






Vielleicht haben Sie schon einmal von den pulverbeschichteten Blechen gehört – kein Wunder! Sie sind unglaublich beliebt, wir haben über 18.000 davon an unsere Kunden verschickt, und die Nachfrage ist immer noch riesig. Heute werden wir uns genau ansehen, was diese Bleche einzigartig macht und was die Unterschiede zu den glatten Standardblechen sind. Außerdem werden wir Informationen darüber weitergeben, wie wir sie testen, und vor allem: Wir werden ausführliche Anweisungen zur richtigen Pflege Ihrer pulverbeschichteten Bleche geben, damit sie lange in einem guten Zustand bleiben.
Lagerverfügbarkeit
Von nun an haben wir ein stabiles Angebot an pulverbeschichteten Blechen und unser Lager ist voll bestückt. Sie können auch Ihren Original Prusa i3 MK3S Bausatz oder den montierten Drucker mit dem pulverbeschichteten Blech bestellen.
Eigenschaften pulverbeschichteter Bleche
Unsere pulverbeschichteten Bleche ermöglichen es Ihnen, mit allen gängigen Filamenttypen (PLA, PETG, ABS, FLEX, CPE usw.) zu drucken, ohne Klebstoff-/Trennschichten aufzutragen. Die Oberfläche der Folie ist mit einem speziellen Polymer (Ultem) bedeckt, das eine gute Haftung aller oben genannten Materialien auf der Druckoberfläche ermöglicht. Das größte Merkmal ist natürlich die texturierte Oberfläche – der extrudierte Kunststoff füllt die winzigen Lücken in der Textur aus und das Ergebnis ist eine leicht raue erste Schicht. Dies hilft, die „Spuren“ des Filaments zu verbergen, wodurch eine schöne einheitliche Oberfläche entsteht. Sie können die gedruckten Teile Ihres Original Prusa i3 3D-Druckers als Referenz inspizieren. Eine weitere gute Sache ist die Tatsache, dass Drucke leicht zu entfernen sind, nachdem das Blech abgekühlt ist – bedenken Sie das und versuchen Sie nicht, das Objekt gewaltsam zu entfernen, wenn das Blech noch heiß ist. Einige Modelle trennen sich automatisch vom Blech, andere können durch einfaches Biegen des Blechs ohne Verwendung eines Spachtels oder ähnlicher Werkzeuge entfernt werden. Außerdem ist es dank der Widerstandsfähigkeit sehr schwierig, Kratzer auf der Oberfläche zu erzeugen.
Garantierte Qualität
Wir stellen sicher, dass die hergestellten Bleche unseren Standards entsprechen. Alle Druckblechlieferungen durchlaufen mehrere Kontrollen:
Jede Lieferung unseres Lieferanten besteht aus mehreren Chargen (eine Charge entspricht einer Ofenleistung von 200 Einheiten). Von jeder Charge entnehmen wir ein Blech für die Erstprüfung (siehe Tabelle). Wir vergleichen unsere Ergebnisse mit dem Lieferanten, der die gleiche Prüfung vor dem Versand durchführt. Als nächstes nehmen wir 2 Bleche für die Prüfung. Wir führen 15 Drucke mit PETG, PLA, ABS, CPE und FLEX aus, um sie in einem realen Szenario zu testen.
Der gesamte Prozess umfasst die Entgegennahme der Bleche ohne die gedruckten Markierungen (mit Phosphat und Ultem). Wir kontrollieren sie alle visuell, dann schicken wir sie zum Siebdruck und danach kontrollieren wir nochmals 100% aller Teile visuell. Deshalb wird die visuelle Kontrolle zweimal durchgeführt. Nur um es klar zu machen – wir konzentrieren uns besonders auf den Druckbereich des Bleches. Wenn wir einen kleinen Fehler außerhalb des Druckbereichs feststellen, ist der Bogen in Ordnung und es gibt keinen Grund, ihn wegzuwerfen.

Vorbereitung der Druckfläche
Bringen Sie auf pulverbeschichteten Blechen keine Klebe- oder Trennschichten auf. Als Entfetter benötigen Sie für einen erfolgreichen Druck nur ein wenig Isopropylalkohol (IPA) 90%+ als Entfetter (keine Aceton! verwenden – siehe Erklärung unten). Tragen Sie IPA auf ein Papiertuch auf und reinigen Sie damit die kalte Oberfläche. Wenn Ihre Druckoberfläche heiß ist, verdunstet IPA schnell und Sie können die Oberfläche nicht perfekt reinigen.
