





Dieser Artikel wurde am 05.01.2024 aktualisiert: Wir haben ein Video hinzugefügt, das die reale Anwendung und den Kampf mit dem wasserdichten 3D-Druck zeigt. Außerdem haben wir ein paar Bilder von unseren letzten Makes hinzugefügt.
Im ersten Teil der Serie zur Wasserdichtigkeit haben wir Ihnen gezeigt, wie Sie wasserdichte Vasen, Schalen, Blumentöpfe, Tassen usw. drucken können. Heute gehen wir noch einen Schritt weiter und versuchen, wirklich wasserdichte (luftdichte) Modelle herzustellen – und wir gehen heute, ähem, richtig tief. Also haltet euch fest! Wir haben eine lange Reise voller Prototypen und Tests vor uns. Denn um ein wirklich wasserdichtes Modell zu drucken, muss man viel mehr tun, als nur einen Knopf an der Maschine zu drücken. Aber wenn Sie bereit sind, sich mit uns auf dieses Abenteuer einzulassen, werden Sie eine Menge nützlicher Informationen erfahren. Also lasst uns gleich loslegen!
Zunächst müssen wir alle Eigenschaften definieren, die unser wasserdichtes Modell haben soll. Brauchen wir zum Beispiel nur ein einfaches hohles Modell ( Box), das dauerhaft geschlossen bleibt? Obwohl dies für bestimmte Anwendungen nützlich sein kann, möchten Sie wahrscheinlich etwas haben, das wiederholt geöffnet und geschlossen werden kann. Aber es gibt noch mehr: Benötigen Sie einen Behälter, der einem höheren Wasserdruck standhalten kann? Oder reicht ein einfacher Spritzschutz aus? Wie wäre es mit einigen transparenten Teilen?
Das klingt schon nach einer Menge Fragen. Und das ist noch nicht alles – es gibt noch mehr davon. Denn jede Frage bringt eine Reihe von zusätzlichen Herausforderungen mit sich, die es zu lösen gilt: Welche Slicer-Einstellungen sollten verwendet werden? Ist eine Nachbearbeitung notwendig? Und wenn ja, welche Methoden sollten Sie wählen? Welche Mechanismen sollten Sie wählen, um einen Behälter herzustellen, der geschlossen und geöffnet werden kann? Und wie geht man mit Gummidichtungen um? Aber keine Sorge! Es mag zwar etwas entmutigend aussehen, aber wir haben all diese Situationen selbst durchgespielt und unsere Ergebnisse in diesem Artikel zusammengefasst, um Ihnen wertvolle Zeit zu sparen!
Die Theorie
Wenn Sie sich nicht so sehr für die Theorie und die Konstruktionsprinzipien von wasserdichten Modellen interessieren, können Sie diesen Teil überspringen und sich mit dem Abschnitt „Wenn die Realität eintritt“ vergnügen. Wenn Sie aber vorhaben, an Ihrem eigenen erstaunlichen Projekt mit 3D-gedruckten Teilen unter Wasser zu arbeiten, empfehlen wir Ihnen, den gesamten Artikel zu lesen.
Unsere Forschung
Wenn Sie ein umfangreicheres Projekt beginnen (und das ist es definitiv), sollten Sie mit einer ordentlichen Recherche beginnen. Die gute Nachricht ist, dass wir viel Zeit damit verbracht haben, nach Leuten zu suchen, die sich mit ähnlichen Projekten befassen und ihre Ergebnisse online teilen. Die schlechte Nachricht ist, dass nicht viele Leute versuchen, mit ihrem 3D-Drucker etwas Wasserdichtes herzustellen. Etwas, das irgendwie in diesen Bereich passt, ist RC U-Boot-Projekte. Der Haken an der Sache ist, dass es in 3D-gedruckten U-Booten nur einige kleine Teile gibt, die wirklich wasserdicht sein müssen – und diese werden in der Regel mit anderen Methoden hergestellt und nicht mit 3D-Druck.
Wir haben einige Projekte gefunden, bei denen 3D-gedruckte Teile verwendet werden, doch sind sie noch sehr selten und oft sehr speziell. Die Hauptkomponenten werden in der Regel mit anderen Methoden hergestellt, z. B. mit Spritzgusskunststoff usw. 3D-gedruckte, wasserdichte Modelle sind in der Community rar. Daher mussten wir verschiedene Möglichkeiten untersuchen, die nicht die Verwendung eines 3D-Druckers beinhalten. Wir haben versucht, diese Methoden zu verwenden und leicht anzupassen, um zu sehen, ob wir sie mit dem 3D-Druck nachbauen können. Die wohl einfallsreichste Methode war dieser Artikel, in dem es um wasserdichtes Abdichten im Allgemeinen geht.
Auswahl eines geeigneten Modells
Zunächst möchten wir Sie daran erinnern, dass das Drucken von wasserdichten Modellen ein gewisses Maß an Geschicklichkeit erfordert und Sie ohne Nachbearbeitung wahrscheinlich nicht weit kommen werden. Das Hauptproblem besteht darin, dass 3D-gedruckte Modelle, die perfekt wasserdicht sein müssen, in der Regel speziell für einen bestimmten Verwendungszweck angefertigt werden, da Sie in jedem Supermarkt eine Lock&Lock Box kaufen können.
Der eigentliche Nutzen des 3D-Drucks liegt eher in der Herstellung von individuellen Elektronikgehäusen für Taucher, individuellen Teilen von RC-U-Booten, Gehäusen für verschiedene Messgeräte usw. Es macht also Sinn, dass Sie mehr tun müssen, als einen beliebigen G-Code herunterzuladen, um ihn zu drucken und sofort zu verwenden. Obwohl wir ein paar Teile für unsere Experimente vorbereitet haben, möchten wir Sie dazu ermutigen, selbst etwas zu entwerfen! Doch bevor Sie das tun, möchten wir Ihnen einige nützliche Tipps geben.

Im Allgemeinen ist das beste wasserdichte Modell ein hohler, runder Behälter ohne Öffnungen oder bewegliche Teile, der in einem Stück gedruckt wird – Sie können sich eine Art Ballon oder Blase vorstellen. Aber wie Sie sich wahrscheinlich denken können, ist ein solches Modell nicht sehr praktisch. Die meisten von uns sind daher eher an einem verschließbaren Behälter interessiert. In diesem Fall sollten Sie bei der Gestaltung Ihres Modells zwei Regeln beachten:
- Machen Sie die Wände dick genug. 2-3 mm sind normalerweise ein guter Anfang. Allerdings sollten Sie darauf achten, dass das Wasser auch bei höherem Druck im Inneren nicht auslaufen kann. Zum Beispiel: Wenn Sie ein geschlossenes Modell (Innendruck = Luftdruck an der Wasseroberfläche) in 20 m Tiefe tauchen, was eine übliche Tauchtiefe ist, müssen die Wände dem Druck von 2 kg/cm2 (28 psi) standhalten. Und dieser Druck steigt alle 10 Meter um 1 kg (14 psi).
