





Nasza nowa drukarka 3D Original Prusa MINI jest mała, ale zdolna tworzyć na prawdę świetne rzeczy. Te małe również! Figurki do gier planszowych są dobrym wyzwaniem. Są drobne i bardzo szczegółowe, więc wielu użytkowników preferuje drukowanie ich na drukarkach SLA. Jednak nawet fabryczna MINI jest w stanie osiągać niezwykłe rezultaty – z jedną małą zmianą: dyszą o średnicy 0,25 mm. Spójrzmy, jak możesz urozmaicić swoją kolejną sesję Dungeons and Dragons!

Przyjrzymy się ogólnej idei wytwarzania drobnych figurek lub akcesoriów do gier planszowych na domowych drukarkach 3D. Figurki występują zazwyczaj w dwóch rozmiarach: 28 oraz 32 mm (więcej o skali opiszemy później), czyli niewiele ponad 1 cal – nie należą do dużych modeli. Na szczęście mamy w rękawie kilka asów, które pomogą Ci osiągnąć świetnie wyglądające rezultaty. Oczywiście, dotyczy to również drukarek MK3S/MK2.5S. Są jednak pewne wady. Przygotuj się na znacznie dłuższy czas drukowania – jedna figurka może zająć do 2-3 godzin, w zależności od rozmiaru i ilości podpór.

Wymień dyszę
