






Después de varias versiones alfa, versiones beta y candidatos de lanzamiento, ¡la versión final de nuestro último PrusaSlicer 2.2.0 con vaciado para SLA y soporte para impresoras de terceros está disponible! ¡Gracias a todos los que compartieron sus comentarios con nosotros! Las versiones de PrusaSlicer suelen ir acompañadas de cambios importantes y la última versión 2.2.0 no es una excepción. ¡Vamos a ver!
¿Qué hay de nuevo en PrusaSlicer 2.2.0
Antes de pasar a un análisis detallado de las nuevas funciones, aquí hay una descripción general rápida:
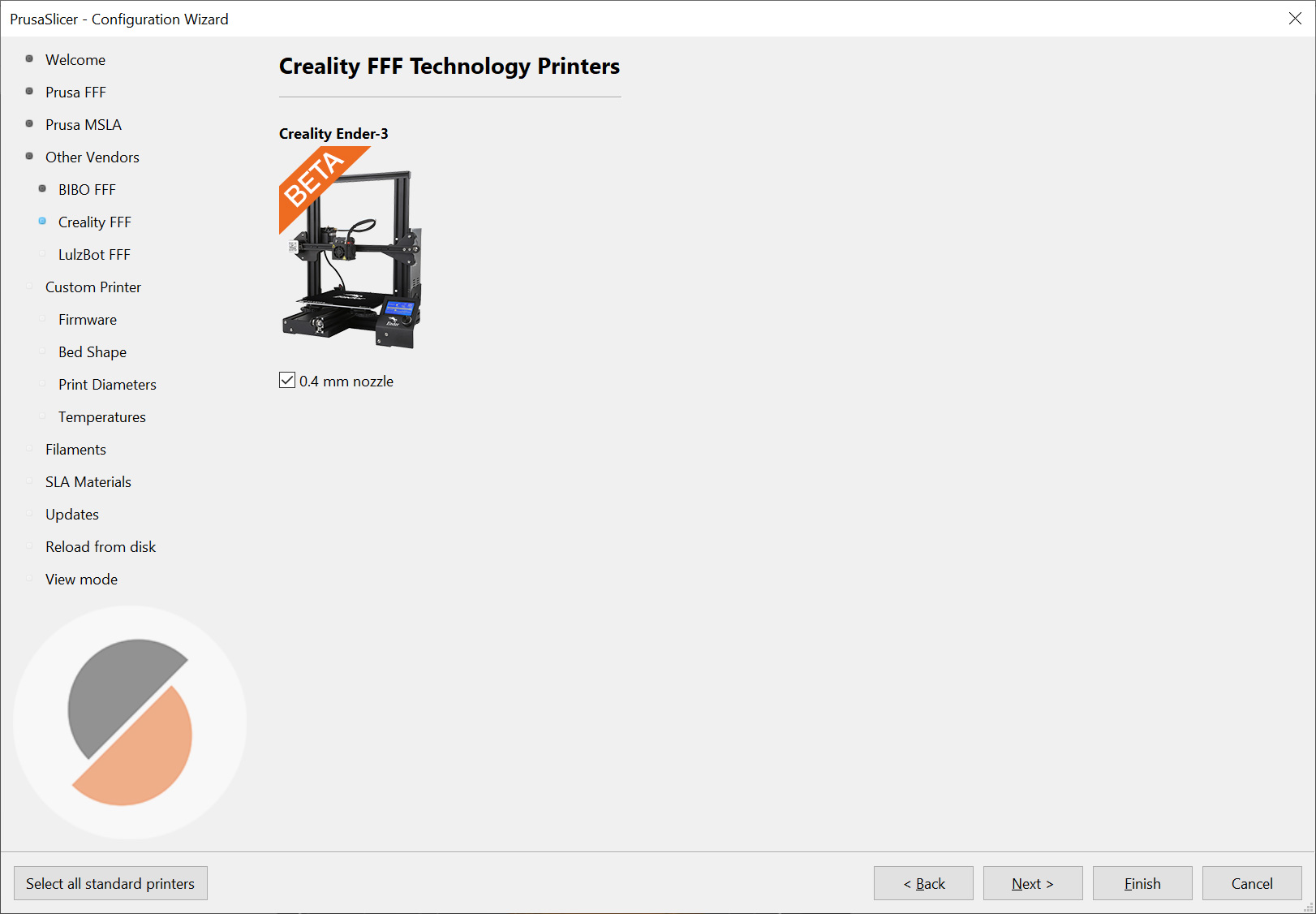
- Perfiles agrupados para impresoras de terceros (perfiles beta de Creality Ender 3, BIBO2 Touch, Lulzbot Mini Aero, y Taz6 Aero están incluídos)
- Vaciado para modelos SLA
- Altura de capa variable automática
- Compensación adaptativa del pie de elefante
- Expulsión segura de tarjetas SD / unidades USB
- Insertar pausa / código G personalizado a cierta altura
- Recargar desde el disco en archivos 3MF
- Torre de limpieza más pequeña sin capas dispersas
- Impresión secuencial
- Compatibilidad con 3Dconnexion SpaceMouse
- Compatibilidad con Modo Oscuro OS X
- Planificación de ruta mejorada, miniaturas en archivos 3MF, ColorPrint mejorado…
- …y más!