- Design the model as simple as possible. If you plan to make a box with eight openings with various plugs and with some parts screwed in or clipped on, we wish you good luck. Every opening, every moving part, and every printing error can cause leakage! Even professional camera housings have warnings about leakage caused by grains of sand or human hair – just imagine what can be caused by a bad print.
Materialauswahl
An dieser Stelle möchten wir auf einen unserer früheren Artikel über 3D-gedruckte Vasen und andere einfache offene Modelle hinweisen – die Wahl des Materials ist eigentlich weniger wichtig als die Druckeinstellungen. Und wenn Sie ein Modell herstellen wollen, das hohem Druck (2 bar und mehr) standhalten soll, werden Sie wahrscheinlich ohnehin eine Form der Nachbearbeitung verwenden – zum Beispiel das Versiegeln des Modells mit einem Epoxidharz. Wenn Sie jedoch Dinge herstellen müssen, die einem geringeren Druck standhalten (weniger als 2 bar), könnte der einfache 3D-Druck auch ausreichen. Einen ausführlicheren Materialvergleich finden Sie in dem oben genannten Artikel. Kurz gesagt, die besten Ergebnisse lassen sich in der Regel mit Filamenten erzielen, die die besten Schicht-zu-Schicht-Haftungseigenschaften aufweisen, wie z. B. PolyPropylen. Interessanterweise haben wir auch mit Prusament PLA und SLA-Harzen hervorragende Ergebnisse in 20 m Tiefe erzielt.

Druckeinstellungen und Infill
Angenommen, Sie müssen Modelle erstellen, die in flachen Gewässern nur einem geringen Druck standhalten sollen (zum Schnorcheln oder für ähnliche Aktivitäten). In diesem Fall brauchen Sie sich nicht mit verschiedenen Druckeinstellungen und Nachbearbeitungen zu befassen. Hier sollten Sie einfach unsere Ratschläge aus dem vorangegangenen Artikel befolgen (laienhaft ausgedrückt: mehr Perimeter = bessere Wasserdichtigkeit). Die einzige zusätzliche Empfehlung, die wir geben können: Achten Sie darauf, wie glatt die Oberfläche ist. Die Teile, die direkt mit der Gummidichtung in Berührung kommen, sollten so glatt wie möglich sein. Das erreicht man am besten, indem man diese Teile mit der Oberseite nach unten auf das glatte Blech druckt oder die Bügelfunktion im PrusaSlicer nutzt.
Mit zunehmender Tiefe (Druck) wird es etwas komplizierter. Damit die Modelle dem hohen Druck standhalten, müssen die Wände so stabil und kompakt wie möglich sein. Wenn Sie sich sicher sind, dass Ihr Modell in 1 m Tiefe mit drei Perimetern und 15 % Infill wasserdicht ist, wird es in 30 m Tiefe höchstwahrscheinlich anders sein. Aufgrund des höheren Drucks können kleine Risse und andere Unvollkommenheiten zu großen Problemen führen. Außerdem kann es zu Verformungen kommen, wenn Lufttaschen im Modell komprimiert werden.
Zum Schutz vor Verformungen, die zu Leckagen führen könnten, bieten wir eine einfache Methode an: die Erhöhung der Anzahl der Perimeter und des Infills. Der ideale Zustand ist, wenn die Modellwand zu 100 % mit Material gefüllt ist oder eine hohe Anzahl von Perimetern aufweist. Leider ist es so gut wie unmöglich, eine exakte Zahl anzugeben, da es eine Vielzahl von Variablen gibt. Wir empfehlen, den Test mit vier Perimetern und 60 % Infill zu beginnen. Bedenken Sie jedoch, dass es zahlreiche Lufteinschlüsse und Spalten geben kann, durch die das Wasser in das Innere des Modells eindringen kann. Werfen Sie einfach einen Blick auf diesen unveränderten PETG-Druck:
Behandlung von Modellen mit Epoxidharz
Die zweite Möglichkeit, Wasserdichtigkeit zu erreichen, ist das Versiegeln des Modells mit Epoxidharz. Am besten ist natürlich eine Vakuum-Imprägnierung, aber das werden Sie zu Hause wahrscheinlich nicht machen können. Zum Glück funktioniert die Verwendung eines Pinsels oder das Eintauchen eines Modells in das Harz genauso gut. Das Ergebnis ist ein Modell, das nicht nur wasserdicht ist, sondern auch eine bessere mechanische Festigkeit und Formstabilität aufweist. Vergessen Sie aber nicht, dass es sinnlos ist, Epoxidharz auf ein hohles Modell aufzutragen. Um genau zu sein: Die Wände müssen ihre Form behalten. Wenn sie zu dünn sind (1-2 Perimeter), wird die Epoxidharzbeschichtung bei höherem Druck höchstwahrscheinlich reißen, und die Wände werden sich ohnehin verformen. Daher ist es am besten, Wände mit vier Perimetern und 60% Füllung oder mehr zu behandeln.