Wymiana dyszy jest pierwszą kluczową czynnością, którą musisz wykonać. Dysza w MINI jest łatwo dostępna, a wymiana standardowej o średnicy 0,4 mm na taką o średnicy 0,25 mm zajmuje około dwóch minut i kosztuje około 35 zł. Proces wymiany dyszy jest szczegółowo opisany w Podręczniku, więc tutaj wrzucimy tylko skrócony opis.
Będziesz potrzebować:
- Klucz płaski 16 mm lub nastawny (mogą być również dobre kombinerki)
- Klucz nasadkowy 7 mm (lub drugie szczypce/kombinerki)
- Dysza 0,25 mm kompatybilna z E3D
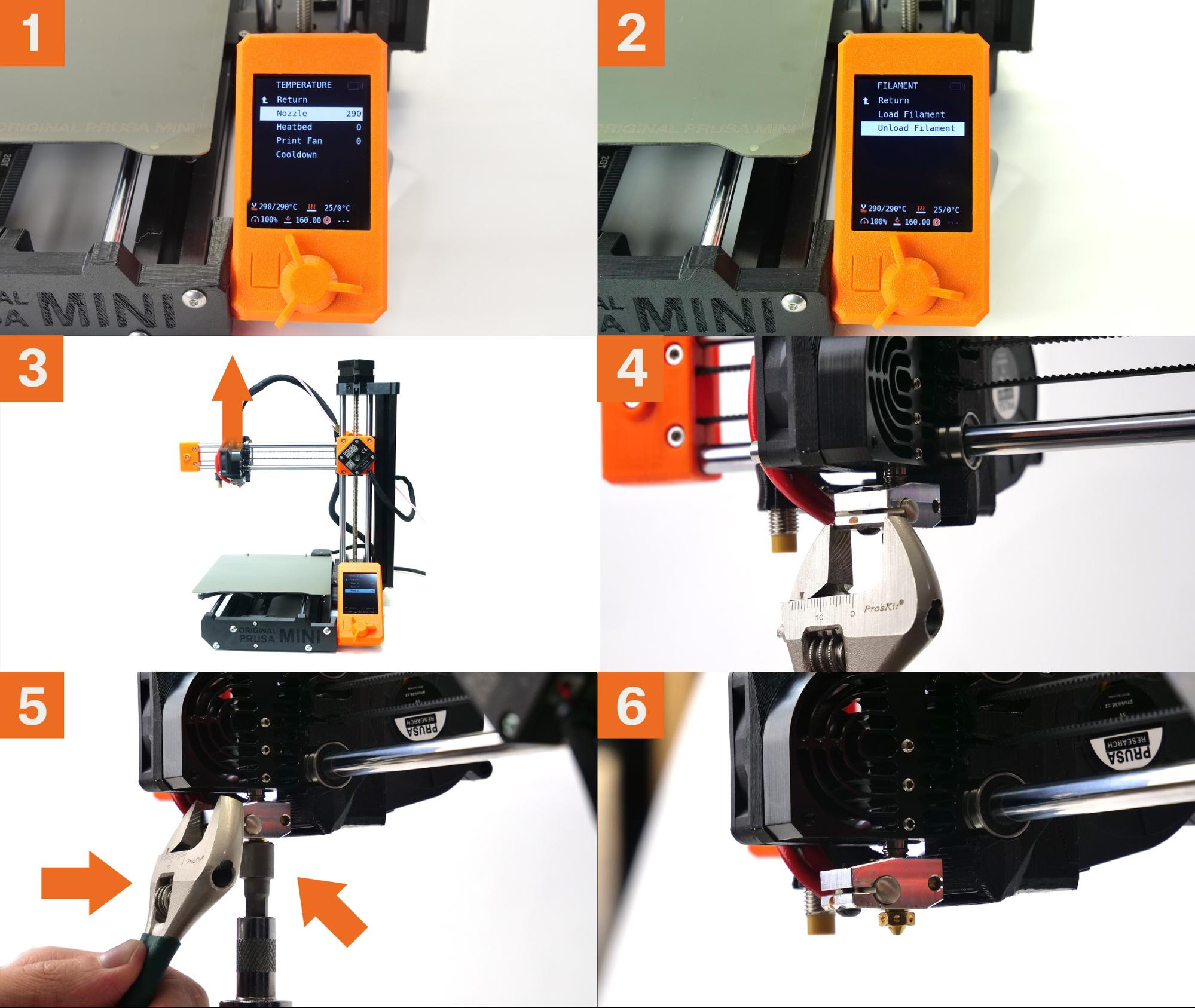
Proces jest prosty i szybki:
- Nagrzej dyszę do 280°C (Ustawienia – Temperatura – Dysza)
- Rozładuj filament (jeśli jest załadowany)
- Przesuń oś X do szczytu osi Z
- Przytrzymaj blok grzejny kluczem/kombinerkami
- Odkręć dyszę nasadką 7 mm – UWAGA: NARZĘDZIA I DYSZA BĘDĄ BARDZO GORĄCE!! Odłóż dyszę w bezpieczne miejsce. Nie dotykaj jej, ani nagrzanych elementów narzędzi!
- Ostrożnie wkręć dyszę 0,25 mm i dokręć ją. Nie używaj nadmiernej siły!
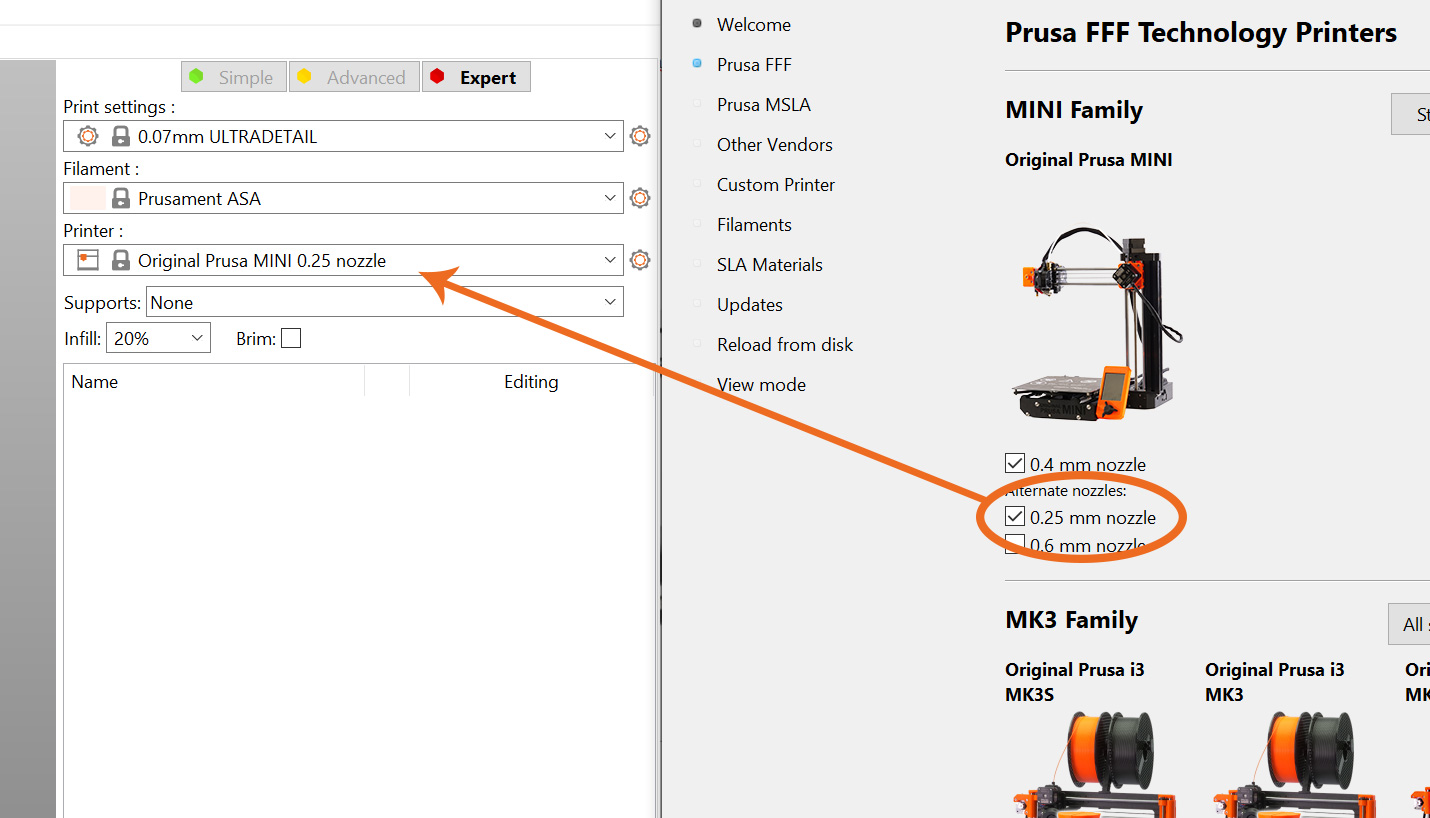
Ostatnim krokiem jest dodanie odpowiedniego profilu w PrusaSlicer. Przejdź do Konfiguracja – Asystent Konfiguracji – Prusa FFF i zaznacz dysza 0,25 mm. Nie zapomnij zmienić profilu drukarki w menu po prawej – wybrana powinna być Original Prusa MINI 0.25 nozzle.
