






Flexibilní filament nabízí zcela nové možnosti využití 3D tisku. Na rozdíl od standartních materiálů disponuje ohebností, skvělou soudržností mezi vrstvami a mnohdy i elasticitou. Vytisknuté věci jsou pak nejen pružné, ale také neobyčejně odolné proti mechanickému poškození. Má ale i svá negativa – tisk flexibilních materiálů vyžaduje předtiskovou přípravu, ladění i úpravy nastavení. Tyto filamenty jsou proto vhodnější spíše pro pokročilé uživatele 3D tiskárny.
Naše tiskárna Original Prusa i3 MK3 je stavěná na tisk mnoha materiálů, včetně flexu. Ale abychom uživatelům usnadnili práci, předělali jsme extruder tak, že nová Original Prusa i3 MK3S tiskne flexibilní filament ještě lépe. Nezapomeňte si stáhnout nejnovější verzi PrusaSliceru, která se bude automaticky aktualizovat, když vyjdou nové tiskové profily (více se dočtete zde). Rozhodně vás ale nechceme od tisku s flexibilními filamenty odrazovat – naopak! Pojďme se podívat na to, jak tenhle ohebný materiál co nejlépe zkrotit.

 Pro použití v 3D tisku se používají 2 materiály: TPE (termoplastický elastomer) a TPU (termoplastický polyuretan). Ačkoliv mají dvojí označení, ve skutečnosti je TPU typem TPE; jejich rozdíl spočívá především v tvrdosti materiálu. Plasty značené jako TPU bývají obvykle tužší, jejich tvrdost se na stupnici pohybuje okolo hodnot 60A-90A (viz níže).
Pro použití v 3D tisku se používají 2 materiály: TPE (termoplastický elastomer) a TPU (termoplastický polyuretan). Ačkoliv mají dvojí označení, ve skutečnosti je TPU typem TPE; jejich rozdíl spočívá především v tvrdosti materiálu. Plasty značené jako TPU bývají obvykle tužší, jejich tvrdost se na stupnici pohybuje okolo hodnot 60A-90A (viz níže).
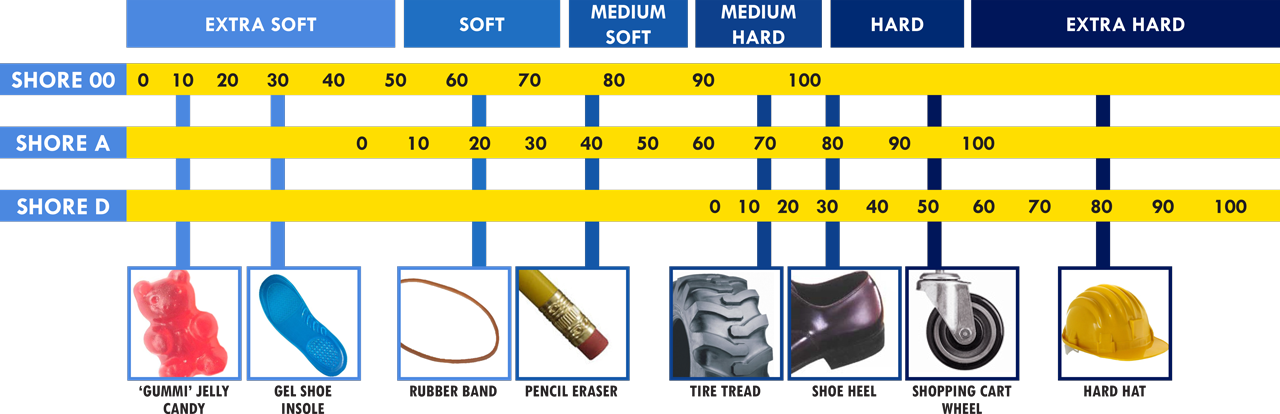
Stupnice tvrdosti plastů, zdroj: smooth-on.com
Jak bylo zmíněno v úvodu, mezi hlavní přednosti flexu patří ohebnost, pevnost a elastičnost. Velká pevnost je zajištěna perfektní adhezí mezi vrstvami. Výsledný výtisk tak vydrží velkou zátěž, aniž by se zlomil. Flex se tím pádem dá použít například na tisk vymezovacích kroužků a jiných namáhaných dílů.
Nevýhodou je, že se flexibilní filamenty musí tisknout velice pomalu, nejsou příliš vhodné pro tisk přemostění (tzv. bridging) a při posunech extruderu za sebou nechávají “vlásky” (stringing). Dále je potřeba počítat s tím, že ne všechny modely jsou vhodné pro tisk z flexu a je nutno pečlivěji vybírat. Obecně platí pravidlo, že čím měkčí filament použijete, tím hůř se vám z něho bude tisknout. Například měkké TPE filamenty mají tendenci se kroutit a odlepovat od podložky. Nám se nejlépe ověřily TPU filamenty o tvrdosti 92A a 98A (k dostání na našich stránkách).
Tipy pro užitečné výtisky s flexibilním filamentem
Co se vlastně dá s flexibilním filamentem vytvořit? Zkusili jsme vytisknout několik jednoduchých modelů, které mohou posloužit v každodenním životě či pro zábavu. Zároveň jsme se nechali inspirovat vámi – našimi fanoušky na Twitteru, co tvoříte vy.
Jako první nás napadly pneumatiky pro RC modely. Z černého flexfillu 92A vypadají vskutku dobře, ale kvůli tvrdosti filamentu nemají dobrou adhezi. Hodí se tedy spíš na podvozek letadla, než na auto. Zde se dá tvrdost pneumatik ovlivnit nastavením výplně a perimetrů. Pokud jich bude hodně, pneumatiky budou tvrdé a vy tak přijdete o nejdůležitější vlastnost flexibilního filamentu.