Kalibrierung der ersten Schicht
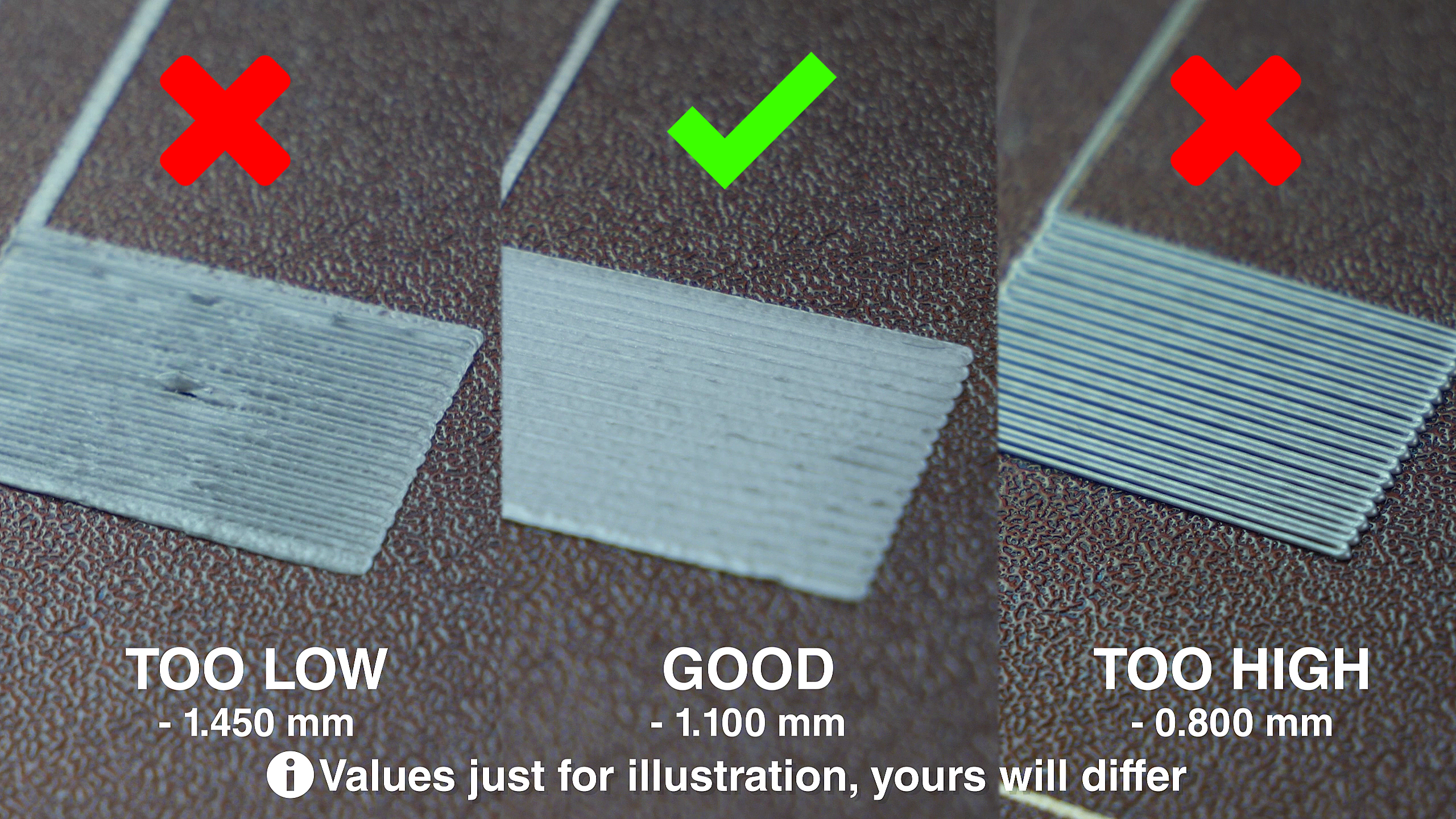
Vergessen Sie nicht, dass pulverbeschichtete Bleche eine andere Dicke haben als glatte PEI-Bleche, daher ist es erforderlich, die Kalibrierung der ersten Schicht durchzuführen. Bitte beachten Sie, dass die unsachgemäße Einstellung der Höhe der ersten Schicht zu einer Beschädigung der Blechoberfläche führen kann. Diese Art der Beschädigung ist nicht durch Ihre Garantie abgedeckt!
Es ist zwar richtig, dass die Düse (im Vergleich zur glatten PEI-Folie) stärker abgesenkt werden muss, aber es ist wichtig, es nicht zu übertreiben. Das extrudierte Filament sollte alle Lücken der Druckoberfläche vollständig ausfüllen und gleichzeitig während des Drucks der ersten Schicht glatt und flach auf der Oberseite bleiben. Wenn Sie die Düse zu hoch einstellen, wird Ihr Gegenstand nicht an der Oberfläche haften. Wenn Sie die Düse zu niedrig einstellen, klebt das extrudierte Filament entweder an der Düse und löst sich von der Oberfläche ab, oder (im schlimmsten Fall) Sie könnten Ihre Platte beschädigen.
Meine Drucke kleben immer noch nicht an der Oberfläche – was soll ich tun?