Opisaliśmy szczegółowo dysze o różnych rozmiarach w jednym ze starszych artykułów.
Zanim przejdziemy do cięcia, ważne jest wybranie właściwego materiału. Może to być zaskoczeniem, ale osiągnęliśmy na prawdę dobre rezultaty z ASA. Przyjrzyjmy się bliżej!
Wybór odpowiedniego materiału
Najczęściej używanym materiałem w druku 3D jest PLA. Jest szeroko dostępny w wielu kolorach, nie wymaga żadnego specjalnego przygotowania i jest ogólnie łatwy w użytkowaniu. Ilość odtwarzanych szczegółów modelu jest wysoka, ale jest tu jeden haczyk: w zależności od wybranej marki/koloru filamentu, ilość dostrzegalnych szczegółów może się różnić. Jest tak ze względu na różne właściwości materiałowe – np. przejrzystość, połysk, dodatki (np. brokat w Prusament Galaxy Black). Wszystko to ma wpływ na uwydatnienie detali, wliczając w to warstwy. Oczywiście, jeśli chcesz malować wydruki, to nie ma to dla Ciebie znaczenia. Jeśli jednak chcesz używać surowych modeli, pamiętaj o kilku kwestiach:
- Filamenty z brokatem dobrze ukrywają warstwy, ale również detale wydruków!
