
V minulém článku o nejčastějších tiskových problémech jsme se zaměřili především na to, jak dosáhnout skvěle vypadající první vrstvy nebo co dělat v případě posunutí vrstev. Tentokrát se pro změnu podíváme na problémy, které nějakým způsobem souvisejí s extruzí filamentu a negativně ovlivňují kvalitu výtisků. Pokud máte pocit, že by vaše tiskárna mohla tisknout lépe, mrkněte se na naše tipy a rady v textu níže. A nebojte se vysoké náročnosti, naprostá většina oprav a úprav je úplná hračka!
Obroušení struny filamentu
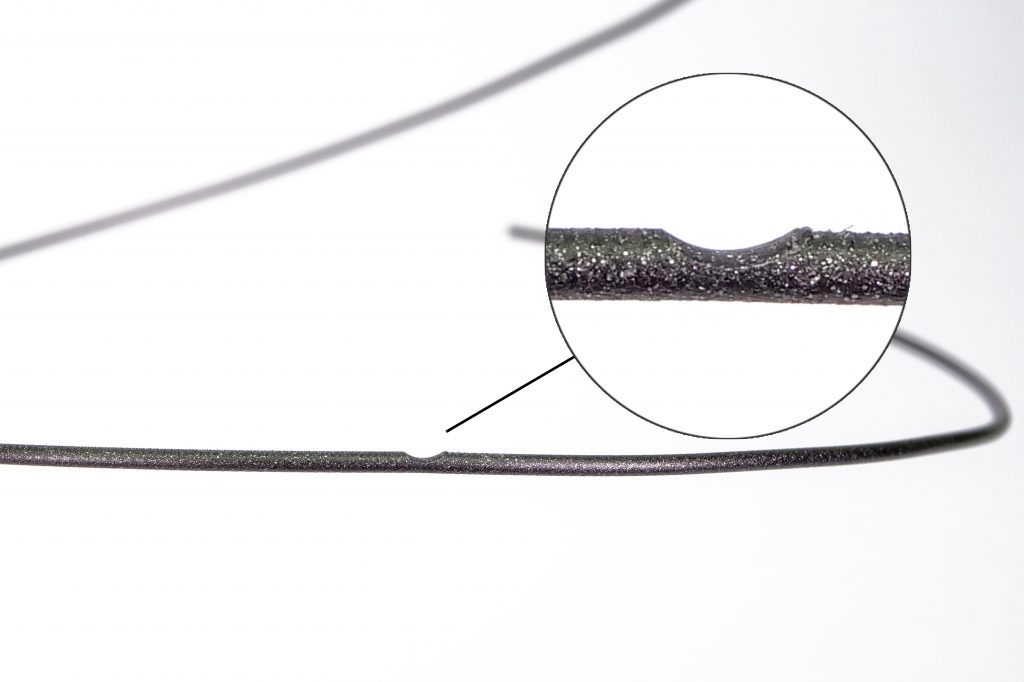
Začneme problémem, který je nejsnáze identifikovatelný. Jestliže slyšíte hlasité cvakání vycházející z extruderu, jedná se s největší pravděpodobností právě o tento případ. V podstatě se jedná o to, že podávací kolečka Bondtech se snaží posouvat filament dál směrem k trysce, ale v cestě je překážka. Kolečka se dál točí a postupně obrušují filament až do momentu, když už s ním nejsou schopna dále posouvat – dovnitř ani ven.
 Filament musíte tím pádem ručně vyndat. Otevřete dvířka extruder idleru (je potřeba nejprve povolit dva šrouby na levé straně extruderu), následně pomocí prstů či kleští filament vytáhněte a obroušenou část odstřihněte.
Filament musíte tím pádem ručně vyndat. Otevřete dvířka extruder idleru (je potřeba nejprve povolit dva šrouby na levé straně extruderu), následně pomocí prstů či kleští filament vytáhněte a obroušenou část odstřihněte.