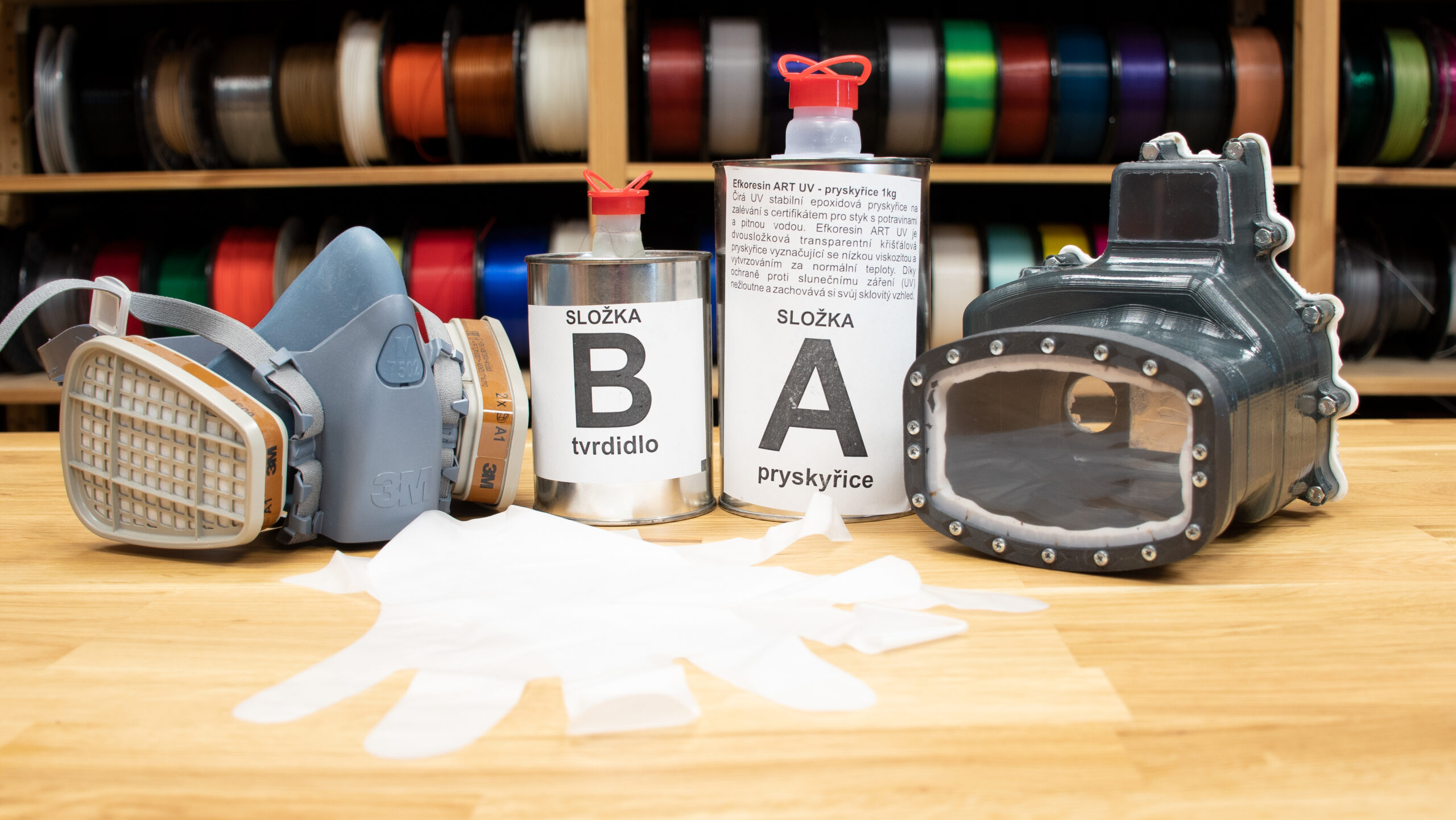
Die Arbeit mit Epoxidharz kann zu einer erheblichen Verschmutzung des Arbeitsplatzes führen. Außerdem wird es von einem unangenehmen Geruch begleitet. Vergessen Sie nicht, sich zu schützen, zum Beispiel mit einer Halbmaske (Atemschutz) und Handschuhen!
Versiegeln
Die Versiegelung ist zweifellos der schwierigste Teil eines wasserdichten Modells. Mit anderen Worten: Das Drucken von wasserdichten Modellen, die nicht geöffnet werden müssen, ist relativ einfach. Aber wenn es um zu öffnende oder bewegliche Teile geht, ist die Wahrscheinlichkeit eines Fehlschlags hoch. Das liegt daran, dass jede verschließbare Box in der Regel viele Mängel aufweist, die zu Leckagen führen.
Dieser großartige Artikel erklärt die Funktionsweise von Dichtungen im Detail. Wir haben verschiedene Entwürfe durchgespielt und sind dann auf drei Grundvarianten gekommen, die wir mit 3D-Druckteilen getestet haben. Wir empfehlen auf jeden Fall, den gesamten Artikel zu lesen, um mehr darüber zu erfahren, wie man Dinge im Allgemeinen wasserdicht macht.
Dichtungen
Haben Sie flexible Filamente zu Hause? Wenn ja, haben Sie vielleicht schon einmal an 3D-gedruckte Dichtungen gedacht. Und wenn Sie es tatsächlich versucht haben, wissen Sie wahrscheinlich, dass es eine Sackgasse ist. Viel besser ist es, eine zweiteilige Form zu drucken, sie mit Silikondichtmasse zu füllen und sie nach dem Trocknen vorsichtig zu entfernen. Einigen Quellen zufolge ist es am besten, Ooogoo (oder modifizierte Proto-Knete) aus einer Mischung aus Silikonkitt, Wasser und Maisstärke zu verwenden.
Ungewöhnliche Formen
Wenn Sie schon einmal eine GoPro-Kamera benutzt haben, ist Ihnen wahrscheinlich aufgefallen, dass die hintere Türdichtung einen atypischen trapezförmigen Querschnitt hat. Das ist eine recht ungewöhnliche Form, aber sie sorgt für perfekte Wasserdichtigkeit bis zu 40 m Tiefe. Die Frage ist: Wo kann man eine solche Dichtung kaufen? Die kurze und ehrliche Antwort lautet: Wir wissen es nicht. Wahrscheinlich können einige Fachgeschäfte weiterhelfen. Wenn Sie jedoch eine solche atypische Dichtung benötigen, ist es vielleicht einfacher, sie selbst herzustellen, wiederum mit einer Form und Silikondichtmasse.


O-Ringe
Die beste, einfachste und bewährteste Methode ist zweifellos die Verwendung einfacher O-Ringe. Es macht ja keinen Sinn, es kompliziert zu machen. Das Einzige, worauf man achten muss, ist die richtige Dimensionierung der verwendeten O-Ringe und Modellteile. Darüber hinaus empfehlen wir, die Oberfläche des O-Rings (oder jeder anderen Dichtung) vor jedem Gebrauch mit Silikonfett zu behandeln. Ausführliche Informationen über die richtige Verwendung von O-Ringen finden Sie in diesem Artikel wieder.
Durchsichtige Teile
Nehmen wir an, dass für die meisten wasserdichten Teile mindestens ein transparentes Teil erforderlich sein wird. Ist es ratsam, es zu drucken oder eine andere Methode zu verwenden? Dies ist eine gute Gelegenheit, unseren älteren Artikel überDrucken von transparenten Modellen wieder aufzugreifen. Und ja, Sie können es für wasserdichte Drucke verwenden, solange es nicht kristallklar sein muss. Sie müssen sich nur an unsere Anweisungen halten und sie richtig polieren.
Bewegliche Teile (Schalter usw.)