Descarga el instalador en Drivers & Apps (con PrusaSlicer 2.2.0, drivers y objetos de muestra)
Todas las cosas principales están perfectamente resumidas en este video:
Y dado que la cantidad de funciones y herramientas en PrusaSlicer sigue creciendo constantemente, también nos mantenemos continuamenteexpandiendo la documentación de PrusaSlicer.
Perfiles agrupados
Nuestro objetivo es convertir nuestro PrusaSlicer en un verdadero software de laminación universal para todo tipo de impresoras de terceros. Casi todo ya está en su lugar, por lo que estamos trabajando con la comunidad para implementar perfiles para las marcas de impresoras 3D de terceros más populares. Significa agregar perfiles no solo para las máquinas sino también para materiales específicos (la configuración del filamento puede variar según el modelo de la impresora, por ejemplo, diferentes temperaturas de la extrusora). Publicaremos un artículo por separado sobre cómo contribuir, pero si desea comenzar a trabajar en los perfiles de inmediato, consulte la página wiki de PrusaSlicer.
Esto también significa que tuvimos que cambiar la lógica de cómo funcionan los perfiles de material. PrusaSlicer almacena materiales de impresión, impresora, impresora SLA y SLA en listas separadas – los nombres de los perfiles deben ser únicos dentro de sus respectivos grupos. Por ejemplo, el perfil Prusament PLA funciona con el perfil de impresora MK3S 3D, pero no con el perfil MK3S MMU2S, porque los parámetros de retracción son diferentes. Para simplificar las cosas, PrusaSlicer muestra solo el «nombre lógico» más corto, también conocido como «alias» en la lista de materiales, mientras que el nombre completo del perfil se muestra en la página de parámetros correspondiente. Dirígete a GitHub para aprender más sobre cómo funciona este sistema.
Vaciado para SLA
Esta es una adición muy importante y nos llevó un tiempo implementarla porque queríamos hacerlo bien. Como probablemente sepa, las impresiones SLA son completamente sólidas, no hay patrón de relleno. Si bien esto hace que los objetos sean bastante duraderos y pesados, también significa un mayor consumo de resina. Y dado que las resinas suelen ser bastante caras, los costos para imprimir un objeto sólido pueden ser bastante altos, especialmente al imprimir modelos grandes. Al vaciar un objeto, puede reducir los costes de impresión masiva. Y hay más beneficios – los modelos más livianos requieren menos pilares de soporte, sin dejar de mantener una buena distribución de peso. Y un área de superficie más pequeña de cada capa disminuye la fuerza necesaria para separar la impresión de la pantalla. Hasta ahora, recomendamos utilizar Meshmixer para hacer que los objetos sean huecos. Sin embargo, a partir de PrusaSlicer 2.2.0, todo está bajo un mismo techo.