V drtivé většině případů má tento problém jednu z těchto příčin:
- Příliš dotažený extruder idler – Ujistěte se, že jsou dvířka extruder idleru správně dotažená. Je potřeba dvířka dotáhnout „tak akorát“, tedy tak, aby kolečka byla schopná posouvat filament, ale zároveň ne tak moc, že dochází k zásekům. Natočili jsme instruktážní video, kde všechno podrobně vysvětlujeme.
- Zanesená podávací kolečka – Zkontrolujte, zda nejsou podávací kolečka zanesená zbytky plastu. Pokud ano, použijte odolný ostrý předmět – špičku kleští nebo jehlu či špendlík – a nánosy odstraňte.
- Ucpaná PTFE trubička – Při výše popsané kontrole podávacích koleček můžete rovnou zkontrolovat i stav PTFE trubiček v extruderu. Pokud jsou zanesené či dokonce zdeformované, je potřeba je buď vyčistit, nebo rovnou vyměnit.
- Ucpaná tryska – Jestliže se zdá, že žádná z výše uvedených rad problém neřeší, pak je možné, že má vaše tiskárna ucpanou trysku. Přečtěte si prosím poslední kapitolu tohoto článku, která pojednává právě o ucpané trysce.
Tryska na začátku tisku nevytlačuje plast
Správně vytištěná první vrstva je jedním ze základních předpokladů pro úspěšný tisk. Proto jsme se tomuto tématu detailně věnovali minule – konkrétně třeba tomu, co dělat v případě, že první vrstva nedrží na podložce. Co ale dělat v případě, že se první vrstva vůbec neobjeví?
V případě, že tryska na začátku tisku nezačne vytlačovat plast, zkontrolujte následující:
- Správná teplota a nastavení materiálu – Vždy je nutno mít ve Slic3ru správně nastavené parametry pro materiál používaný k tisku. Ujistěte se, že jste model neslicovali s nastavením pro PLA, zatímco k tisku používáte PETG.
- Je filament zaveden správně? – Zkontrolujte, že je filament správně zaveden do podávacích koleček Bondtech. Zkuste strunu filamentu vytáhnout rukou – pokud to půjde snadno, znamená to, že není správně zaveden.
- Nedotýká se tryska podložky? – Podívejte se, jestli se tryska náhodou nedotýká podložky (nebo zda není extrémně blízko). V takových případech je potřeba znovu provést kalibraci první vrstvy (First Layer Calibration)
- Dvířka extruder idleru – Zmínili jsme je už v předchozí kapitole, každopádně je dobré zkontrolovat, zda jsou dvířka extruder idleru utažená tak akorát. Většinou je přetažený extruder idler doprovázen cvakavým zvukem, ale nemusí to být nutně pravidlem. Přetažený extruder idler může bránit v posouvání filamentu do trysky.
- Průchodnost trysky – Jestliže žádná z výše uvedených rad nepomohla, je možné, že má vaše tiskárna ucpanou trysku. Přečtěte si prosím poslední kapitolu tohoto článku, která o ucpané trysce pojednává.
