vás určitě mohlo zajímat srovnání různých ABS a ASA filamentů od různých výrobců. Zkusili jsme vytisknout 2 vyhlazovací objekty (Benchy a Ovce) z 10 různých filamentů a následně je vyhladit v acetonových výparech. Tisk proběhl vesměs hladce u všech zvolených filamentů, vyhlazování se lišilo trochu víc.
Seznam testovaných značek a materiálů: Fiberology ABS, Filament PM ASA, ABS, ABS-T, Gembird ABS, Hatchbox ABS, Nebula ABS 702, Prusament ASA, Spectrum ASA 275

Nejsnadněji (nejrychleji) šel vyhladit náš Prusament ASA Prusa Orange. Ten stačilo vystavit parám cca 15-20 minut a objekt měl krásně hladký a lesklý povrch. Většina ostatních filamentů se dala hezky vyhladit v trochu delším čase (mezi 20 – 40 minutami) s pár výjimkami: U filamentu ABS-T od Filament PM (zelená) a Spectrum ASA 275 (modrá) zůstaly i po hodinu dlouhé expozici jasně viditelné vrstvy. Při delší expozici se modely začaly bortit, ale vrstvy zůstaly stále viditelné. Podobně byly vidět vrstvy u šedého ASA od Filament PM (šedá, čtvrtá zprava), ovšem zajímavé je, že viditelné vrstvy způsobilo pouze barvivo uvnitř modelu, povrch byl krásně hladký a lesklý.
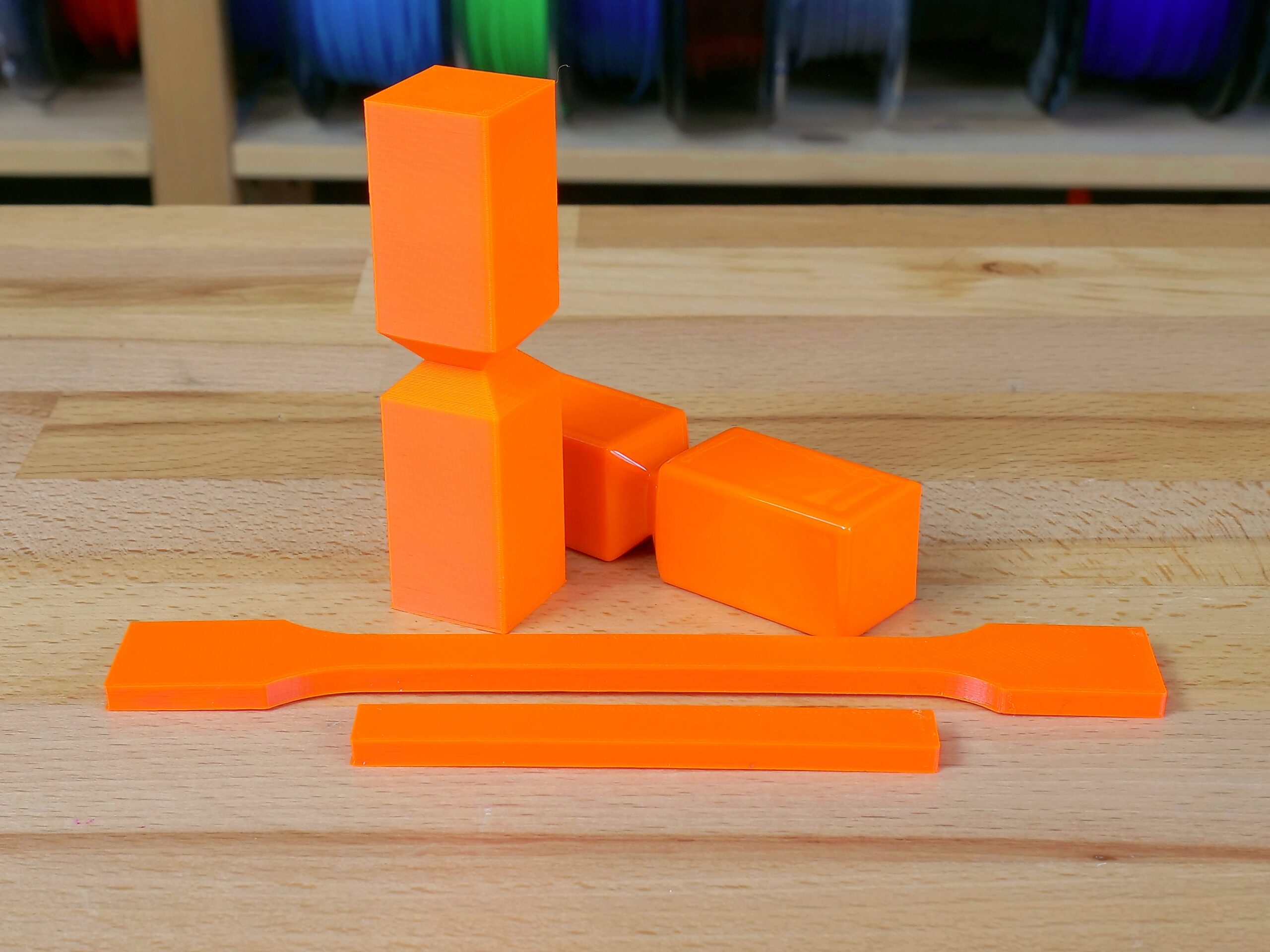
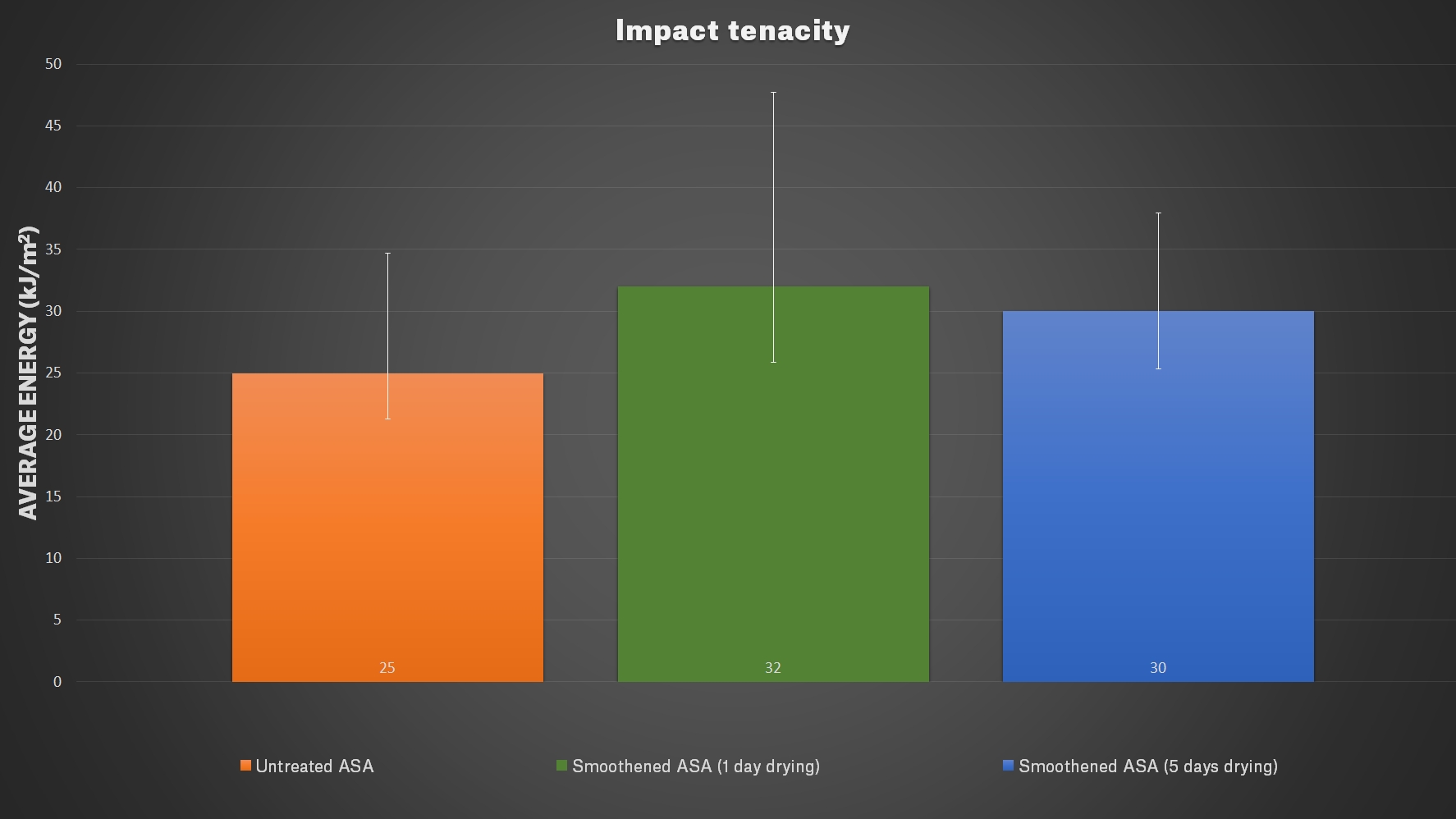
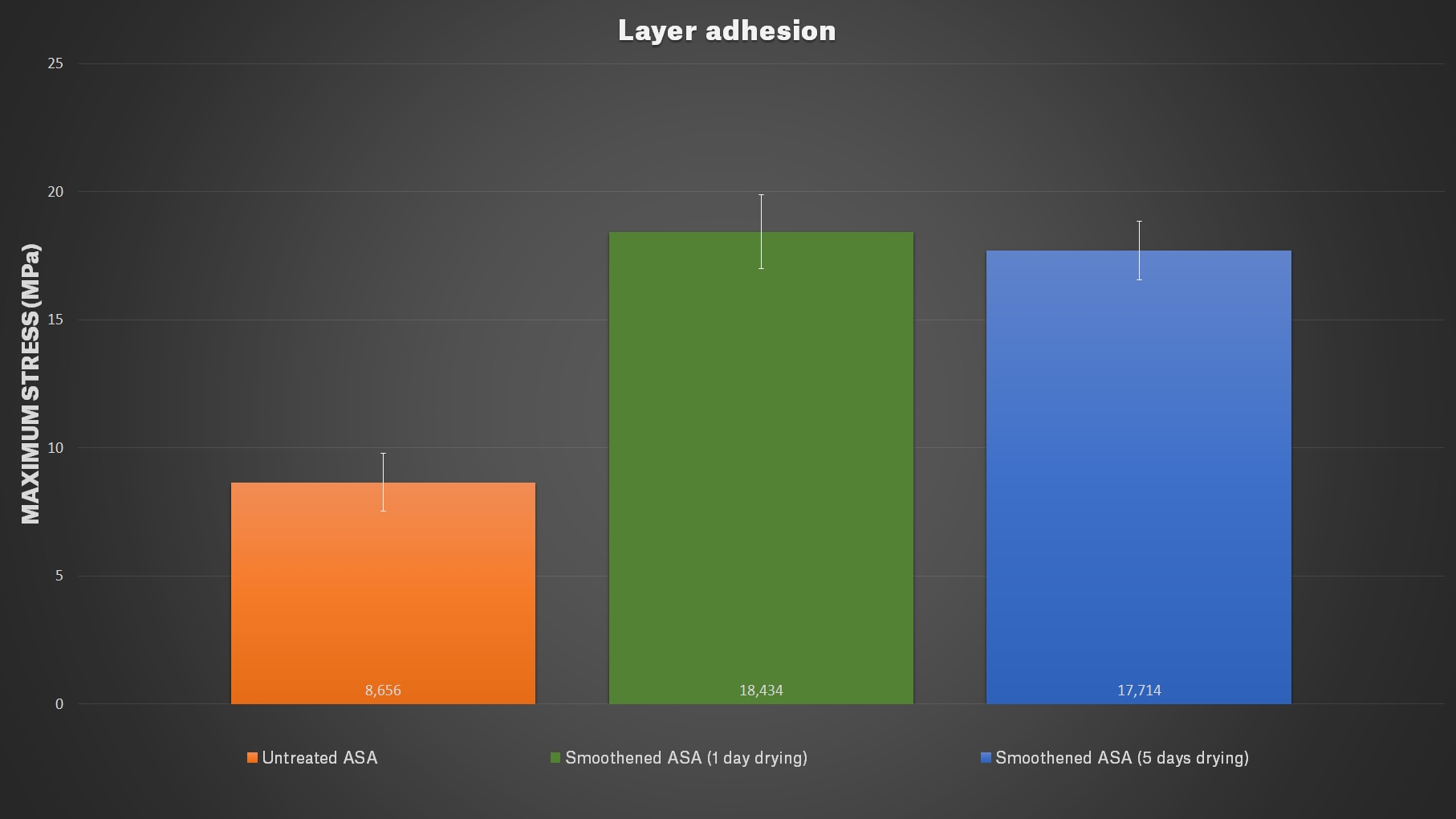
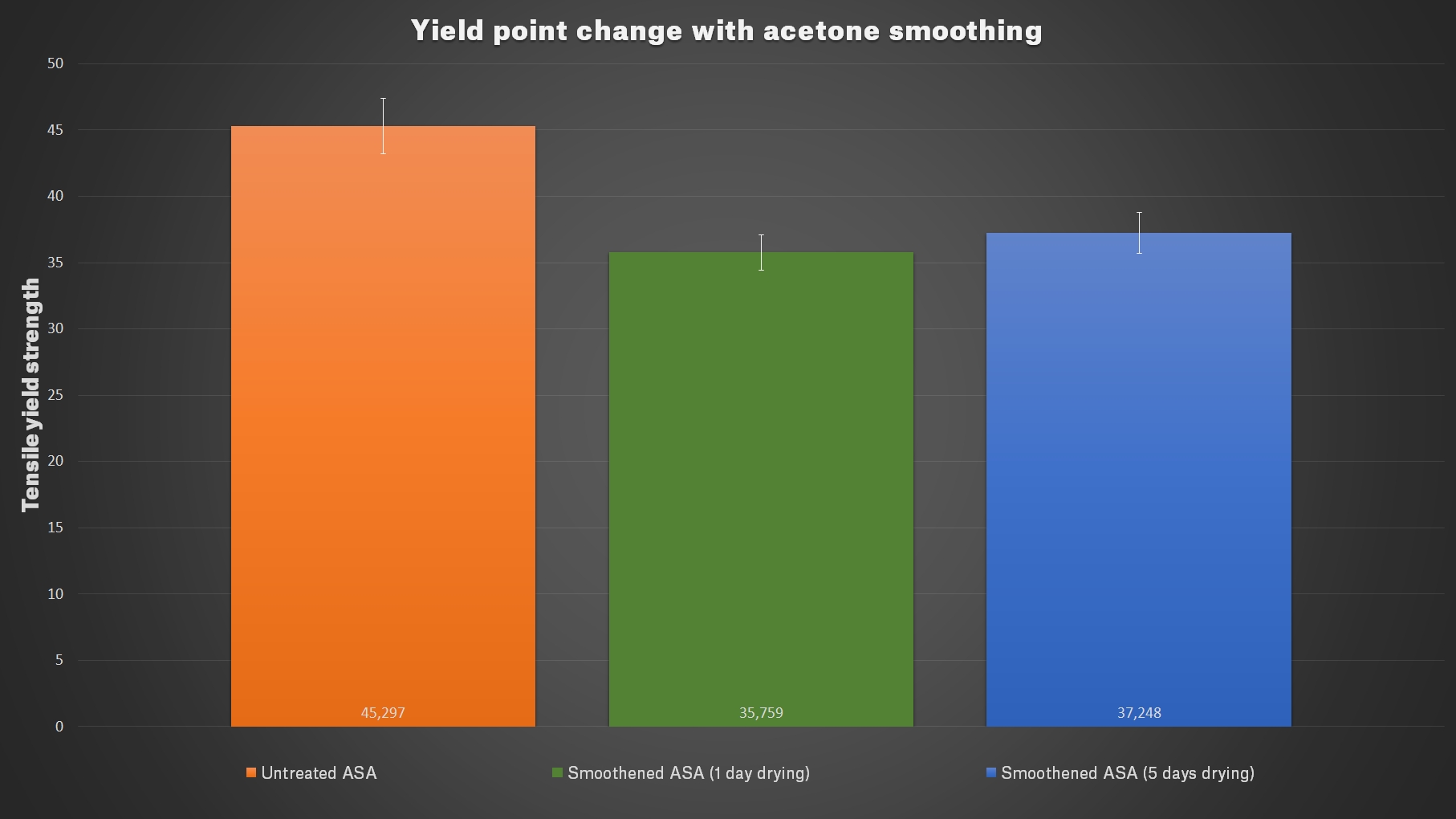