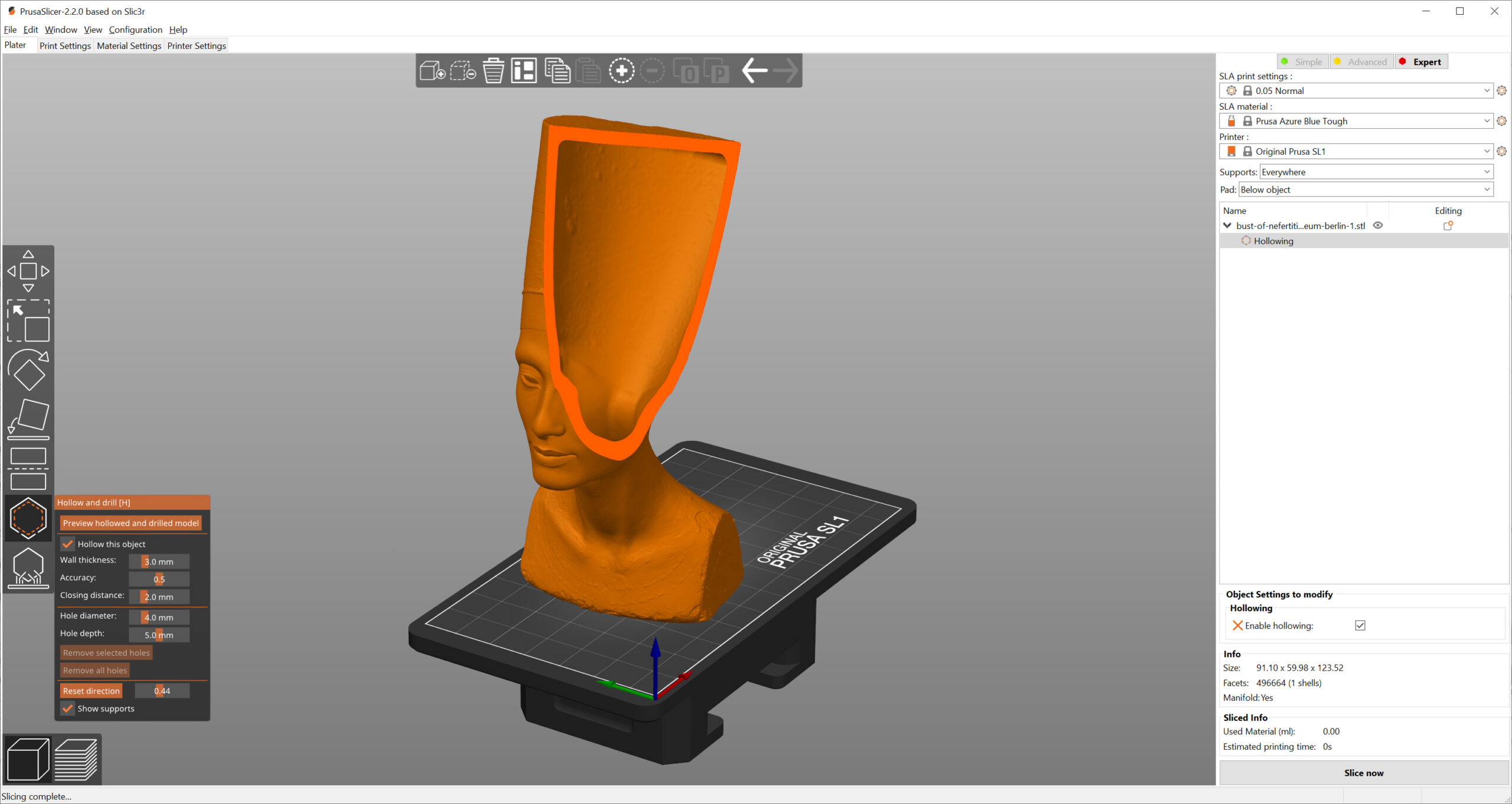
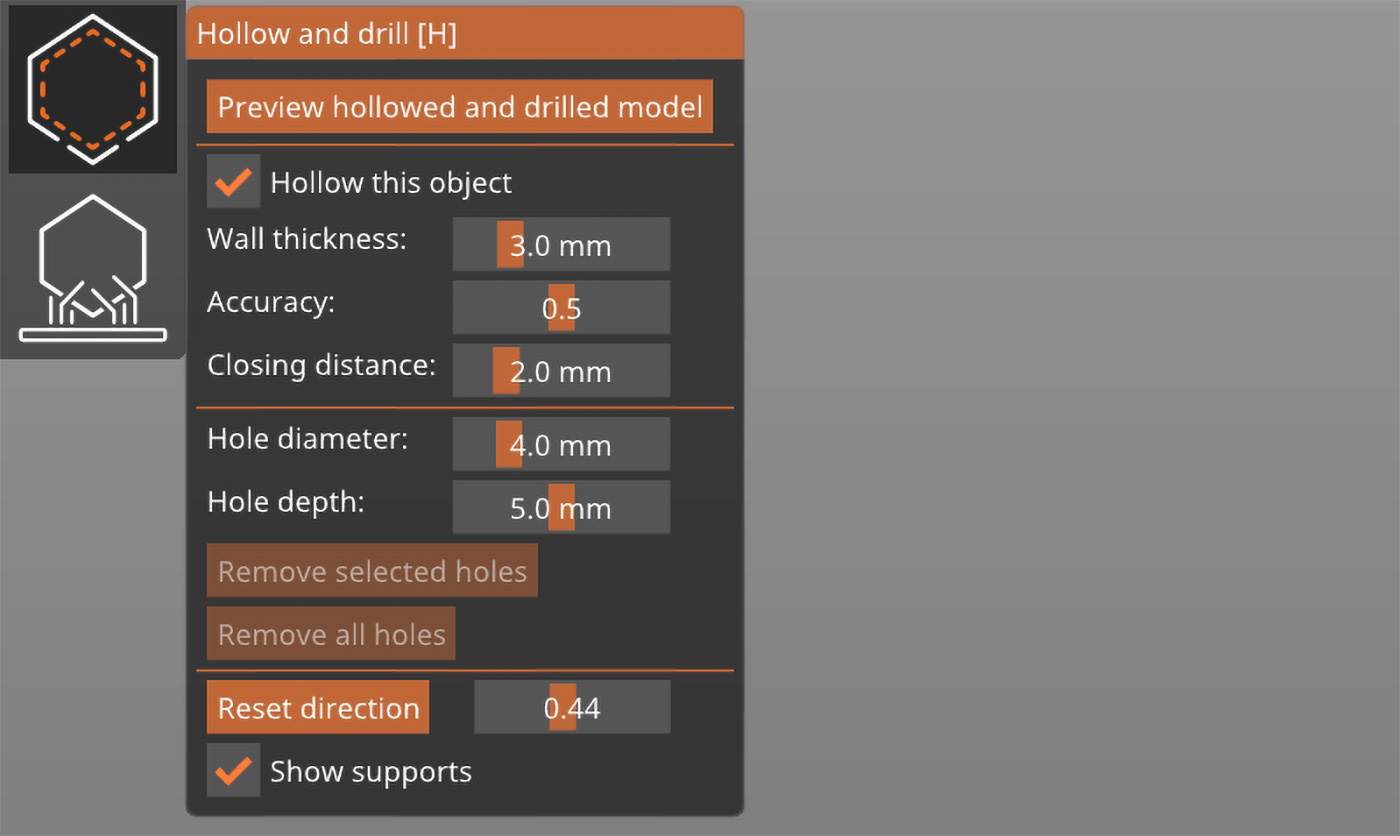
Te estamos dando una herramienta bastante poderosa que le ahorrará mucha resina preciosa. Echemos un vistazo a cómo funciona: una vez que importe un modelo y haga clic en el menú Vaciado y perforación, se le presentarán un par de opciones. El espesor hueco es el grosor general del estante (recomendamos no bajar de 2 mm). La precisión de vaciado define cómo preciso/rápido será el cálculo. La baja precisión de vaciado puede ocasionar problemas con paredes delgadas, por lo que en caso de que desee imprimir algo pequeño con una cubierta delgada, aumente la precisión. La distancia de cierre del vaciado es un poco más complejo, pero aquí está la esencia: la distancia de cierre establece un umbral, que afecta cuántas cavidades (y qué tan complejas) permanecerán dentro de los objetos huecos. También llena las esquinas cóncavas afiladas de las paredes internas, de las cuales sería difícil eliminar la resina altamente viscosa y no curada.
Por supuesto, el vaciado estaría completo sin agujeros de drenaje – debería haber al menos dos de ellos, idealmente en lados opuestos de los objetos (agregar más de dos agujeros es mejor, aunque). Sin embargo, a veces no desea comprometer la calidad de la superficie, por lo que puede colocar estos agujeros para que no interfieran con el aspecto del objeto. Esto es extremadamente importante: sin agujeros en el objeto, la resina líquida permanecerá sin curar dentro del objeto – en caso de que el objeto se rompa, es muy probable que la resina se escape. Así que definitivamente recomendamos agregar un par de agujeros para facilitar la limpieza del interior del objeto. Haga clic en la superficie para agregar un agujero, luego haga clic y arrastre para moverlo. Finalmente, haga clic en Vista previa del modelo hueco y perforado para inspeccionar la vista previa. También puede trabajar con el modelo hueco en el menú Soportes, por lo que puede colocar soportes dentro de él.