- Białe filamenty mają podobne właściwości – ze względu na półprzezroczystość powierzchni, pomagają lepiej ukrywać warstwy, zachowując przy tym zadowalającą ilość szczegółów
- Czarne filamenty (bez brokatu) pozwalają osiągać wysoki poziom szczegółowości, ale warstwy mogą być wyraźniejsze
- Szare filamenty (jak Prusament Pearl Mouse) są dobrym kompromisem pomiędzy białymi, a czarnymi

Jak jednak wspomnieliśmy, na prawdę dobre rezultaty osiągnęliśmy z ASA. W zeszłym roku wypuściliśmy własną, produkowaną przez nas linię materiału ASA i mimo, że zazwyczaj zalecamy go do wytwarzania trwałych wydruków do użytku na zewnątrz (ze względu na jego doskonałe właściwości mechaniczne oraz odporność na promieniowanie UV), to sprawdza się on zaskakująco dobrze przy drukowaniu miniaturek. Nie nitkuje, pozwala uwydatnić sporą ilość detali, nie wypacza się (w tym zastosowaniu – dzięki małej powierzchni wydruków), nie wymaga obudowy.
ASA ma również jedną, szczególną zaletę: możesz wygładzać powierzchnie wydruków, aby ich wygląd zbliżył się trochę do tych z drukarek SLA. Nie twierdzimy, że rezultaty będą identyczne, ale (biorąc pod uwagę rozmiary figurek) są całkiem niezłe.
Wygładzanie wydruków 3D z ASA
Opublikowaliśmy niedawno artykuł poświęcony wygładzaniu chemicznemu, więc tutaj wrzucamy tylko krótką zajawkę.
ROBISZ TO NA WŁASNĄ ODPOWIEDZIALNOŚĆ: Aceton jest substancją łatwopalną! Jeśli zdecydujesz się skonstruować komorę do wygładzania i podgrzewać ją, robisz to na własną odpowiedzialność. W podlinkowanym wyżej artykule przedstawiamy potencjalne niebezpieczeństwa z tym związane. Posługuj się nim ostrożnie i nie zostawiaj otwartego pojemnika bez nadzoru. Aceton wydziela szkodliwe opary – dobrze wentyluj pomieszczenie!
ASA jest materiałem zdolnym do wygładzenia oparami acetonu. Co dzieje się w trakcie tego procesu? Aceton ma zdolność do rozpuszczania ASA. Jeśli dobrze dobierzesz czas przetrzymywania wydruku w pojemniku z acetonem, warstwy zaczną się zlewać ze sobą. Jeśli przesadzisz, Twój wydruk zamieni się w galaretkę. Zalecamy wygładzanie acetonem dużych modeli, ale można je również zastosować do miniaturek.

Weź pod uwagę, że zalecamy tę procedurę zaawansowanym użytkownikom. Wymaga posługiwania się chemikaliami i podstawowych umiejętności z zakresu elektroniki.