Podextrudované výtisky
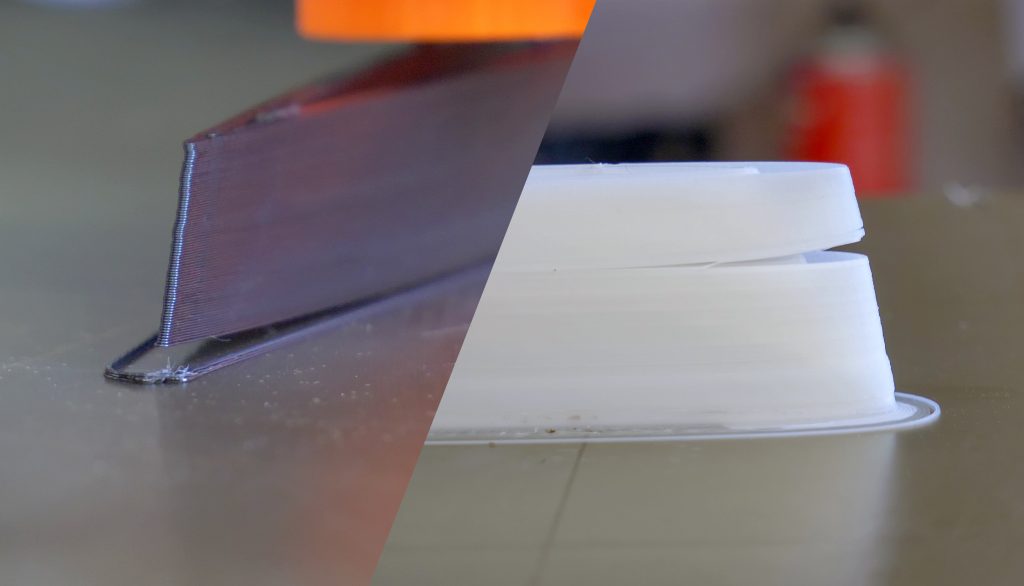
Že dochází k tzv. under-extrusion, tedy k podextrudování vrstev, poznáte podle toho, že v tisknutém objektu budou náhodně chybět části vrstev. Takové objekty jsou potom velmi křehké a v místě s úbytkem materiálu se velmi často lámou. Jestliže vaše vytištěné objekty vypadají jako ten na fotce vpravo, s nejvyšší pravděpodobností se jedná o hardwarovou příčinu. V takovém případě fungují softwarové úpravy jen jako malá záplata a často nadělají víc problémů než užitku. Jestliže jste však v poslední době více experimentovali s nastavením ve sliceru, pak je možná příčina právě tam. Zkuste výchozí profily a uvidíte, zda se problém vyřeší.

Příčiny podextrudovaných výtisků bývají nejčastěji:
- Povolená podávací kolečka – Jak už bylo zmíněno v předchozích kapitolách, správný přítlak podávacích koleček je zásadní. Ujistěte se, že je extruder idler správně dotažen. Podívejte se na naše instruktážní video, pokud nevíte, jak na to.
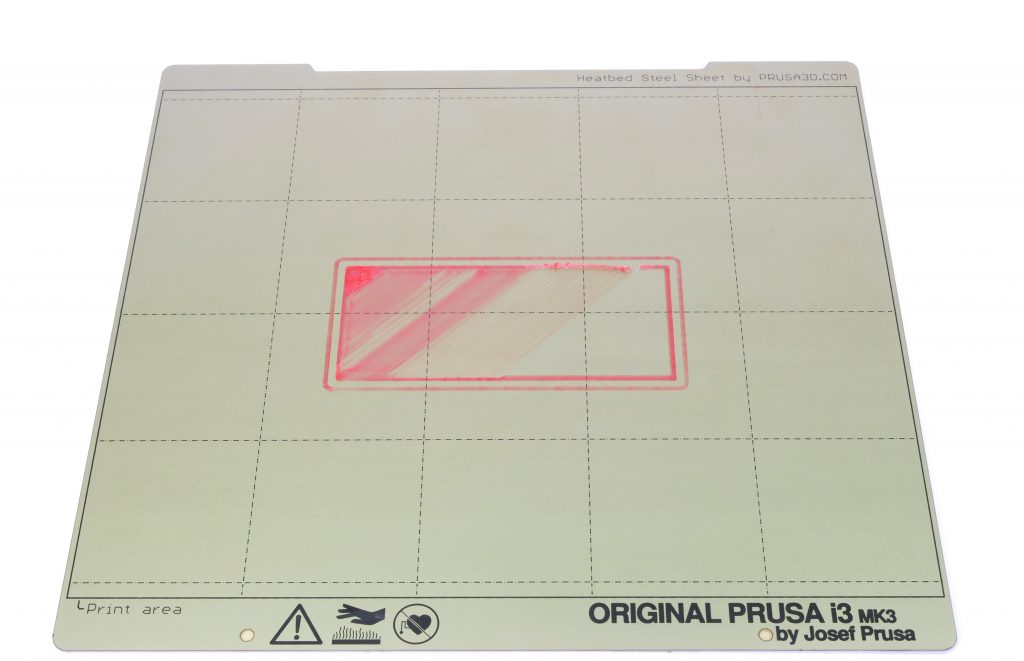
- Zanesená podávací kolečka – Podávací kolečka pravidelně kontrolujte, a vždy se ujistěte, že se na nich nezůstávají zbytky plastů. Podávací kolečka se mohou časem potáhnout vrstvou rzi – použijte mazivo na bázi lithia, které aplikujte pouze na ozubenou část, ne na celé podávací kolečko! Na fotografii vpravo ukazujeme, jak správně mazivo aplikovat. Pokud namažete celé kolečko, bude filament prokluzovat!