Altura de capa variable automática
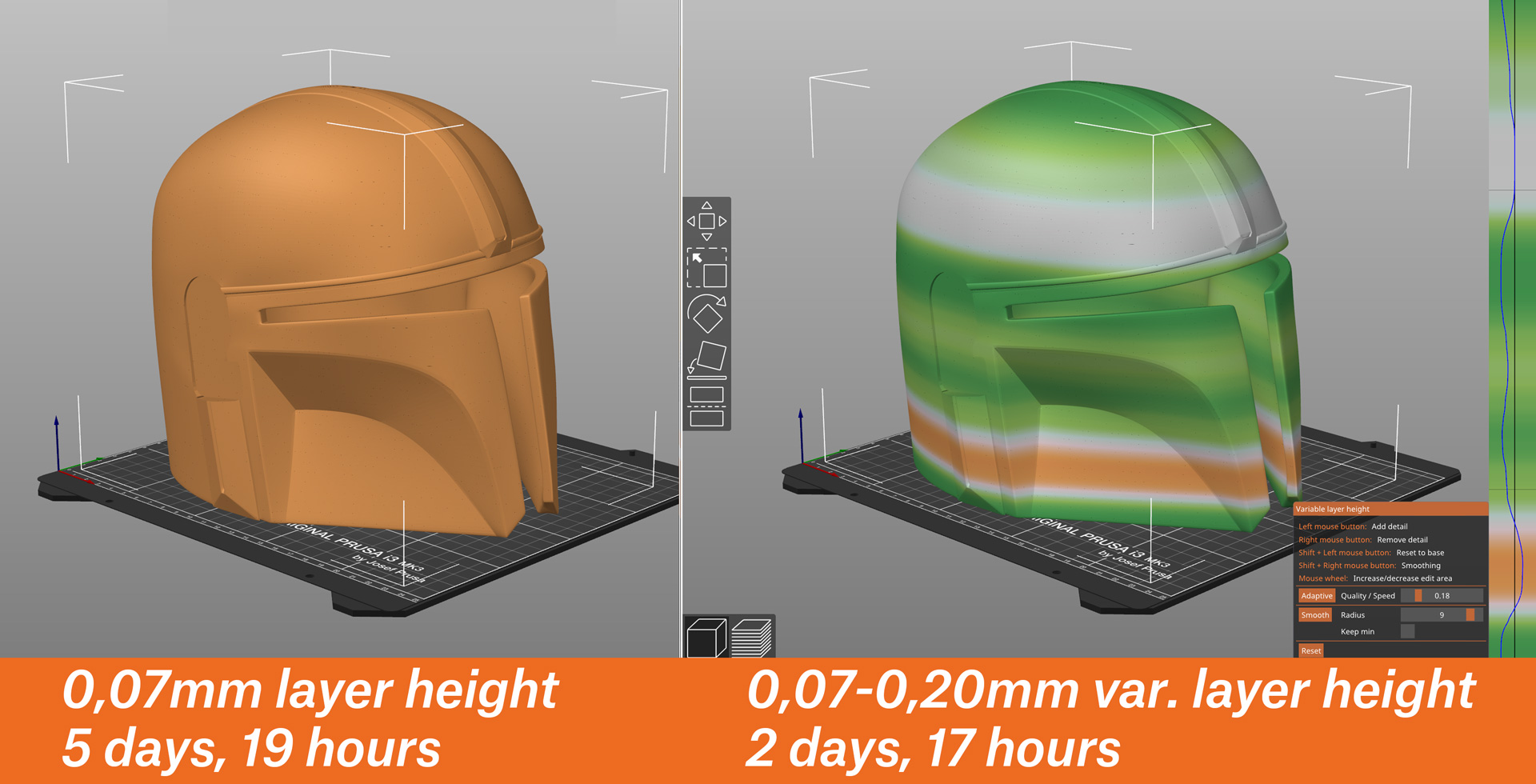
Imagine una situación en la que tiene un objeto con paredes perfectamente verticales y un hemisferio en la parte superior, digamos un casco para cosplays. Si desea que la parte curvada se imprima bien, debe disminuir la altura de la capa: cuanto más pequeña sea, mejor será el resultado. Sin embargo, perderá mucho tiempo en paredes verticales, lo que se vería bien incluso con una altura de capa más alta. ¡Altura de capa variable automática al rescate!