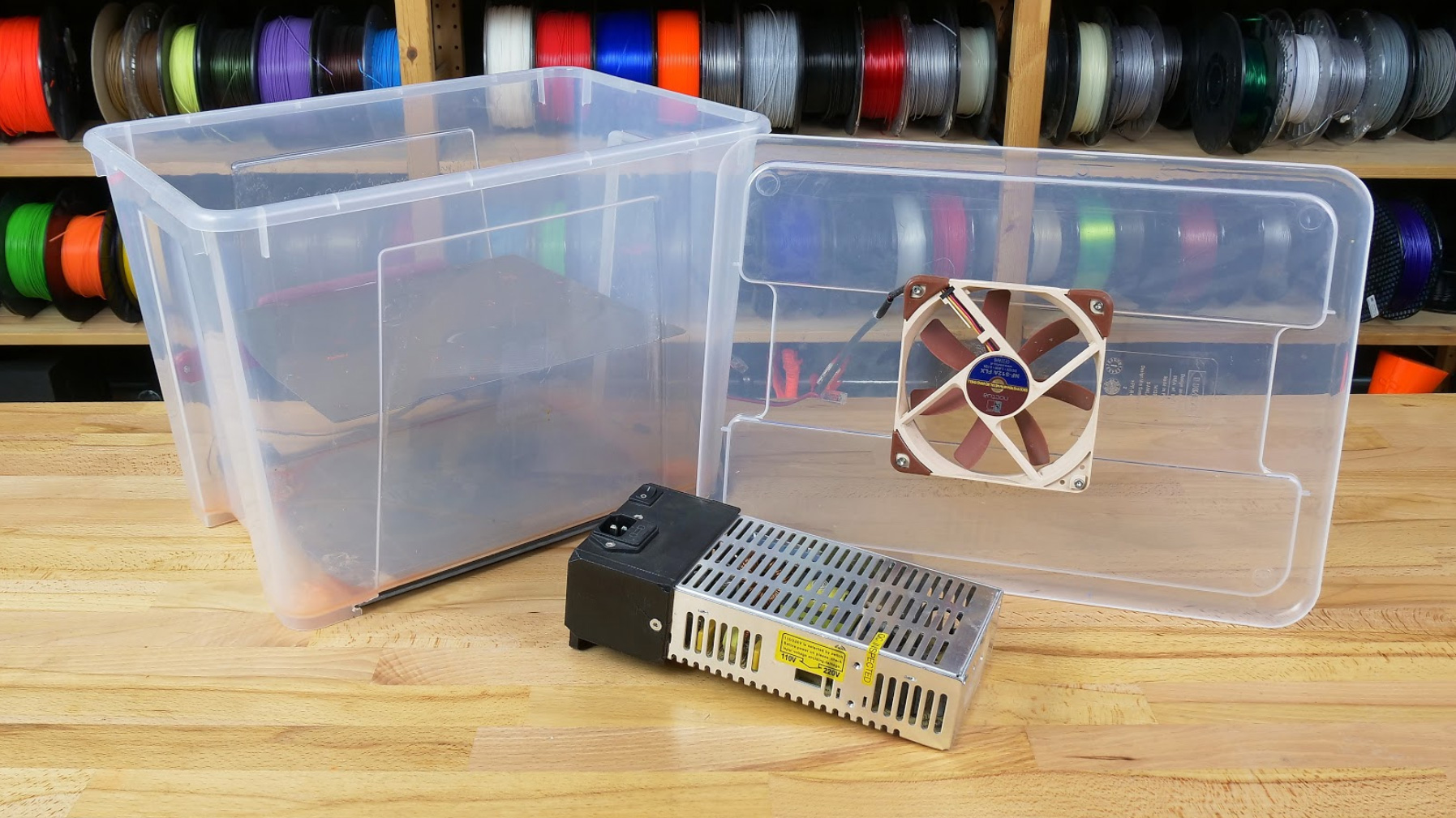
Użyliśmy pojemnika wykonanego z PETG, ale polipropylen również jest dobrą opcją. NIE UŻYWAJ pojemników z ABS, ponieważ aceton je rozpuści. Do naczynia włożyliśmy metalową platformę (wydruk nie może mieć kontaktu z acetonem wlanym do środka!), następnie umieściliśmy wszystko na podgrzewanym stole Original Prusa MINI. Na pokrywce zamontowaliśmy wentylator z obudowy komputera, aby zwiększyć cyrkulację oparów wewnątrz komory, następnie wlaliśmy odrobinę acetonu na dno. Na końcu ustawiliśmy temperaturę stołu na 80°C, aby przyspieszyć proces. Ponownie zachęcamy do przeczytania artykułu dostępnego pod tym linkiem, zanim się za cokolwiek zabierzesz!