Manchmal ist es notwendig, einige bewegliche Teile zu drucken, z.B. um verschiedene Knöpfe und Schalter beim Druck von Elektronikabdeckungen zu verwenden. Am einfachsten geht das mit einem flexiblen Filament (zumindest für einen Teil des Modells) – so kann man die Knöpfe durch die Wand hindurch drücken, ohne das Modell öffnen oder etwas Kompliziertes entwerfen zu müssen. Problematisch könnte es jedoch in größeren Tiefen werden, wo der flexible Teil schrumpft und ständig auf den Knopf drückt.
Eine andere Möglichkeit ist die Verwendung eines Edelstahlstifts mit einem O-Ring, wie es auch bei GoPro-Gehäusen der Fall ist. Allerdings könnte diese Methode in einer Katastrophe enden, da jede kleine Unvollkommenheit zu einem Wasseraustritt führt. Stattdessen ist es besser, einen Magnetschalter zu verwenden, der häufig in Tauchlampen eingesetzt wird. Wir schlagen diese beiden Möglichkeiten vor:
- Ein Magnet zieht ein kleines Metallteil (z. B. eine Feder) an, das das andere Ende des Stromkreises berührt.
- Zwei Magnete werden auf gegenüberliegenden Seiten der Wand angebracht. Wenn sie sich vorwärts oder rückwärts bewegen, wirken sie wie ein mechanischer Schalter (auch ein einfacher Kupferdraht, der an den Magneten geklebt wird, könnte funktionieren).


Wenn die Realität Einzug hält
Ok, das war die Theorie. Aber wie funktioniert das Ganze in der Realität? Und funktioniert es überhaupt? Wie immer haben wir mehrere Testmodelle vorbereitet, um alles oben genannte auszuprobieren. Die Ergebnisse sind manchmal gut, manchmal schlecht. Schauen wir uns also das mal an:
Auswahl des Modells
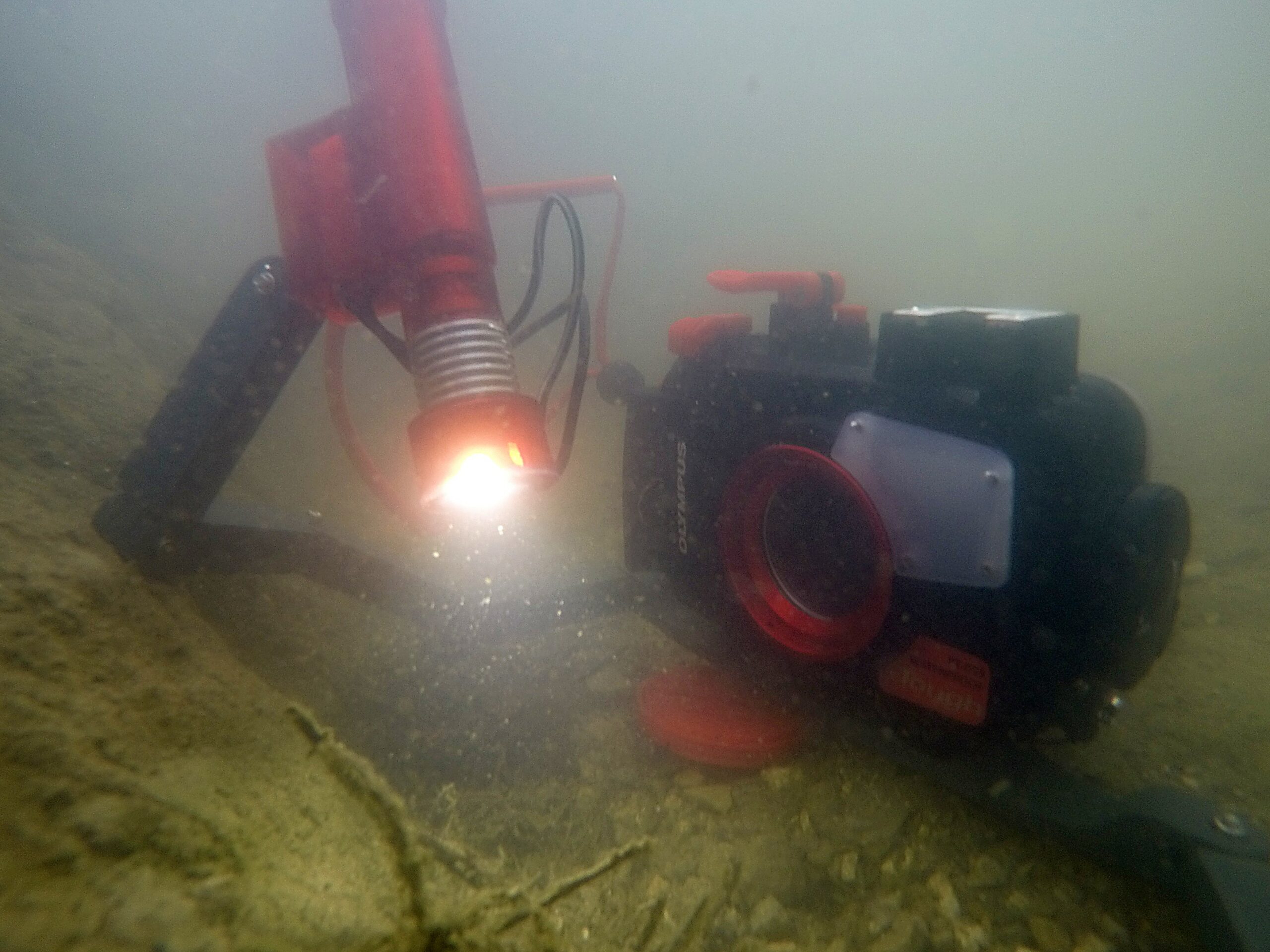
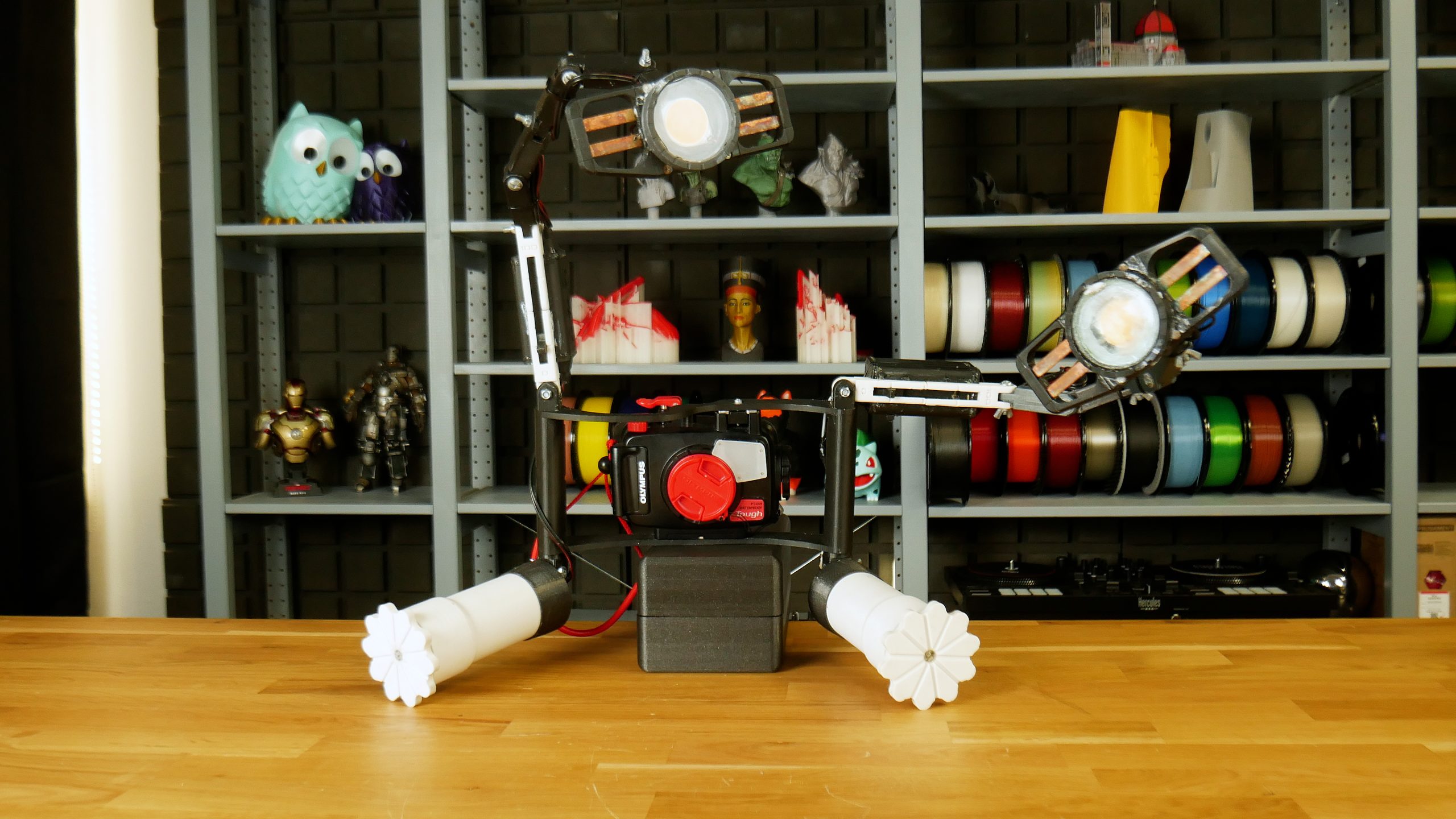
Zu Beginn wählten wir vier Grundmodelle: Eine einfache Variante einer Lock&Lock Box mit Dichtung, ein Taschenlampengehäuse mit Gewinde, eine spezielle Außenleuchte für die Unterwassermakrofotografie und ein Kameragehäuse.

Wir stellen das Kameragehäuse als mögliche Verwendung eines komplexen 3D-gedruckten Teils vor. Bedenken Sie aber, dass es aufgrund des Zeitaufwands und der hohen Fehlerquote unwirtschaftlich oder sogar unbrauchbar sein könnte.
Material und Druckeinstellungen
Die meisten Druck- und Materialeinstellungen haben wir bereits in unserem vorherigen Artikel zusammengefasst. Dennoch halten wir es für sinnvoll, einige wesentliche Aspekte herauszustellen, vor allem, wenn Sie planen, ein solches Objekt in einer Hochdruckumgebung zu verwenden.