Se puede acceder a la herramienta «Adaptativa» a través del menú de edición de capa variable. Analiza la geometría importada para sugerir qué partes se pueden imprimir con una altura de capa inferior/superior. Sin embargo, sigue siendo un proceso interactivo. Puede suavizar el resultado automático, editarlo manualmente o volver a calcularlo con parámetros ligeramente diferentes. Lleva solo un par de segundos y puede ahorrarle incluso horas durante el trabajo de impresión real. Sin embargo, tenga en cuenta que la altura mínima de la capa para este procedimiento se establece automáticamente en 0,07 mm de forma predeterminada (puede cambiar este valor en la configuración). Esto significa que verá la mayor diferencia, p.ej. entre 0,07 mm de altura de capa sin altura de capa variable y 0,15 mm de altura de capa con altura de capa variable establecida en Adaptable.
Si está interesado en aprender más sobre cómo funciona esta función, ¡dirígete a nuestra extensa documentación!
Compensación adaptativa del pie de elefante
Si alguna vez trató de imprimir dos partes que deberían encajar entre sí, podría haber encontrado un problema cuando las partes se diseñaron con tolerancias estrictas que no encajaban. Ese es un efecto secundario del uso de plástico derretido. A medida que la impresora 3D empuja el plástico desde la boquilla hacia la lámina de acero, el material se expande hacia los lados, causando un efecto que se llama «pie de elefante». PrusaSlicer tenía una característica llamada compensación del pie de elefante durante algún tiempo, pero no era 100% perfecta – simplemente reducía los contornos de la primera capa de manera uniforme, lo que podría afectar paredes delgadas u otras partes pequeñas del objeto.
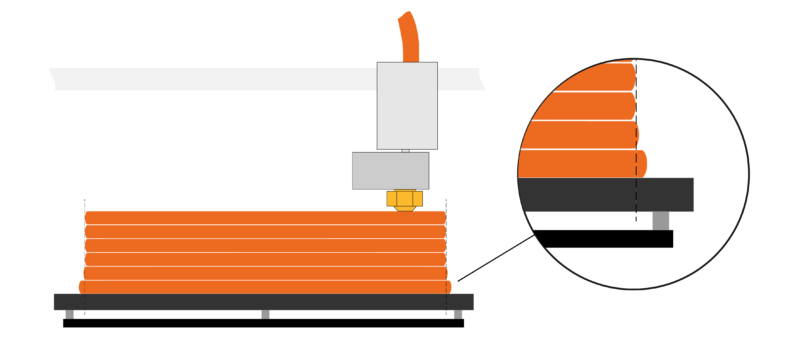
La nueva versión de PrusaSlicer trae una compensación actualizada (adaptativa) del pie de elefante, que detecta automáticamente las líneas finas en la primera capa y se asegura de no reducirlas demasiado. A partir de esta versión, los perfiles oficiales de Prusa tienen esta función activada de forma predeterminada, por lo que no tiene que configurarla. Funciona tanto para máquinas FFF/FDM como SLA.
Mejoras útiles, ajustes y correcciones.
Hay, por supuesto, muchas otras mejoras y nuevas características en la última PrusaSlicer 2.2.0, pero describirlas a todas tomaría una tonelada de espacio. No hay mejor manera de verlos todos que descargar la última compilación y comprobarla usted mismo. Siempre publicamos un registro de lanzamiento extenso en Github, así que veamos más funciones un poco más rápido.
ColorPrint ahora funciona con el MMU2 y también tiene algunas adiciones adicionales, es decir, una opción para agregar códigos G personalizados y pausas en ubicaciones seleccionadas. Esto es genial, p.ej. para agregar imanes a tus impresiones 3D. Encuentre más sobre esta función e nuestra Base del Conocimiento..