Figurka spędziła w komorze około 20-25 minut, a rezultat widzisz powyżej. Ostrzegamy: wydruki wystawione na działanie oparów acetonu pozostają bardzo miękkie jeszcze przez około 30-60 minut, więc posługuj się nimi ostrożnie (nie dotykaj ich powierzchni). Kompletne utwardzenie może zająć nawet 24 godziny. Proces ten ma pewną wadę: nie jesteśmy w stanie podać dokładnego czasu potrzebnego w komorze, ilości acetonu itp. – wszystko zależy od wielkości pojemnika, wydruku, ilości szczegółów, specyfikacji wentylatora… Wymagana jest tutaj stara, dobra metoda prób i błędów, np. wydrukowanie 5 kopii tego samego modelu, pozostawienie ich w komorze przez 15-20-25-30-35 minut i obserwacja efektów.

Zdobycie najlepszych modeli i zrozumienie skalowania
Po wybraniu najlepszego filamentu czas na znalezienie odpowiedniego modelu. Czy musimy zwoływać grupę magów? Albo wymagać nikczemnych czynów od czarnoksiężnika? A może wydrukować skrzynię pełną cennych łupów… a może Mimica? Są dziesiątki miejsc, w których możesz szukać właściwych modeli.
Zanim zaczniemy, wyjaśnijmy jedną kwestię. Wiele figurek jest oznaczonych jako “skala 28 mm” lub “skala 32 mm”. Obydwie to tak właściwie skala 1:56, jedyną różnicą jest to, że 28 mm odwołuje się do linii oczu modelu, a 32 mm to czubek głowy. Nie wszyscy jednak trzymają się tych wartości, a na rynku znajdziesz wiele bliskich odmian. Są również postaci typu „heroic”, które są większe od zwykłych ludzi itp.


Najlepsze figurki wciąż znajdziesz w sklepach, ale na PrusaPrinters.org i tak jest dostępne mnóstwo darmowych modeli dla różnych settingów. Mamy całą sekcję poświęconą planszówkom, więc nie zapomnij tam zajrzeć. Pobranie darmowych modeli i przetestowanie ich jest fajnym sposobem na naukę kilku tricków przed wyciągnięciem karty płatniczej i kupieniem kolejnych akcesoriów.
Odwiedź MyMiniFactory, Zealot Shop, Duncan Shadow, Hero Forge lub przejrzyj tę kompletną listę nazwaną The Mini Index, na której znajdziesz linki do ogromnej liczby twórców modeli i artystów.
Zanim jednak kupisz model, przypomnij sobie tych kilka punktów:
- Drukarki 3D FDM/FFF nie zawsze są w stanie odtworzyć wszystkie szczegóły przedstawione na ilustracjach
- Pomyśl o rozmieszczeniu podpór – czy model ma skomplikowane geometrie rozpościerające się we wszystkich kierunkach lub zwisające w powietrzu? W takim razie potrzebować będziesz więcej podpór, a usuwanie ich z delikatnych elementów może stanowić problem
- Jaką powierzchnię kontaktu ze stołem ma model? Malutkie stopy lub łapy? A może jest umieszczony na podstawce? Mała powierzchnia styku może stanowić problem i do zwiększenia adhezji będziesz potrzebować np. brimu.