Das Erste und Wichtigste, was Sie während des Druckvorgangs (mit mehr Perimetern) feststellen können, ist das unattraktive Aussehen einiger Materialien. Eine schlechte Ästhetik mag bei Funktionsmodellen keine große Sache sein, aber wenn Sie das Modell so präzise wie möglich gestalten müssen, um die Elektronik darin unterzubringen, könnten Sie aufgrund des überschüssigen Materials auf der Oberfläche Probleme damit haben. Das bedeutet, dass Sie noch einmal überprüfen sollten, welches Material Sie verwenden wollen und welche Druckeinstellungen Sie wählen. Um genauer zu sein: Als wir PCCF (oder PETG) mit 100 % Füllung und ohne zusätzliche Einstellungen gedruckt haben, konnten wir aufgrund des überschüssigen Materials keine Elektronik unterbringen.

Das zweite Problem, das selbst bei geringem Druck (in einem Eimer mit Wasser) auftrat, war die Durchlässigkeit von visuell kompakten Drucken. Konkret haben wir fünf Materialien getestet, von denen wir dachten, dass sie für die Wasserdichtigkeit geeignet sein könnten, und sie sollten trotzdem leicht zu drucken sein: PLA, PETG, PCCF, ASA, und SLA-Harz (Prusa tough). Überraschenderweise wurden die schlechtesten Ergebnisse mit unbehandeltem PETG und acetongeglättetem ASA erzielt. PETG leckte sehr schnell durch die Nähte und die Kontaktstellen zwischen den Umrandungen und der festen Füllung. Geglättetes ASA wurde langsam undicht, wahrscheinlich durch Oberflächenfehler im Bereich der Dichtungen oder Blasen im Material, da es sich während des Glättungsprozesses leicht ausdehnte. Überraschenderweise funktionierten die PLA-, PCCF- und SLA-Drucke ohne Nachbearbeitung hervorragend – sogar 20 Meter unter Wasser.

Wir haben verschiedene Materialien für den Druck dieses Modells verwendet – Dieses Modell ist ein Taschenlampengehäuse mit Gewindeverschluss und einem Mittelteil aus flexiblem Filament/Harz. Wir haben versucht, es mit verschiedenen Materialien zu drucken.
Unser erster Gedanke war, PETG noch eine Chance zu geben. Dieses Mal haben wir es mit Epoxidharz behandelt. Und warum? Nun, das ist ganz einfach: Kohlenstofffasergefüllte Filamente sind in der Regel teuer, und der Druck mit 100 % Füllung kann sehr teuer werden. Die Größe des Druckbereichs kann SLA-Drucke einschränken, und PLA ist anfällig für Wärmeverformung. Siehe den gelben PLA-Druck oben, der sich an einem Sommertag in einem Auto verformt hat.
