






Ruote di aerei radiocomandati, cover flessibili per telefoni o custodie GoPro durevoli – ci sono alcune cose che non si possono (o non si dovrebbero) stampare con filamenti normali come il PLA o il PET-G. Tuttavia, c’è un gruppo di filamenti speciali che sono perfetti per questo impiego – i filamenti flessibili! Possono essere un po’ difficili da usare, così abbiamo deciso di proporvi questo articolo che vi aiuterà ad iniziare a lavorare con questi materiali meravigliosi!

La stampa con filamenti flessibili è un altro modo per ampliare le funzionalità della stampante 3D. A differenza dei materiali più comuni (come il PLA o il PET-G), questi filamenti offrono flessibilità, grande adesione tra gli strati e spesso anche elasticità. Gli oggetti stampati possono essere non solo flessibili ma anche estremamente resistenti all’usura meccanica o ai danni. Tuttavia, ci sono anche alcuni aspetti negativi. La stampa di questi filamenti richiede una maggiore preparazione di pre-stampa, oltre a qualche aggiustamento e messa a punto – in parole povere: avere un po’ di esperienza con la stampa 3D è un enorme vantaggio.

La nostra stampante Original Prusa i3 MK3 è progettata per stampare vari materiali, compresi i filamenti flessibili. Tuttavia, per aiutarvi a stampare questi materiali, abbiamo riprogettato l’estrusore nella versione Versione MK3S in modo che sia ancora più adatta alla stampa con i materiali flessibili. Dovreste anche scaricare l’ultima versione di PrusaSlicer che aggiorna automaticamente tutte le modifiche di profilo non appena disponibile (potete leggere di più qui). Diamo quindi uno sguardo alle qualità di base e alle impostazioni ottimali per i filamenti flessibili.
Esistono due tipi di materiali utilizzati per la stampa 3D: TPE (Elastomero termoplastico) e TPU (Poliuretano termoplastico). Pur avendo due nomi diversi, il TPU è di fatto un tipo di materiale TPE; la differenza principale tra loro è soprattutto nella durezza shore. Le materie plastiche denominate come TPU sono di solito più dure, la loro durezza si aggira intorno ai 60A-90A sulla scala di durezza shore (vedi sotto).