- Nekvalitní filament – Pokud průměr filamentu přesahuje toleranci 0,05 mm, může být příčina právě zde. Zkontrolujte průměr přesným posuvným měřítkem, abyste se ujistili, že používáte filament o správném průměru. Taktéž doporučujeme zkusit úplně jinou špulku filamentu. Pokud se tím problém vyřeší, je na vině nekvalitní filament.
- Špatný násobič extruze – Jedním z možných řešení je úprava násobiče extruze. K tomuto kroku ovšem přistupte až v momentě, kdy si budete absolutně jistí, že se problém neskrývá v hardwaru. Zvýšení násobiče má za následek zvýšení extruze, snížení má efekt opačný.
Tato řešení by měla pomoci snad ve všech případech, kdy dochází k podextrudování materiálu. A co přeextrudování, tedy over-extrusion? Obecně vzato se jedná o poměrně vzácný jev. K přeextrudování dochází v momentě, kdy máte špatně nastavené hodnoty ve sliceru – tedy šířku extruze, nastavení perimetrů atd. Novější verze Slic3r PE si již tyto hodnoty hlídají a nedají vám příliš prostoru k chybování. Pro dosažení nejlepších výsledků doporučujeme používat nejnovější verze našeho Slic3ru.

Zastavení extruze v průběhu tisku
Během tisku může v některých případech dojít k nečekanému zastavení vytlačování plastu, což se projeví v podobě slabší či zcela chybějící vrstvy. Příčin může být více, ovšem nejčastěji je na vině nekvalitní či poškozený filament.

Příčiny zastavení extruze v průběhu tisku:
- Nekvalitní filament – nekvalitní filamenty jsou častou příčinou chybějících vrstev nebo dokonce ucpané trysky. Pokud máte opakované problémy s extruzí plastu, vyzkoušejte jinou špulku filamentu, třeba i úplně jiný typ materiálu.
- Doběhnutí filamentu – v průběhu delšího tisku se může stát, že zkrátka spotřebujete celou špulku filamentu, takže už není z čeho tisknout. Majitele tiskáren Original Prusa i3 MK3 před touto situací chrání senzor filamentu, který v případě, že dojde filament, pozastaví tisk.
- Chyby v geometrii objektu – Než začnete tisknout, vždy si pořádně prohlédněte slicnutý objekt ve Slic3ru. Můžete tak odhalit chyby v návrhu modelu. V takovém případě buď můžete začít opravovat model na vlastní pěst, nebo se podíváte na náš návod, ve kterém vysvětlujeme, jak na to. Nové verze Slic3ru už umí STL objekt dokonce samy opravit – stačí kliknout pravým tlačítkem na objekt a zvolit Fix STL through Netfabb.
- Teplota v místnosti – teplota místnosti hraje při tisku velkou roli. Pokud je venku extrémně teplé počasí, může ovlivnit kvalitu tisku. Snažte se tisknout v pokojových teplotách nižších než 27°C.