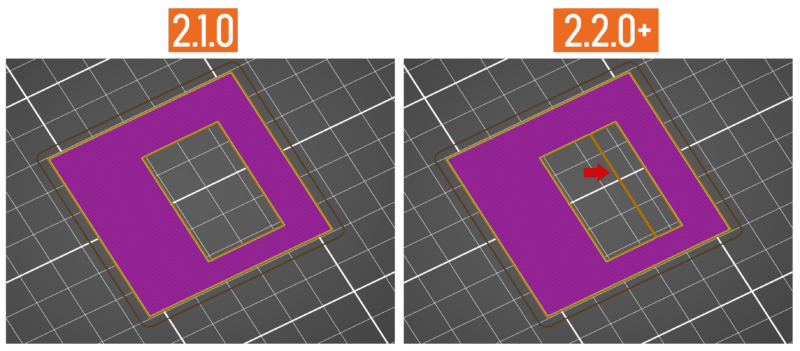
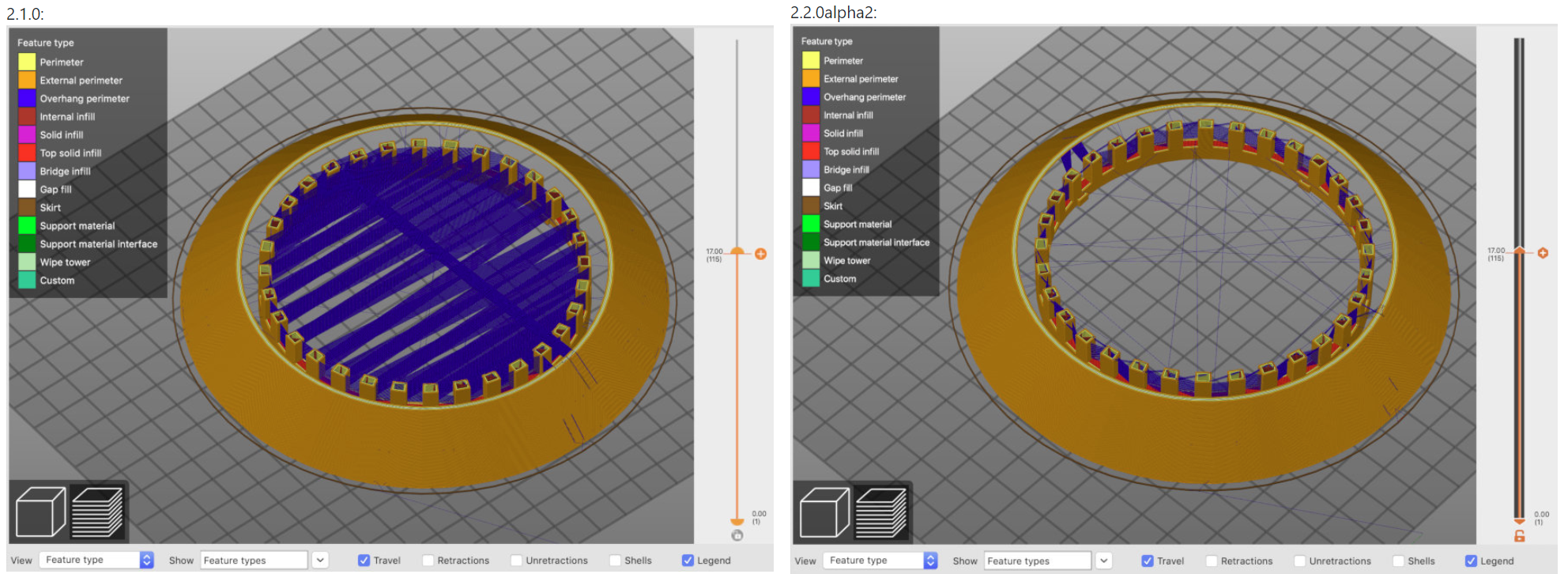
Otro cambio que la mayoría de los usuarios definitivamente aceptarán es la mejor planificación de ruta – tus impresiones serán más rápidas gracias a rutinas optimizadas para la planificación de ruta. Mira la captura de pantalla a continuación, es una muy buena diferencia. Y hablando de planificación de ruta, si utiliza la función de impresión secuencial, ahora puede establecer fácilmente el orden en que se imprimirán los objetos.
Y también hay:
- Soporte completo para el ratón 3D Connexion
- Desmontaje seguro de la unidad USB
- Opción para agregar formas básicas en la cama de impresión virtual
- Traducciones actualizadas
- Actualizaciones, ajustes y correcciones específicas del sistema operativo
- modo oscuuro macOS
- Impresión secuencial
- …¡y muchos otros ajustes, correcciones y mejoras!
¡Esperamos que disfrute trabajando con el nuevo PrusaSlicer! Si tiene alguna sugerencia o error que informar, házlo saber en Github.com!
¡Felices impresiones!
Lo siento, debes estar conectado para publicar un comentario.