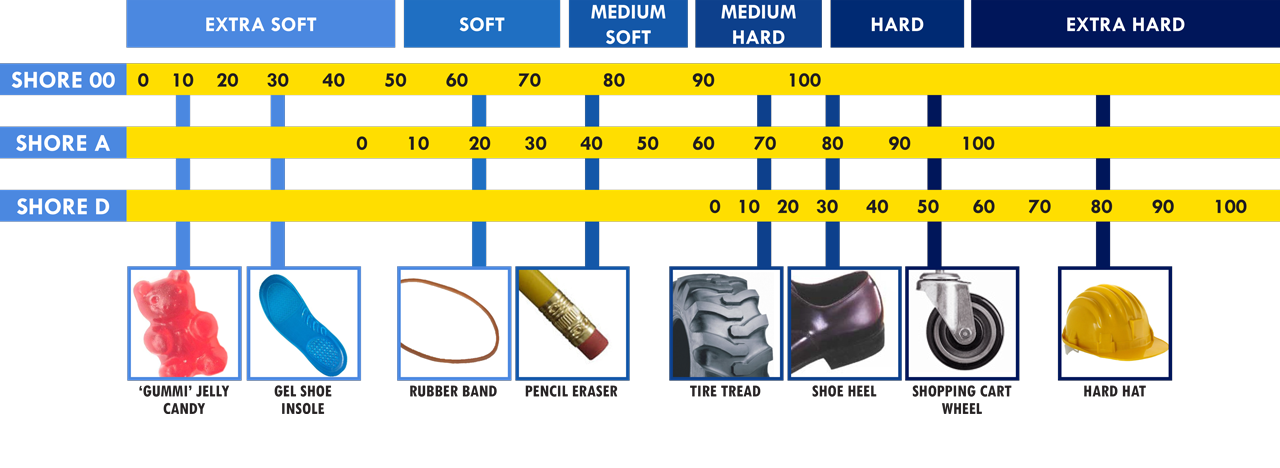
Scala di durezza Shore, fonte: smooth-on.com
Come abbiamo già detto, i principali vantaggi di questi materiali sono flessibilità, solidità ed elasticità. Una grande solidità è dovuta all’eccellente adesione tra gli strati. Gli oggetti stampati possono resistere a molte sollecitazioni meccaniche senza rompersi, il che significa che i filamenti flessibili possono essere utilizzati, ad esempio, per la stampa di distanziatori o altre parti altamente sollecitate.
Tra i principali svantaggi vi sono aspetti come la stampa molto lenta, bridge mediocri e stringing. Inoltre, bisogna tenere presente che non tutti i modelli sono adatti alla stampa con filamenti flessibili ed è necessario scegliere con cura cosa stampare. In generale, la stampa con filamenti più morbidi è più difficile. Ad esempio, i filamenti morbidi in TPE tendono a staccarsi dal piano riscaldato sui lati. Abbiamo una grande esperienza con i filamenti di TPU con durezza shore 92A e 98A (disponibili nel nostro e-shop).
Suggerimenti per stampe flessibili utili
Quindi cosa si può fare esattamente con i materiali flessibili? Abbiamo provato a stampare diversi modelli semplici che possono essere utilizzati nella quotidianità o solo per divertimento. Abbiamo anche chiesto ai nostri fan su Twitter per avere un po’ di ispirazione e abbiamo ottenuto decine di belle foto – quindi date un’occhiata a quel link per vederne altre!
All’inizio, abbiamo pensato che sarebbe stata un’ottima idea stampare gli pneumatici per i modelli RC. Hanno un ottimo aspetto quando vengono stampati con 92A flexfill, tuttavia, non hanno una buona aderenza a causa della durezza del filamento. Pertanto sono più adatti per i carrelli di atterraggio degli aerei RC piuttosto che per le auto. È possibile modificare la morbidezza del pneumatico modificando i parametri di riempimento e il numero di perimetri. Quando lo si imposta troppo alto, i pneumatici saranno troppo duri e si potrebbe perdere la caratteristica chiave dei filamenti flessibili.