Srovnání tvrdosti filamentů. Vlevo: Flexfill 98A, 2 perimetry a 8% výplň. Vpravo: Flexfill 92A, 1 perimetr a 8% výplň
Dále jsme zkusili vytisknout vlastní razítko. Za použití měkkého filamentu se dá dosáhnout celkem dobrého výsledku. Aby razítko fungovalo, musí mít kompletně hladký povrch, kterým se bude rovnoměrně dotýkat papíru. Je tedy potřeba ho buď zabrousit, nebo vytisknout styčnou plochou směřovanou na hladkou podložku.

Mnoho lidí ocení možnost tisku ochranného pouzdra na mobil či GoPro kameru. Zkusili jsme použít tvrdší i měkčí filament, obě varianty mohou posloužit dobře pro ochranu vaší elektroniky. Některá pouzdra nejdou vytisknout moc dobře bez podpor, musíte tomu přizpůsobit nastavení tisku nebo se smířit s tím, že přemostění nebudou tak hezká, jak byste si přáli.

Příprava a nastavení tisku
1) Před tiskem si na extruderu co nejvíc povolte idler. Při příliš velkém přítlaku hrozí namotání filamentu okolo ozubených kol.
2) Na tiskovou podložku naneste tenkou vrstvu lepidla (obyčejná lepící tyčinka na papír, např. Kores). Tento krok je nutný pouze pokud používáte hladkou nebo saténovou podložku, u texturované není lepidlo nutné. Díky dobré adhezi TPU filamentů by se vám jinak mohlo stát, že vytisknutý objekt půjde velmi špatně sundat z tiskové plochy a mohlo by dojít dokonce i k jejímu poškození. Alternativou (pro TPE filament) je tisknutí na samolepící pásku, obdobně jako v tomto videu. V PrusaSliceru je přednastavená teplota podložky na 50°C, což je optimální teplota pro flexfill 92A a 98A, může se však lišit pro jiné filamenty, například TPE se při této teplotě kroutí a odlepuje.
3) Tiskněte velmi pomalu. Obecně se udává maximální rychlost pro flexibilní filamenty 30-40 mm/s, doporučená rychlost je 20mm/s. Pokud bude rychlost příliš vysoká, zvýší se pravděpodobnost ucpání trysky. V PrusaSliceru doporučujeme použít profily „Flexfill 98A nebo Filatech FilaFlex40“, který má optimální rychlost tisku přednastavenou prostřednictvím maximální objemové rychlosti (V nastavení je 1,5mm3/s, což při 0,2mm vrstvě odpovídá cca 17mm/s)
4) Pokud chcete, aby byl váš výtisk ohebný, doporučujeme zvolit méně výplně. V takovém případě je dobré nastavit v PrusaSliceru více plných vrchních vrstev (v kolonce Nastavení tisku/vrstvy a perimetry/vodorovné stěny). Schopnost přemostit volný prostor je u flexibilního filamentu velmi slabá a při nedostatku horních vrstev se nemusí výtisk zacelit.
5) Udržujte filament suchý. Flexibilní materiály jsou velmi náchylné na navlhnutí a pokud je nebudete správně skladovat, může se vám stát, že váš filament nebude moc dobře tisknutelný.
Co dělat v případě, že kvalita tisku není ideální?
1) Snižte retrakce na minimum. Jestliže se vám nedaří dosáhnout uspokojivé kvality tisku, zkuste retrakce zcela vypnout a následně je postupně zvyšujte. Při použití příliš vysokých hodnot hrozí ucpání trysky či zamotání filamentu. V našich profilech v PrusaSliceru jsou nastavené na přijatelnou hodnotu a většinou není třeba je měnit. Je důležité si uvědomit, že kombinací pružnosti filamentu a malých retrakcí vzniká tzv. stringing, kterému se zkrátka nelze vyhnout. “Chlupaté” výtisky nebo přebytečné “vlasy” lze dodatečně odstranit opatrným zahřátím výtisku plamenem nebo horkovzdušnou pistolí – buďte ale opatrní, abyste si nepoškodili samotný výtisk.
2) Zvyšte teplotu trysky doporučenou výrobcem filamentu cca o 5°C. I při optimální teplotě může tryska klást příliš velký odpor a výtisk pak bude podextrudovaný nebo se pokazí úplně. Ofuk tisku nechte vypnutý.
3) Pokud potřebujete u modelu vytisknout podpory, nastavte si mezeru mezi podporami v ose Z alespoň na 0,3mm (ve Slic3ru PE si najděte kolonku Nastavení tisku/Podpory/Mezera mezi podporami a objektem v ose Z). Kvůli velké soudržnosti vrstev u flexibilního filamentu je jinak velice obtížné odstranit všechny podpory z hotového výtisku.
Shrneme-li možnosti flexibilního filamentu, zjistíme, že výtisky z takového materiálu budou sloužit spíše k praktickému využití než pro tisk krásných modelů na výstavu. Otevírají se však nové možnosti, jak užitečně využít tiskárnu. Neváhejte a pusťte se do vlastních výtvorů, nezapomeňte se pochlubit v komentářích. A pokud vám dochází nápady, můžete se nechat inspirovat prací fanoušků na twitteru.
Pro přidávání komentářů se musíte nejdříve přihlásit.