Kroucení objektů
Při tisku větších objektů může dojít k tomu, že se začnou kraje objektu kroutit a následně se mohou i odlepit od podložky – nejčastěji k tomu dochází při tisku s ABS. Jak k tomuto efektu dochází? Většinou je na vině náhlý teplotní rozdíl mezi teplotou trysky a teplotou v místnosti. Když dojde k náhlé změně teploty, může se plast mírně smrštit a následkem toho i ohnout.
Jak předcházet tomuto jevu:
- Stabilní okolní teplota – Snažte se udržovat stálou okolní teplotu. Pokud je tiskárna v těsné blízkosti klimatizace, může dojít ke zvýšenému výskytu zkroucených/ohnutých rohů výtisku. Jestliže často tisknete s ABS, měli byste zvážit sestavení boxu na tiskárnu. Máme pro vás super návod, jak si vyrobit levný a zároveň kvalitní box.
- Používejte funkci límec („Brim“) – Použití límce zvyšuje přilnavost objektu k tiskové podložce. Tuto funkci můžete zapnout ve Slic3ru, záložka Nastavení tisku-Obrys a límec. Doporučuje se hodnota kolem 5 mm.
- Udržujte tiskovou plochu čistou – Než začnete tisknout s materiály jako PLA, ABS a dalšími, očistěte tiskovou podložku alespoň 90% roztokem izopropylalkoholu nebo acetonem, abyste podložku odmastili. Pozor, nedoporučujeme používat IPA v případě, že budete tisknout s PETG. Přilnavost podložky by pak mohla být příliš vysoká. Máme pro vás i kompletní instrukce, jak udržovat PEI povrch v perfektním stavu.
Problémy s výplní
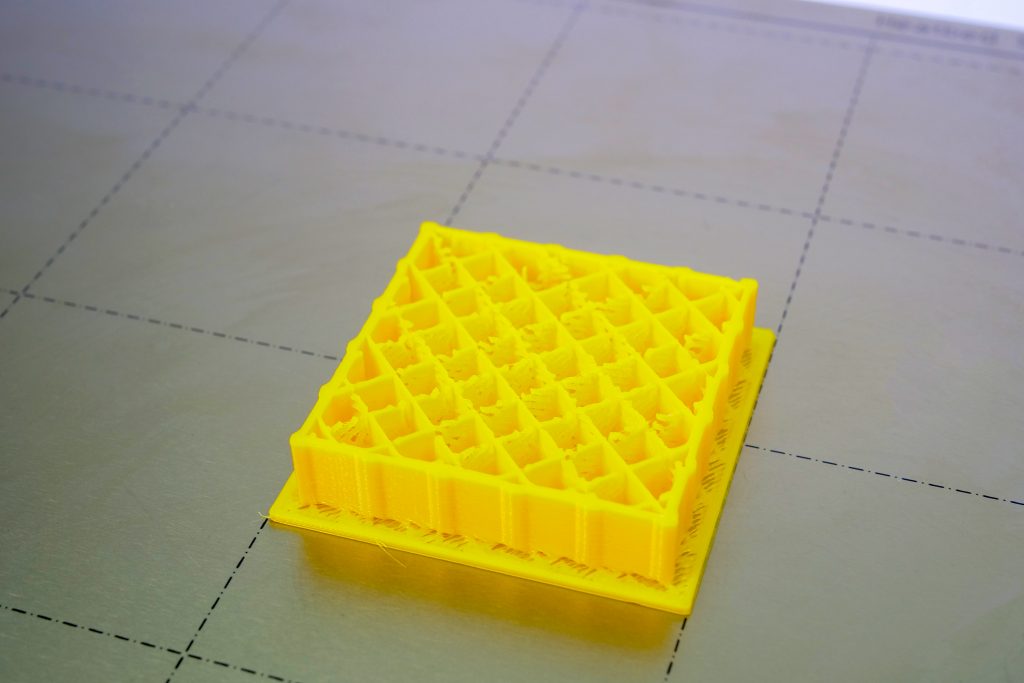
Nevzhledná výplň, tedy infill, sice nepatří k těm nejhorším problémům, na které můžete během tisku narazit, na druhou stranu se může nekvalitní výplň promítnout do celkové pevnosti tištěného objektu. Není proto od věci kontrolovat kvalitu infillu již během tisku. Snadno tak poznáte, zda je vše tak, jak má být. Jak může špatný infill vypadat, si můžete prohlédnout na fotografii níže.