Andererseits ist PETG ein preiswertes Material, das sich für den mechanischen Einsatz eignet und eine gute Temperaturbeständigkeit aufweist. Indem wir es mit einem Epoxidharz behandelten, erreichten wir eine perfekte Wasserdichtigkeit und verbesserten sogar seine mechanischen Eigenschaften. Der größte Nachteil ist, dass flüssiges Zweikomponenten-Epoxidharz ein giftiges Material ist, das einen Schutz der Atemwege und der Haut erfordert. Die Arbeit damit ist schmutzig und zeitaufwändig, aber das Ergebnis ist zufriedenstellend.
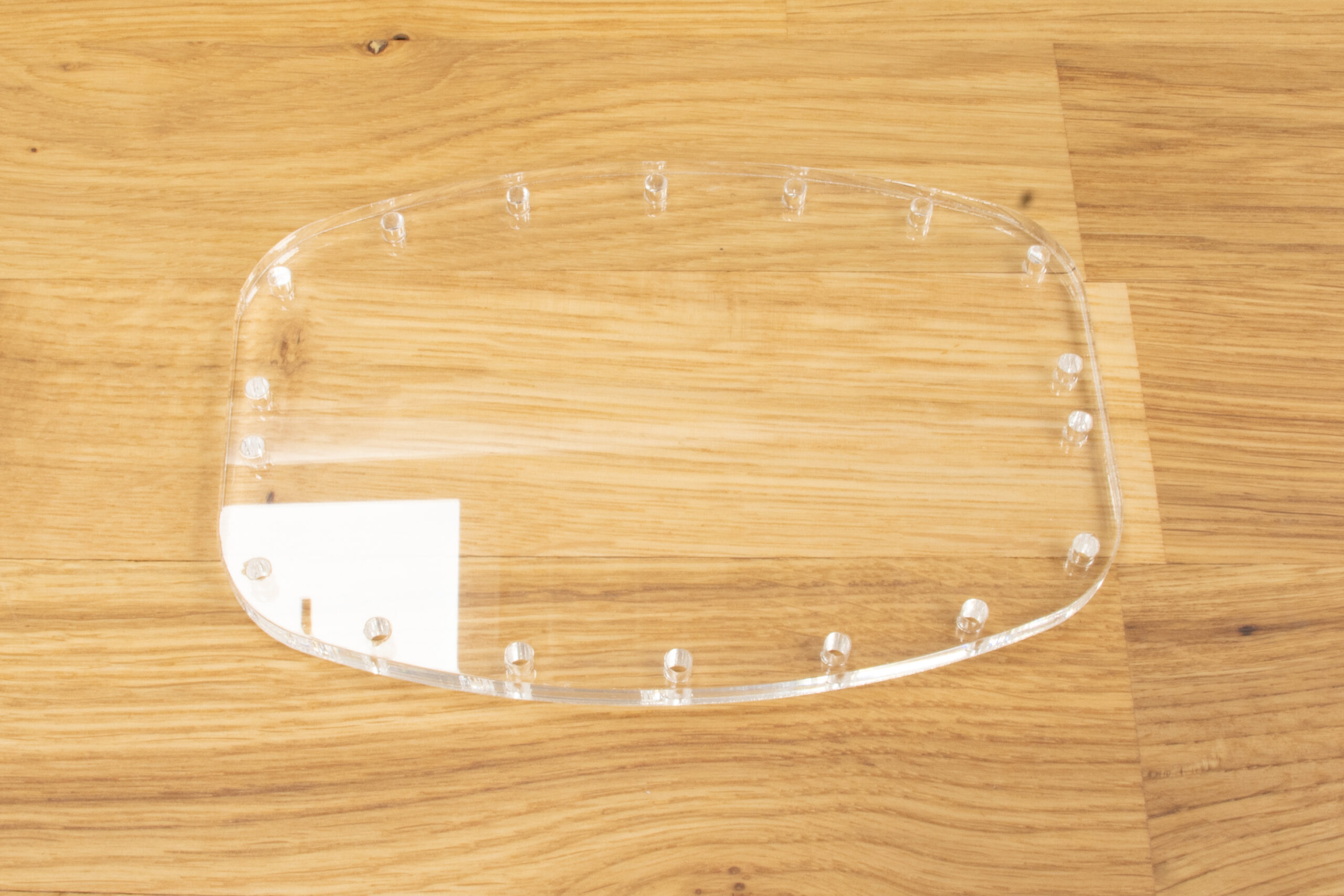
Drucken transparenter Teile
Sie werden nicht weit kommen, wenn Sie eine Taschenlampe oder ein Kameragehäuse bauen wollen, ohne transparente Teile zu verwenden. Wir haben Ihnen bereits gezeigt, dass es möglich ist, glasartige transparente Modelle zu drucken. Dies funktioniert besonders gut mit transparenten SLA-Harzen. Es ist jedoch wichtig, dass Sie genügend Zeit für das Schleifen und Polieren der Oberfläche aufwenden. Jeder Kratzer, Schleier oder jede Blase beeinträchtigt die Transparenz und kann unerwünschte Lichtbrechungen verursachen.
Und natürlich hatten wir auch eine etwas verrückte Idee: Kann man ein schützendes, durchsichtiges Glas, das vor ein Kameraobjektiv passt, drucken und polieren? Wir haben es versucht, nur so zum Spaß. Wir haben den Original Prusa SL1S 3D-Drucker mit 3DM zähem klarem Harz verwendet. Wir sind jedoch auf zwei Hauptprobleme gestoßen. Das erste Problem: Es gibt Blasen im Inneren des Drucks, die durch die Bewegung der Plattform und das Umrühren des Harzes verursacht werden. Das andere Problem ist die innere Struktur des verfestigten Materials. Obwohl der Druck auf den ersten Blick klar aussieht, werden Sie bald feststellen, dass die Druckstruktur einen Brechungseffekt erzeugt, der wie ein unscharfes Kreuz aussieht. Daher ist er als glasartiger, durchsichtiger Druck unbrauchbar. Während dies für Dinge wie eine halbtransparente LED-Anzeige in Ordnung sein mag, ist es als Kamerahülle einfach nicht geeignet. Wir empfehlen stattdessen, eine Plexiglasplatte mit einem Lasercutter zu schneiden.