Wenn Ihre Druckoberfläche perfekt sauber ist, mit Isopropylalkohol entfettet und die Höhe der ersten Schicht richtig eingestellt ist, sollten Ihre Drucke (mit wenigen Ausnahmen) sehr gut auf der Druckplatte haften. Kleine Teile (insbesondere aus PLA gedruckte) können sich aufgrund einer kleinen Kontaktfläche ablösen. In diesen Fällen ist es besser, ein glattes Blech zu verwenden, das eine perfekte Haftung gewährleistet. Wenn Sie trotzdem kleine Teile auf einen pulverbeschichteten Blech drucken wollen, empfiehlt es sich, einen Rand zu verwenden. Die Randfunktion finden Sie im PrusaSlicer in der rechten Leiste, neben der Fülldichte oder unter dem Reiter Druckeinstellungen – Schürze und Rand – Rand. Stellen Sie den Rand für eine bessere Haftung auf mindestens 3 mm ein.
Verwenden Sie unter keinen Umständen andere Lösungsmittel als IPA!
Aceton, insbesondere darf nicht auf dem pulverbeschichteten Blech verwendet werden! Die Verwendung von Aceton lässt die Oberfläche (Ultem) reißen, und schließlich blättert sie ab. Außerdem ist die pulverbeschichtete Platte nicht wasserdicht. Wenn sie hoher Feuchtigkeit ausgesetzt wird, korrodiert sie und verliert ihre Eigenschaften. Reinigen Sie die Platte daher nicht mit Wasser. Das ist nur möglich, wenn Sie wirklich alles genannte ausprobiert haben und Ihre Gegenstände immer noch nicht an der Oberfläche haften. Es könnte bedeuten, dass Sie Verbindungen auf Zuckerbasis auf Ihrem Blatt haben, die mit IPA nicht aufgelöst werden können.
OK:
Entfetten Sie das Blech mit Isopropylalkohol (IPA) 90%+
Drucken ohne Kleber oder Trennschichten
Drucken von Standardmaterialien (PETG, PLA, ABS, CPE, FLEX, etc.)
Drucke nach dem Abkühlen entfernen
Biegen Sie das Blech, um gedruckte Objekte zu entfernen
Nicht OK:
Aceton und andere Mittel verwenden
Drucken mit Klebe- oder Trennschichten
Waschen des Blechs mit Wasser
Entfernen gedruckter Objekte vor dem Abkühlen
Benutzen Sie Instrumente (Spatel), um das gedruckte Objekt zu entfernen
Pulverbeschichtete Bleche sind eine sehr gute Wahl für das Drucken aller Standardtypen von Materialien, ohne zusätzliche Klebeschichten zu verwenden. Wenn Sie sie richtig behandeln, halten sie ziemlich lange. Es ist jedoch wichtig, sich bewusst zu machen, dass es sich um ein Verbrauchsmaterial handelt und dass das Blech durch die kontinuierliche Nutzung abgebaut wird und einige seiner Eigenschaften verlieren kann.
Beide Bleche haben ihre eigenen Vorteile – das pulverbeschichtete Blech gibt Ihren Drucksachen eine wirklich schöne Oberfläche, während kleine Teile, die aus PLA gedruckt werden, vielleicht besser auf dem glatten PEI-Blech haften. Vergessen Sie nicht, dass, wenn Sie mit PETG auf der glatten PEI-Folie drucken, Sie diese mit Glasrein und nicht mit IPA reinigen sollten, da der Druck sonst zu stark daran haften könnte. Am besten ist es natürlich, wenn Sie beide Bleche besitzen. Dann können Sie einfach zwischen ihnen wechseln, je nach Ihren aktuellen Bedürfnissen.
Wenn Sie Ihr pulverbeschichtetes Blatt bereits haben, würden wir gerne Ihre Meinung hören und Ihre Drucke sehen!
Ordered the „Double-sided Textured PEI Powder-coated Spring Steel Sheet“ some months ago.
So far, it has been of no use for me, nothing, absolutely nothing will stick to it. Not even PC blend.
I’ll keep on trying for a while, but most likely, I’ll dump it into the bin.
After the powder coated sheet is cleaned (with IPA) the PETG sticks like hell as long it is hot (first layer 85°C, rest 90°C). After the sheet is cooled down (below ~45°C) the parts are loosen automatically and can be taken from the sheet. I clean it after 10 prints or so with IPA. That’s enough. For PETG the powder coated sheet ist the best I know.
For PLA it’s a little different. As written above the PLA needs a little bit of surface to stick. I use a brim (~5mm) for very small parts ( 10cm at the longest edge). In both cases the problem is, that PLA does not stick very well. Small parts become loose during printing, big parts tends to warp…
The second paragraph was destroyed (I used less than and greater than symbols). Again:
For PLA it’s a little different. As written above the PLA needs a little bit of surface to stick. I use a brim (~5mm) for very small parts (less than 3cm at the longest edge) and large parts (greater than 10cm at the longest edge). In both cases the problem is, that PLA does not stick very well. Small parts become loose during printing, big parts tends to warp…