A sinistra: Flexfill 98A con 2 perimetri e 8% di riempimento. A destra: Flexfill 92A con 1 perimetro e 8% di riempimento.
Successivamente, abbiamo cercato di stampare il nostro timbro. Il risultato può essere abbastanza buono se si utilizza un filamento morbido. Il timbro deve avere una superficie molto liscia per funzionare correttamente. Pertanto è importante carteggiarlo dopo la stampa, o stampare con la superficie di contatto rivolta verso il basso su un piano liscio.

Molti apprezzeranno la possibilità di stampare una cover per il proprio cellulare o per la GoPro. Abbiamo cercato di usare un filamento più duro e più morbido e abbiamo scoperto che entrambe le varianti funzionano abbastanza bene. Alcune delle custodie protettive non possono essere stampate bene senza l’utilizzo di materiale di supporto. Dovrete regolare le impostazioni della stampante o accettare il fatto che le aree di bridging non saranno così belle come con il PLA o altri materiali standard.

Preparazione alla stampa e impostazioni
1) Allentate il più possibile l’idler prima di iniziare a caricare il filamento/stampare. C’è un alto rischio che il filamento si aggrovigli intorno all’ingranaggio bondtech se c’è troppa pressione sulla stringa.
2) Stendete un sottile strato di colla sulla superficie di stampa (la colla in stick per carta dovrebbe andare bene). Questo passo è necessario quando si utilizza la piastra con PEI liscio o Satinata. Non è necessario usare la colla sulle piastre testurizzate. Senza colla, l’oggetto stampato sarà difficile da rimuovere dalla superficie a causa della forte adesione del TPU e si potrebbe effettivamente danneggiare il foglio. In alternativa (per il filamento in TPE), è possibile stampare su un normale nastro adesivo come si vede in questo video. In PrusaSlicer, abbiamo impostato la temperatura del piano riscaldato a 50°C. Questa è la temperatura ottimale per il Flexfill 92A e 98A, tuttavia, potrebbe differire per altri tipi di filamento, ad esempio, il TPE non si attacca al piano termico con questa temperatura.
3) Bisogna stampare molto lentamente, la velocità tipica di sicurezza è di 20mm/s. Generalmente, una velocità massima consigliata per i filamenti flessibili è di 30-40mm/s, perché altrimenti si rischia di otturare l’ugello impostando una velocità troppo elevata. In PrusaSlicer si consiglia di utilizzare il profilo “Flexfill 98A o Filatech FilaFlex40”. Ha una velocità ottimale impostata attraverso la massima velocità volumetrica (è impostata a 1,5mm3/s, che è di circa 17mm/s quando si usa uno strato di 0,2mm).
4) Mantenere il filamento asciutto. I filamenti flessibili assorbono molta umidità e sono più difficili da stampare se conservati in modo improprio.
Come ottenere stampe migliori
1) Suggeriamo di impostare un riempimento meno denso se si vuole che l’oggetto sia più flessibile. Tuttavia, si dovrebbero aggiungere più strati superiori solidi (Impostazioni di stampa – Strati e perimetri – Gusci orizzontali). Come detto sopra, i ponti sono di solito assai scadenti e il modello potrebbe avere dei buchi.
2) Impostare le retrazioni più basse possibile. Se si fa fatica a trovare un valore ottimale, provare a spegnerle completamente, poi aumentarla poco a poco. Se si setta il valore di retrazione troppo alto, si rischia di intasare l’ugello o di far impigliare il filamento nell’estrusore. I nostri profili su PrusaSlicer includono valori testati e ottimizzati, quindi, nella maggior parte dei casi, dovreste mantenerli così. È anche importante notare che la combinazione di filamento flessibile e di ridotte retrazioni provoca un’elevata quantità di stringing, il che è inevitabile. Se l’oggetto stampato è “peloso” o ha delle stringhe residue, potete rimuoverle riscaldando quelle parti con molta attenzione con una fiamma o una pistola termica – fate molta attenzione in modo da non danneggiare il modello e non farvi male!
3) Aumentare la temperatura consigliata di hotend di 5°C più alta. L’ugello potrebbe opporre troppa resistenza e l’oggetto stampato potrebbe essere sotto-estruso o completamente rovinato. Tenere la ventola di stampa spenta.
4) Se è necessario stampare i supporti, impostare la distanza tra gli strati nell’asse Z ad almeno 0,3mm (in PrusaSlicer alla voce impostazioni di stampa – Materiale di Supporto – Distanza contatto Z). In caso contrario, sarà molto difficile rimuovere tutto il materiale di supporto a causa dell’elevata adesione tra gli strati.
Per riassumere le possibilità del filamento flessibile: gli oggetti stampati dal flessibile si adattano meglio all’uso pratico piuttosto che alla stampa di modelli più belli. Tuttavia, i materiali flessibili possono offrire possibilità completamente nuove alla vostra stampante 3D. Ci auguriamo che i nostri consigli e i nostri trucchi vi aiutino a superare eventuali problemi e che possiate stampare qualcosa di fantastico. Se lo farete, non dimenticate di condividere le vostre stampe con noi – sia nella sezione commenti che attraverso i canali dei social media. Potete anche trovare ispirazione su Twitter grazie al lavoro dei nostri follower.
Per lunga esperienza con TPU, per evitare “peli” è più spesso utile abbassare di poco la temperatura ed aumentare, altrettanto di poco, la velocità. Per evitare “attorcigliamenti” sull’ingranaggio bondtech, se possibile, far arrivare il tubi guida-filo in entrata ed uscita il più vicino possibile alle ruote e sagomarli a “V” in modo che non vi sia praticamente spazio dove il filamento possa insinuarsi così che sia permessa una buona retrazione. Personalmente sconsiglio hot end Volcano per il TPU.