Versiegelung
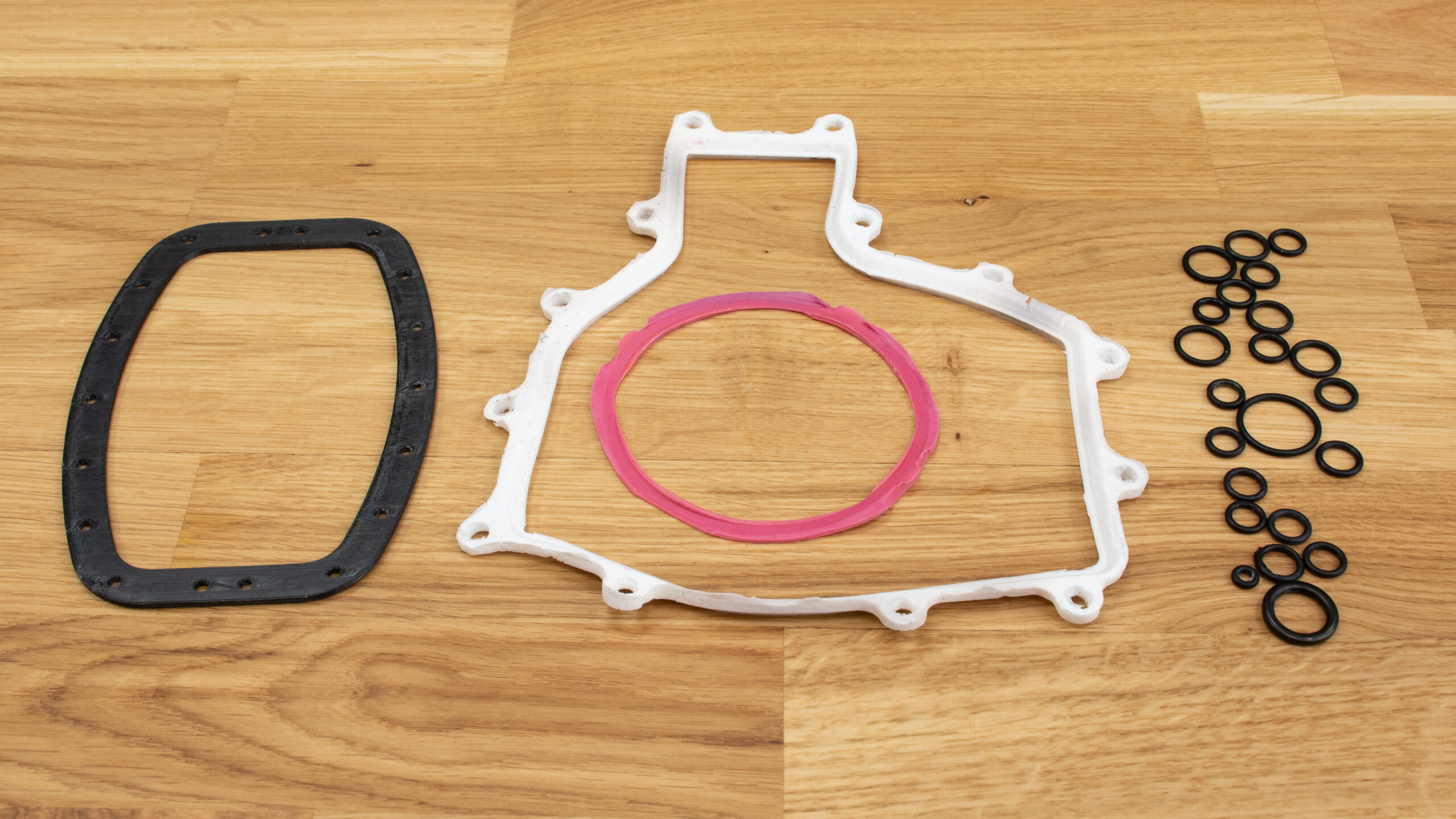
Der schwierigste Teil bei allen unseren Testobjekten ist die Dichtung. Wir haben 3D-gedruckte Varianten, aus einer Form hergestellte Dichtungen und einfache O-Ringe getestet.
Zunächst druckten wir Dichtungen mit Flexfill 98a, dann mit Flexfill 92a, FilaFlex40 und flexiblem SLA-Harz. Die erste FFF-Charge wurde ohne Bügeln gedruckt (maximale Anzahl von Perimetern, zufällige Nahtposition), die zweite Charge mit eingeschaltetem Bügeln.
Zweitens haben wir Formen für Silikondichtungen in zwei Varianten gedruckt: die erste war eine einfache Dichtung, die zweite eine untypische Dichtung, ähnlich der, die bei GoPro-Kameras verwendet wird. Die Formen in der ersten Charge wurden mit Silikondichtmasse gefüllt, während wir in der zweiten Charge ein proto-putty verwendeten. Wir können mit Sicherheit sagen, dass die Herstellung dieser Versiegelung ziemlich chaotisch wird und ein gewisses Maß an Geschicklichkeit erfordert. Vor allem das Mischen von Silikon mit Maisstärke (Proto-Knete) kann ziemlich unschön enden – das meiste Material bleibt überall kleben, nur nicht dort, wo es eigentlich hingehört. Außerdem ist Proto-Putty viel weicher, poröser und bruchanfälliger als reines Silikondichtungsmittel.
Die dritte getestete Variante der Abdichtung waren O-Ringe aus Tauchschläuchen. Es können jedoch viele weitere O-Ringe auf die gleiche Weise verwendet werden. Die Verwendung von O-Ringen mit korrekt modellierten gedruckten Teilen ist zweifelsohne die beste und zuverlässigste Methode.

Prüfung unter normalem (niedrigem) Druck
Beginnen wir mit der schlechten Nachricht: 3D-gedruckte Dichtungen funktionieren nicht. Keine unserer gedruckten Kreationen hielt Wasser, auch nicht, als wir versuchten, die Dichtungen zwischen zwei Teilen mit Schrauben abzudichten. Und wir zogen sie sogar mit einer Kraft an, die das Gewinde beschädigte. Es ist uns nicht gelungen, ein Material zu finden, das mit Standard-FDM/FFF-3D-Druckern gedruckt werden kann und das weich genug ist, um als Dichtung zwischen zwei 3D-gedruckten Oberflächen zu funktionieren. Theoretisch könnten 3D-gedruckte Dichtungen für einige schwere Maschinen aus Stahlteilen funktionieren, die mit erheblichem Kraftaufwand zusammengepresst werden können.
Die gute Nachricht ist, dass andere Varianten unter normalem Druck ziemlich gut funktionieren. Nach mehreren Versuchen haben wir jede Art von Abdichtung so dicht gemacht, dass die Innenseiten der getesteten Modelle über Nacht trocken blieben, wenn sie im Eimer mit Wasser versenkt wurden.