- Staraj się wybierać modele zaprojektowane dla drukarek 3D FFF/FDM – Zazwyczaj są odrobinę bardziej masywne, mają podstawkę, a kończyny i broń są umieszczone pod kątami bardziej przyjaznymi dla tej technologii

Cięcie i przygotowanie drukarki
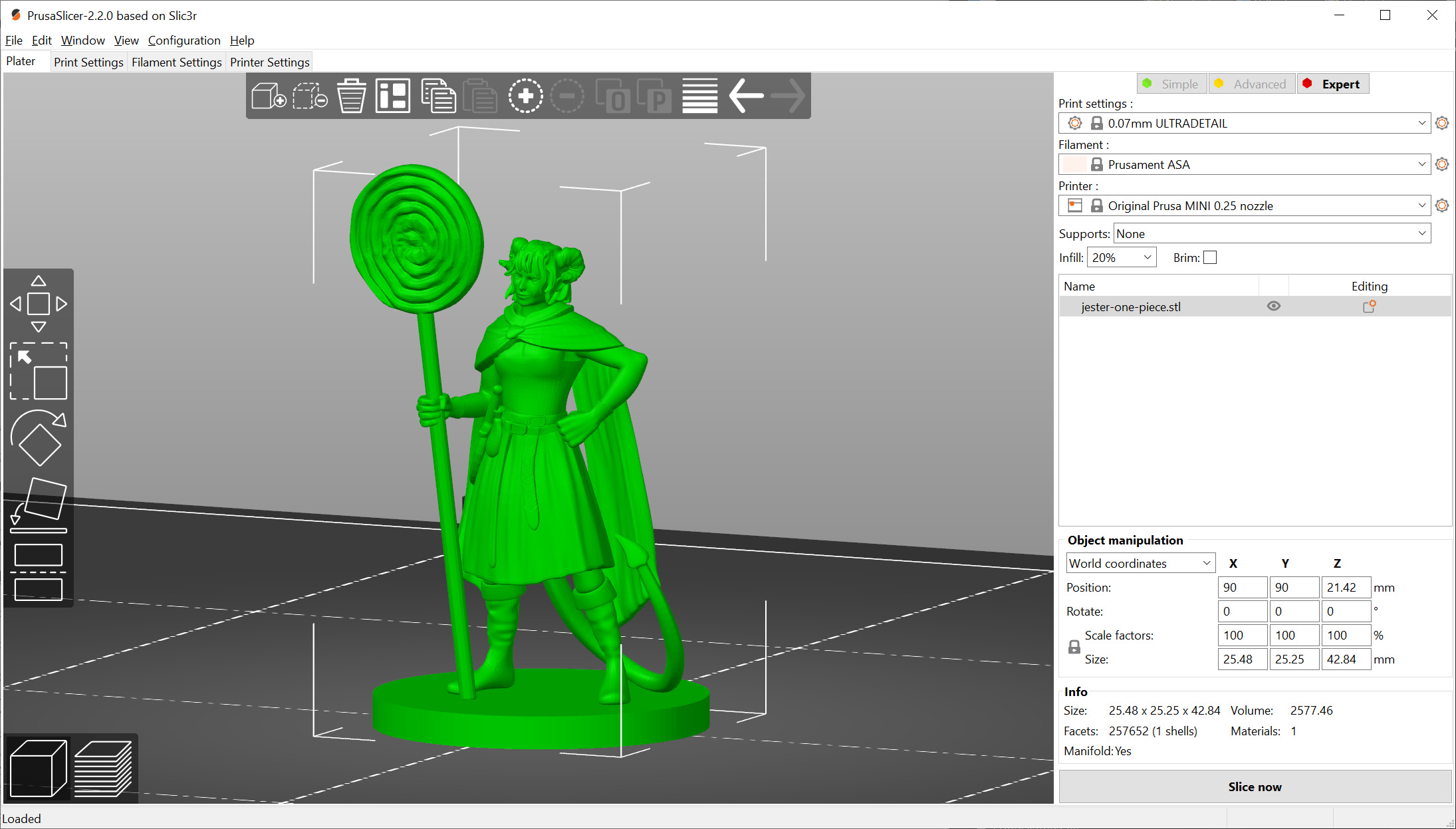
Po zaimportowaniu modelu do PrusaSlicer, użyj wbudowanych narzędzi, aby przeskalować go do odpowiednich wymiarów (zgodnie z objaśnieniami w poprzednim rozdziale). Upewnij się, że w menu po prawej nie ma komunikatów o błędach, a jeśli są, napraw model przez kliknięcie na niego prawym przyciskiem na liście modeli.