Jak předcházet problémům s výplní
- Vyberte správný typ výplně – některé výplně se tisknou hůře než ostatní, například výplň kubická (cubic infill). Pokud to situace dovoluje, zvolte jiný vzor.
- Správně nastavené flexibilní filamenty – flexi filamenty jsou náchylné na vzor výplně. Nejlépe se vám bude tisknout klasická mřížka, tedy Grid infill. Vzhled výplně můžete změnit ve Slic3ru, když si otevřete menu Nastavení tisku – Výplň a změníte Vzor výplně.
- Snižte rychlost tisku – Pokud výše uvedené rady nepomohly, zkuste snížit rychlost tisku výplně. Ve Slic3ru jděte do Nastavení tisku – Rychlost a snižte položku Výplň.
Ucpaná tryska
Pokud za žádných okolností tryska nevytlačuje plast, pak je s nejvyšší pravděpodobností ucpaná. Existují dvě metody, jak zprůchodnit ucpanou trysku, aniž byste museli rozebírat extruder.
Zahřátí trysky
Ucpanou trysku můžete zkusit zprůchodnit tak, že zvýšíte teplotu trysky nad tiskovou teplotu materiálu, který ji ucpal. V LCD Menu jděte do Nastaveni – Teplota a zvyšte teplotu trysky na 260 °C pro PLA nebo 280 °C pro PETG/ABS. Počkejte 5-10 minut a zkuste zavést nový filament. Zavedená struna by měla vytlačit zbytky starého filamentu. Pokud tento postup nezafungoval, můžete zkusit metodu Cold pull, tedy vytržení struny „za studena“.
Metoda „Cold pull“
Tento trik je sice trochu složitější na provedení, je ovšem účinnější než předchozí postup. Jedná se o jednu z nejlepších metod, jak zprůchodnit ucpanou trysku.
- Odšroubujte dva šrouby z horního krytu extrudéru a sundejte jej (viz fotografie)
- Na tiskárně jděte do LCD Menu, pak do Nastaveni – Teplota a nastavte teplotu trysky na 215 °C. Do extruderu zaveďte PLA filament
- Plně otevřete dvířka extruder idleru
- Snižte teplotu trysky na 90 °C
- Vraťte se do základního menu a sledujte teplotu. Jakmile dosáhne 90°C, ručně vytrhněte filament z extruderu
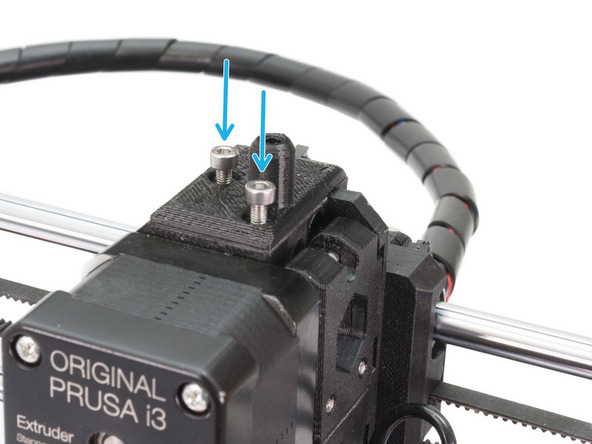
Sundání horního krytu extruderu

Odšroubujte tyto dva šrouby, abyste otevřeli dvířka extruder idleru
Pak už stačí tiskárnu uvést do původního stavu a zkusit znovu zavést filament.
Pro přidávání komentářů se musíte nejdříve přihlásit.