Jako poslední jsme ozkoušeli test pevnosti. Zde jsme použili pouze Prusament ASA Prusa Orange, pouze abychom si ověřili, jak se liší pevnost v tahu a nárazu mezi vyhlazeným a nevyhlazeným výtiskem. Vytiskli jsme si se 100% výplní 60 testovacích hranolů pro Charpyho kladivo, 30 testovacích objektů pro trhačku (test v tahu), dalších 15 pro test soudržnosti vrstev a dvě třetiny z nich jsme vyhladili v acetonových výparech po dobu 30 minut. Vyhlazené modely jsme rozdělili na dvě várky, z nichž jednu jsme nechali zaschnout jeden den, druhou 5 dní, a pak jsme všechny modely otestovali stejným způsobem jako v našem článku o žíhání modelů.
Ukázalo se, že vyhlazené modely mají o něco lepší houževnatost než nevyhlazené, navíc mají více jak dvojnásobně lepší soudržnost vrstev. Oproti tomu odolnost proti přetržení modelu se nevýrazně snížila.
Vyhlazování acetonem není žádná velká věda. S několika jednoduchými pomůckami to zvládnete doma bez větších potíží. Pusťte se do toho a dejte svým modelům profesionální vzhled, jaký si zaslouží. Jen nezapomeňte na bezpečnost práce. Používejte ochranné pomůcky při práci s rozpouštědly, pracujte v dobře větraných prostorech a udržujte svou vyhlazovací komoru pod dohledem. Zapojte fantazii, pusťte se do toho a nezapomeňte se nám pochlubit se svými modely. A jako vždy – tisku zdar!
Pro přidávání komentářů se musíte nejdříve přihlásit.