Ze względu na to, że każdy model jest inny, ciężko jest podać uniwersalny zestaw ustawień. Zamiast tego dajemy Ci listę naszych zaleceń:
- Ustaw wysokość warstwy na 0,07 lub 0,1 mm
- Postaraj się ograniczyć do minimum ilość podpór – możesz ustawić próg zwisu w sekcji Ustawienia druku – Materiał podporowy – (ustawienie pojawia się w trybie Zaawansowanym). Przy niektórych wydrukach udało się nam zejść do 15°.
- Jeśli wydruki testowe wykazują nadmierną ekstruzję (zbyt dużo materiału na powierzchni), możesz zmienić ustawienie „współczynnik ekstruzji” w sekcji Ustawienia filamentu – Filament (ustawienie pojawia się w trybie Zaawansowanym). Domyślna wartość to 1, więc spróbuj obniżyć ją do 0.9 i sprawdź, czy przynosi to poprawę.
- Unikaj drukowania pojedynczych modeli z cienkimi elementami umieszczonymi wysoko – np. pojedyncza figurka rycerza z mieczem uniesionym nad głową. Pozostawanie dyszy w jednym miejscu przez dłuższy czas może powodować zmiękczanie poprzednio położonych warstw. Rozwiązanie? Umieść dwie figurki obok siebie, aby dysza przeskakiwała między modelami, dając warstwom czas na chłodzenie i utwardzenie.
- Rozważ obniżenie prędkości drukowania, aby zwiększyć precyzję i zminimalizować szansę „przestrzelenia” ścieżki.
- Spróbuj zmniejszyć temperaturę dyszy o 5°C – MINI poradzi sobie z tym bez ryzyka zatkania dyszy.
Po pocięciu modelu przejrzyj dokładnie podgląd – szczególnie kilka pierwszych warstw. Są one zawsze kluczowe, a przy małych modelach nawet bardziej. Powierzchnia styku (np. stopy) jest znacznie mniejsza, więc musisz upewnić się, że pierwsza warstwa dobrze przylega do stołu. Co prowadzi nas do kolejnego punktu: aby z powodzeniem drukować dobrze wyglądające miniaturki, Twoja drukarka musi być w pełni sprawna.
Szczególnie:
- Sprawdź dyszę i upewnij się, że nie jest zużyta
- Wyczyść dokładnie powierzchnię druku zgodnie z instrukcjami w Podręczniku
- Upewnij się, że pierwsza warstwa jest dokładnie skalibrowana
Może wydawać się, że to sporo zachodu, ale jest dokładnie odwrotnie. Sprawi to, że dojdziesz do wprawy, która pozwoli Ci od razu rozpoznawać problematyczne elementy modeli na poziomie cięcia w PrusaSlicer, więc będziesz w stanie wydrukować prawie wszystko z łatwością. A utrzymanie drukarki w dobrym stanie – cóż, po prostu jest konieczne 🙂

Rozszerzanie możliwości
>Wyjaśniliśmy już w opublikowanym dawniej artykule, dlaczego warto nauczyć się wymieniać dyszę w drukarce. MINI jest kompatybilna z dyszami o średnicach 0,25 mm, 0,4 mm, a nawet 0,6 mm, co daje Ci mnóstwo nowych możliwości. Standardowa dysza 0,4 mm jest doskonałym kompromisem pomiędzy jakością, a szybkością druku, 0,25 mm daje Ci większą precyzję w osiach X i Y, a 0,6 mm znacznie skraca czas potrzebny na ukończenie wydruku bez znacznego spadku jakości.
Dysza 0,25 mm może być używana nie tylko do druku miniaturek, ale również wyjątkowych wizytówek i innych modeli wymagających wysokiej precyzji. Jej największą wadą jest jednak znaczne wydłużenie czasu drukowania. Pojedyncza figurka 28/32 mm może wymagać 2-3 godzin, w zależności od rodzaju i ilości podpór. Możesz jednak włączyć drukowanie kilku sztuk na noc. Mimo, że szczegółowość wydruków nie dorównuje tym z SLA, to dzięki kilku opisanym tutaj trickom, możesz osiągnąć na prawdę dobre efekty.
Musisz się zalogować, aby móc dodać komentarz.