Prüfung unter hohem Druck (tief unter Wasser)
Tiefer unter Wasser wird es immer komplizierter. Hier stießen wir auf Probleme mit ausgewählten Arten von Verschlüssen (Tür, Deckel usw.) und verschiedenen Dichtungsarten. Bei der Lock&Lock Box war es am schlimmsten: Sie begann schon wenige Meter unter der Oberfläche undicht zu werden. Dies war auf einen unzureichenden Druck zwischen Deckel und Gehäuse und auf allgemein problematische Dichtungen zurückzuführen. Sie haben hier ihre Aufgabe nicht erfüllt – ebenso wenig wie bei dem Glas und der Tür des Kameragehäuses.
Manchmal half es, die Dichtungen zwischen den beiden Teilen mit etwas mehr Kraft zusammenzudrücken. Aber leider ist es nicht möglich, den Druck auf die Dichtungen dauerhaft zu erhöhen. Die Silikondichtung am Kameragehäuse zum Beispiel war immer undicht, egal wie stark man sie zusammendrückte. Irgendwann gab sie schließlich nach, weil sie dem Druck nicht mehr standhielt. Der Schaden war angerichtet, und die Dichtung wurde noch undichter.

Wie sich herausstellte, sind richtige atypische Dichtungen und einfache O-Ringe bei weitem die zuverlässigsten Optionen, wenn man es schafft, das Modell richtig zu konstruieren.
Interessanterweise funktionierte ein Taschenlampengehäuse mit einem Gewindeverschluss sogar in 30 m Tiefe mit beiden Arten von Silikondichtungen, O-Ringen und sogar mit einem einfachen Gummiband perfekt!
Tipp: Wir haben jede Art von Dichtung vor jedem Gebrauch mit Silikonfett eingefettet, und wir empfehlen Ihnen, dies auch zu tun.
Bewegliche Teile
Die meisten wasserdichten Gehäuse machen ohne Knöpfe, Schalter und andere bewegliche Teile nicht viel Sinn. Ein Kameragehäuse zum Beispiel braucht eine Art Element zur Steuerung des Geräts. Zunächst haben wir ein Teil aus einem flexiblen Filament (und Harz) getestet – Auf diese Weise kann man weiche Wände herstellen, durch die man einen Knopf drücken kann. Ein großer Vorteil ist, dass flexible Materialien sogar in 30 m Tiefe wasserdicht sind. Allerdings schrumpfen flexible Materialien unter Druck sehr stark, so dass selbst in nur 10 m Tiefe der Druck dazu führt, dass der Knopf ständig gedrückt wird – was eine solche Lösung ziemlich nutzlos macht. Gummigehäuse sind daher nur für flache Gewässer (Schnorcheln) geeignet.

Eine zuverlässigere Methode ist die Verwendung von Magnetschaltern, wie sie in verschiedenen Tauchtaschenlampen zu finden sind. Wir haben zwei Varianten getestet: Bei der ersten wird ein Metalldraht (oder eine Feder) an einen Magneten gezogen, bei der zweiten werden zwei Magnete als mechanischer Hebel verwendet, der den Schalter bewegt. Das Anziehen des Drahtes an den Magneten funktionierte nicht gut, da es zu unerwünschtem Blinken und gelegentlichem Aus- und Einschalten führte. Die Verwendung von zwei Magneten, die über die Wand angezogen werden, funktionierte dagegen fast zu 100 %, sogar mit einer einfachen Änderung – wir klebten den Draht an den Magneten.

Wozu ist das alles gut?
Haben Sie das Gefühl, dass es zu viele Informationen gibt? Nun – es gibt sie. Aber lassen Sie uns versuchen, alles zusammenzufassen.
Wie wir bereits erwähnt haben, ist es am besten, wasserdichte Modelle so einfach wie möglich zu gestalten. Selbst ein einfacher Kasten mit einem Gewindedeckel und einem O-Ring kann einem großen Druck standhalten. Zusammen mit Magnetschaltern kann man verschiedene externe Beleuchtungen für die Unterwasserfotografie herstellen. Dies ist wahrscheinlich das beste und zuverlässigste 3D-gedruckte wasserdichte Gadget.
Auch einfache Lock&Lock-Boxen können gedruckt werden. Im Vergleich zu den spritzgegossenen sind sie jedoch hoffnungslos unzuverlässig, zu teuer und ihre Herstellung ist ziemlich zeitaufwändig.

Komplexe Modelle wie Kameragehäuse lohnen sich auch nicht. Sie sind schwierig zu entwerfen, und dann sind da noch der Zeitaufwand und die Materialkosten. Die Herstellung ist einfach zu mühsam. Außerdem müssen mehrere bewegliche Teile hergestellt werden, was die Gefahr von Undichtigkeiten erhöht.
Mit flexiblen Filamenten und Harzen gedruckte Gummiteile funktionieren nur in flachen Gewässern. Sie eignen sich also gut zum Schnorcheln, aber wenn Sie sie in größeren Tiefen verwenden wollen, werden Sie feststellen, dass sie schrumpfen und die Knöpfe nicht mehr richtig funktionieren. Es ist besser, bewegliche Teile mit Magneten oder alternativ mit Metallstiften und O-Ringen zu versehen (so wie es GoPro macht).
Transparente Teile können mit FFF- oder SLA-Verfahren hergestellt werden, aber wir empfehlen die Verwendung von dickem Plexiglas (4 mm oder dicker). Ein perfekt transparentes und klares 3D-gedrucktes Bauteil als Teil eines wasserdichten Modells zu erhalten, ist keine leichte Aufgabe.
Die zuverlässigste Art der Abdichtung ist der O-Ring. O-Ringe gibt es in verschiedenen Fachgeschäften für Tauchausrüstung, in Autogeschäften und möglicherweise sogar in Hobbymärkten zu kaufen. Vergessen Sie nur nicht, die Dichtungen jedes Mal mit Silikonfett zu behandeln, wenn Sie sie verwenden.
Abschließend möchten wir darauf hinweisen, dass wir zwar unser Bestes tun, um die meisten Probleme rund um dieses Thema abzudecken, dieser Artikel aber nur Ratschläge zum Selbermachen geben und nicht als Schritt-für-Schritt-Anleitung dienen soll. Wenn Sie versuchen, selbst etwas Wasserdichtes zu drucken, sollten Sie bedenken, dass Sie eine Menge Prototypen erstellen, Tests in flachen Gewässern und größeren Tiefen durchführen müssen usw. Vergessen Sie nicht, alles gründlich zu testen, bevor Sie die Elektronik einbauen! Es ist gut, alles mehrere Male in verschiedenen Tiefen zu testen, bevor man es für den vorgesehenen Zweck einsetzt. Das ist so ziemlich alles von uns – jetzt liegt es an Ihnen! Viel Glück mit euren Projekten!
Viel Spaß beim Drucken!
Du musst angemeldet sein, um einen Kommentar abzugeben.